

4. Стопоріння різьбових з'єднань
Запобігання самовідгвинчуванню різьбових деталей є важливим заходом у підвищенні надійності з'єднань деталей.
У з'єднаннях деталей із кріпильними різьбами забезпечується самогальмування, оскільки кут тертя між витками різьби гвинта та гайки значно перевищує кут підйому гвинтової лінії. Крім цього, самовідгвинчуванню чинять опір сили тертя між деталями та опорними поверхнями гайки чи головки болта (гвинта). Але самогальмування різьбового з'єднання надійно реалізується тільки при статичному навантаженні. При дії змінних (вібраційних чи ударних) навантажень різко знижується коефіцієнт тертя між витками, умови самогальмування порушуються і спостерігається самовідгвинчування різьбових деталей, що може спричинити руйнування з'єднання або навіть аварійний стан у роботі машини.
Щоб запобігти самовідгвинчуванню, слід використовувати стопорні пристрої, робота яких базується або на створенні додаткових сил тертя, або на використанні спеціальних замкових засобів.
Пристрої, що базуються на створенні додаткового тертя, показані на рис. 11.5, а–г. Контргайка (рис. 11.5, а) створює додатковий натяг і додаткові сили тертя в різьбі. Пружинна шайба (рис. 11.5, б) підтримує натяг і додаткові сили тертя в різьбі на деякій ділянці самовідгвинчування (до 1–1,5 оберта гайки). Крім цього, пружність шайби значно зменшує вплив вібрації на тертя в різьбі. В гайках із завальцьованим
