

1.1.2. Движения в процессе резания и поверхности обработки
Р
Рис.
1.4. Движения в процессе точения: главное
движение резания – Dг;
движение подачи – Ds.
Поверхности обработки: 1 – обрабатываемая;
2 – обработанная; 3 – поверхность резания
(R);
V
– скорость главного движения резания;
Vs
– скорость движения подачи; Ve
– результирующая скорость резания; k
– точка на режущей кромке; η
– угол
скорости резания k η
(R)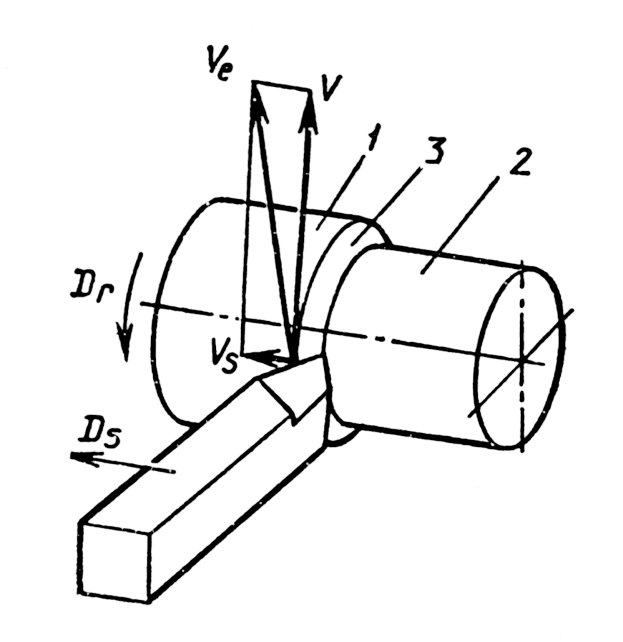

На металлорежущих станках устанавливают значение подачи S, которое определяется отношением перемещения точки k режущей кромки лезвия к числу циклов главного движения резания или его части. Если главное движение резания вращательное, то за его цикл принимается один оборот детали или инструмента. При этом подача обозначается Sо, мм/об (с индексом «о» от слова – оборот, т. е. при точении – подача на оборот детали).
В процессе точения на заготовке различают следующие поверхности (см. рис. 1.4): обрабатываемую поверхность 1 (частично или полностью удаляется); обработанную поверхность 2 (образуется после снятия припуска); поверхность резания (R) 3 (образуется режущей кромкой инструмента в процессе резания и является переходной между поверхностями 1 и 2).
1.1.3. Элементы конструкции резца
Резец состоит из рабочей (режущей) части 1, включающей режущую пластину 3, и державки (корпуса) 2 (см. рис. 1.5). Наиболее распространена прямоугольная форма сечения державки с размерами В и Н, которые выбираются в зависимости от требуемой прочности и жесткости инструмента.
в γ α ρ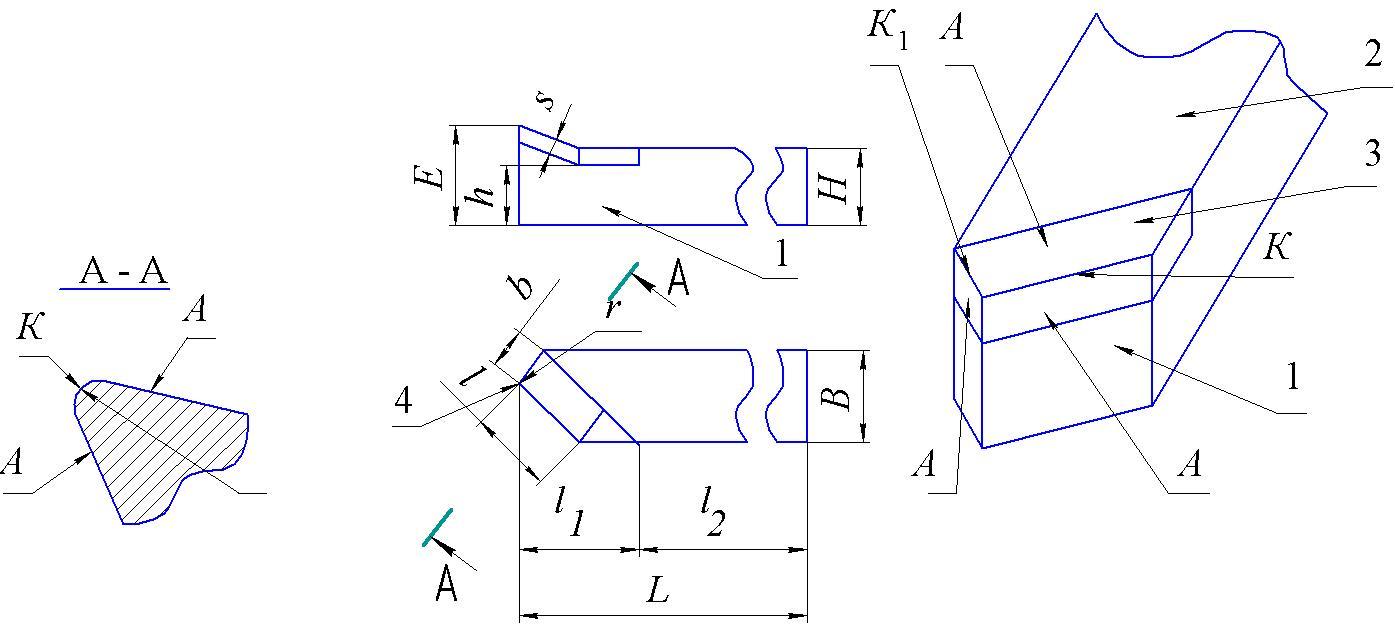
Рис. 1.5. Конструктивные элементы составного токарного проходного прямого правого резца
Рабочая часть резца 1 характеризуется следующими параметрами:
-
высотой Е – расстоянием от опорной плоскости до вершины резца 4;
-
высотой h опорной поверхности под основную режущую пластину 3;
-
длиной l1 – наибольшим расстоянием от вершины резца 4 до границы ослабления державки 2 гнездом под режущую пластину 3;
-
размерами режущей пластины 3 – толщиной s, длиной l и шириной b.
Резание осуществляется лезвием рабочей части резца, которое образуется в результате пересечения двух сопрягающихся поверхностей:
передней А – поверхности лезвия, контактирующей в процессе резания со срезаемым слоем и стружкой (по данной поверхности сходит стружка);
главной задней А – поверхности лезвия, контактирующей с поверхностью резания R на обрабатываемой заготовке.
Вспомогательной
задней поверхностью ![]() головки резца называется поверхность
лезвия, контактирующая с обработанной
поверхностью заготовки.
головки резца называется поверхность
лезвия, контактирующая с обработанной
поверхностью заготовки.
Сопрягаясь, передняя А и задняя А поверхности лезвия образуют:
главную режущую кромку К, формирующую большую сторону сечения срезаемого слоя (срезает с заготовки основную часть припуска);
вспомогательную режущую кромку К1, формирующую меньшую сторону сечения срезаемого слоя (зачищает остаточные гребешки на обработанной поверхности, оставленные главной режущей кромкой К).
Острота главной режущей кромки К характеризуется радиусом округления , который изменяется от одного до нескольких десятков микрометров и зависит от свойств инструментального материала и качества заточки и доводки лезвия, по мере изнашивания которого увеличивается.
Пересечение режущих кромок К и К1 образует вершину резца 4 (см. рис. 1.5), где rв – радиус скругления при вершине резца.