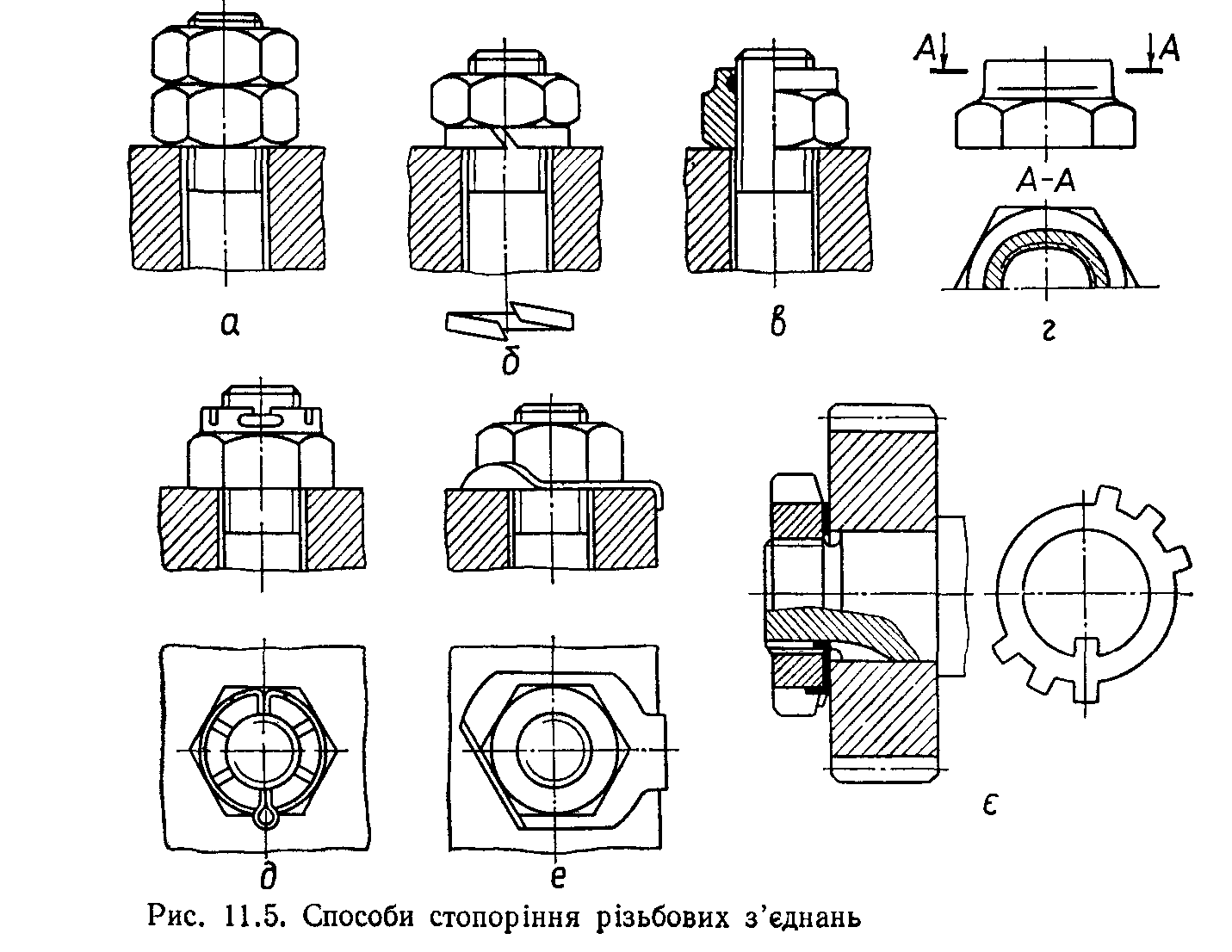
кільцем з поліаміду (рис. 11.5, в) додаткове стопоріння здійснюється за рахунок сил зчеплення здеформованого при загвинчуванні гайки кільця та витків різьби гвинта. Знаходять застосування також гайки на рис. 11.5, г, додаткове тертя в яких створюється у верхній частині гайки, здеформованої на еліпс після нарізування різьби.
У замкових пристроях для запобігання самовідгвинчуванню використовують стопоріння шплінтами (рис. 11.5, д), загнутими стопорними шайбами (рис. 11.5, е, є) та іншими способами.
На практиці використовують такі способи стопоріння різьбових з'єднань, як зварювання (гайка або головка гвинта приварюються до деталі з'єднання) або пластичне деформування з руйнуванням витка різьби кернуванням
5. Елементи теорії гвинтової пари
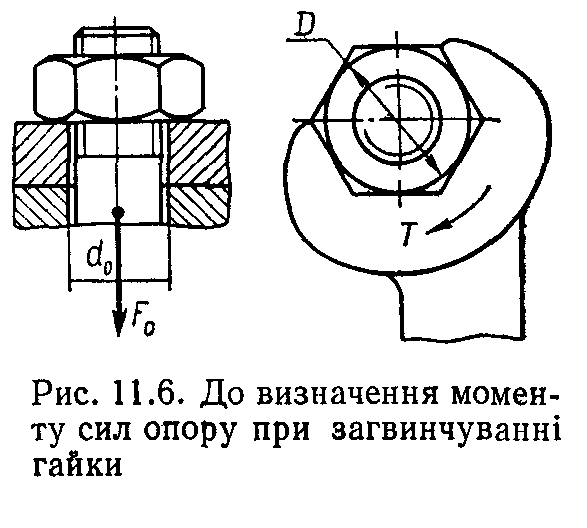
Співвідношення між осьовою силою, що діє на болт, та моментом сил, прикла–деним до гайки при її загвинчуванні. У болтовому з'єднанні взаємна нерухомість деталей забезпечується відповідною затяжкою болта. При загвинчуванні гайки (рис 11.6) осьова сила F0 у стержні болта зростає; при цьому збільшується і момент Т, що прикладається до гайки.
Цей момент дорівнює сумі моментів сил тертя в різьбі та на торці гайки:
Т = ТSP+TST. (2)
Момент сил тертя в різьбі при загвинчуванні гайки визначається за формулою
TSP = 0,5F0d2tg(ψ + ρ). (З)
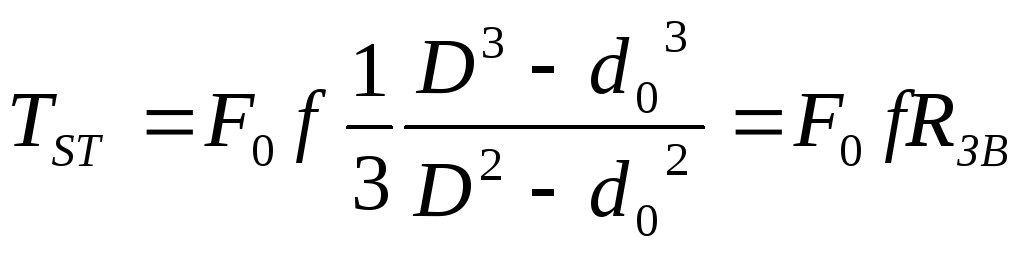
Опорна торцева площина гайки має форму кільця, обмеженого діаметрами d0 і D (рис. 11.6). Тому момент сил тертя на такій площині при рівномірному розподілі тиску можна записати у вигляді
 (4)
(4)
У
формули (3) та (4) входять такі величини:
d2
–
середній діаметр різьби болта; ψ
–
кут підйому витків
різьби;
ρ
=
arctg
![]() –
зведений
кут
тертя
в різьбі; α
–
кут профілю витків різьби; f
– коефіцієнт тертя ковзання; R3B
–
зведений радіус сил тертя на кільцевій
площині торця гайки, що визначається
за виразом
–
зведений
кут
тертя
в різьбі; α
–
кут профілю витків різьби; f
– коефіцієнт тертя ковзання; R3B
–
зведений радіус сил тертя на кільцевій
площині торця гайки, що визначається
за виразом
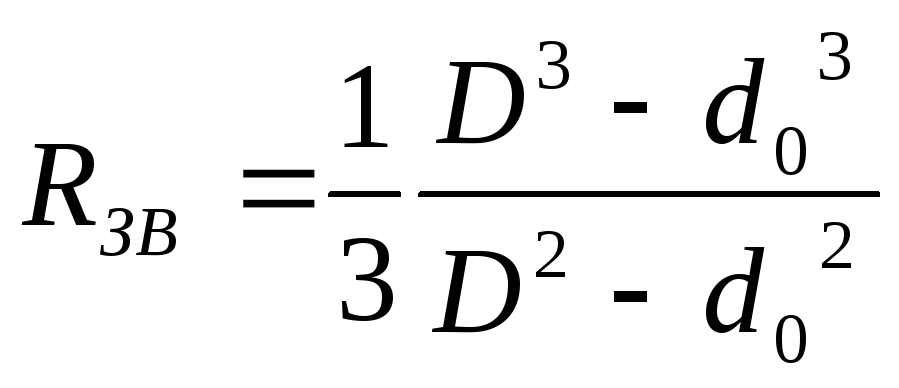 (5)
(5)
Підставляючи (3) і (4) у вираз (2), дістаємо
T = F0(0,5d2tg(ψ + ρ) + f RЗВ). (6)
Наближена геометрична подібність метричних різьб різних діаметрів дає змогу для орієнтовних розрахунків використовувати простіші співвідношення, що добуті для середніх значень розрахункових параметрів. Для метричної різьби з нормальним кроком можна взяти: ψ ≈ 2° 3О'; d2 ≈ 0,9d; Rзв ≈ 0,7d і f = 0,15 (для різьби без покриття). Тоді момент, що прикладається до гайки при її загвинчуванні, на основі виразу (6) може бути визначений за формулою
T = 0,2F0d. (7)
Якщо припустити, що довжина ручного гайкового ключа дорівнює в середньому 14d, то, прирівнюючи момент на ключі, що створюється силою Q руки, і момент Т, дістанемо співвідношення між осьовою силою F0, яка діє на болт, та силою Q, прикладеною до ключа:
F0 ≈ 70Q. (8)
Таким чином, за допомогою кріпильних різьб можна мати виграш у силі приблизно в 70 разів (при f = 0,1 – у 100 разів).
Вираз (6) беруть за основу при створенні спеціальних динамометричних ключів, що використовуються для контрольованої затяжки різьбових з'єднань.
Розподіл осьової сили, що діє на болт, на витках різьби. Осьова сила F на болті передається через витки його різьби на гайку (рис. 11.7). При цьому кожний виток різьби навантажується відповідно силами Fl, F2, ..., Fz. Сума всіх сил становить загальну осьову силу F на стержні болта:
F = F1 + F2 + ··· + Fz (9)
За умови рівномірного розподілу сил на кожний виток
F1 = F2 = ... =Fz = F/z, (10)
де z – число витків різьби в гайці.
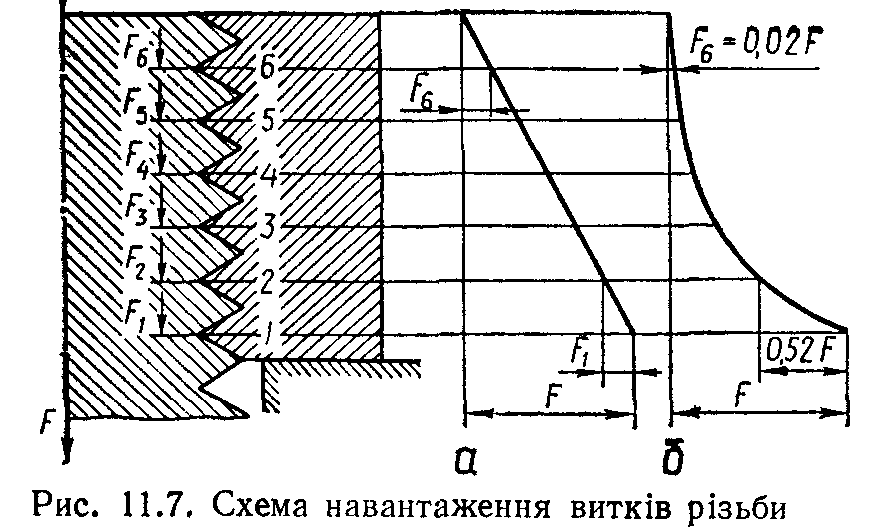
У такому разі епюру осьових сил у різних перерізах стержня болта зображають прямою лінією (рис. 11.7, а). Тут навантаження від витка до витка рівномірно зменшується на F/z.
У дійсності витки різьби у звичайних гайках навантажуються нерівномірно. Однією із причин нерівномірного розподілу навантаження на витках різьби є те, що стержень болта розтягується (крок його витків збільшується), а гайка стискається (крок її витків зменшується).
Теоретичне розв'язування задачі про розподіл навантаження на витках різьби було зроблене М. Є. Жуковським у 1902 р. і в подальших експериментальних дослідженнях неодноразово підтверджене. Так, у стандартній гайці з шістьма витками перший зі сторони опорної площини гайки виток різьби сприймає близько 52 % осьової сили F, а останній, шостий – тільки 2 % (рис. 11.7, б).
Рівномірність розподілу осьової сили на витках різьби можна поліпшити використанням спеціальних гайок. Одним із способів досягнення цієї мети є застосування конструкцій гайок, в яких ділянки матеріалу з різьбою деформуються аналогічно з деформацією стержня гвинта. На рис. 11.8, а, б показані конструкції гайки, в яких матеріал, що знаходиться в області різьби, розтягується так, як і матеріал стержня гвинта. В наведених прикладах збільшення податливості гайок у зоні найбільш навантажених витків також сприяє вирівнюванню навантаження витків різьби.
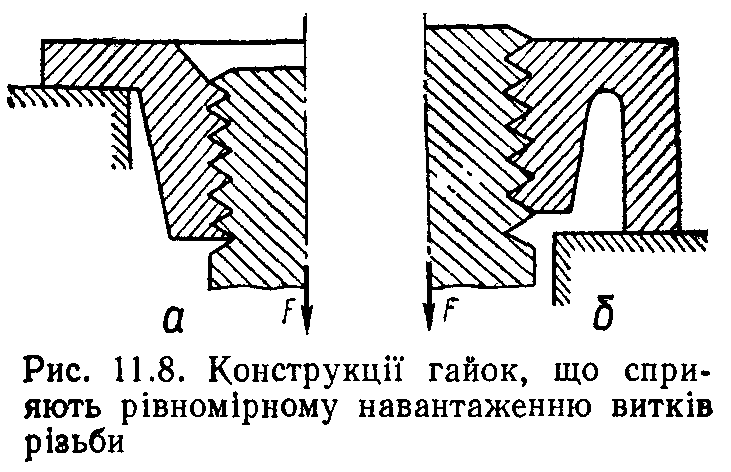
Спеціальні гайки в основному застосовують у з'єднаннях, що знаходяться під дією динамічних навантажень. Руйнування різьбових деталей з'єднання в цьому випадку має втомний характер і відбувається в місцях найбільшої концентрації напружень або в зоні найбільш навантаженого витка різьби. За дослідними даними використання спеціальних гайок може підвищити границю витривалості різьбових з'єднань на 20–ЗО %.