

6. Деякі спеціальні підшипники ковзання
Пневмопідшипники – це різновиди гідродинамічних опор і працюють так само, як і розглянуті вище підшипники рідинного тертя. Різниця лише у тому, що внаслідок значно меншої в'язкості повітря порівняно з рідкими мастилами (у сотні разів) такі підшипники поряд із малими втратами на тертя мають малу несучу здатність. Пневмопідшипники практично не обмежують частоту обертання валів, не нагріваються і зберігають точність положення осі вала. Такі опори застосовують у центрифугах, гіроскопах, газових турбінах. Створені конструкції шпінделів для внутрішнього шліфування на пневмопідшипниках, які здатні розвивати частоти обертання до 3 ·105 хв–1.
Гідростатичні підшипники. У гідростатичних підшипниках шар мастила між поверхнями тертя створюється підведенням до них мастила під тиском. Сили тертя в таких підшипниках при різних швидкісних режимах обертання вала дуже малі.
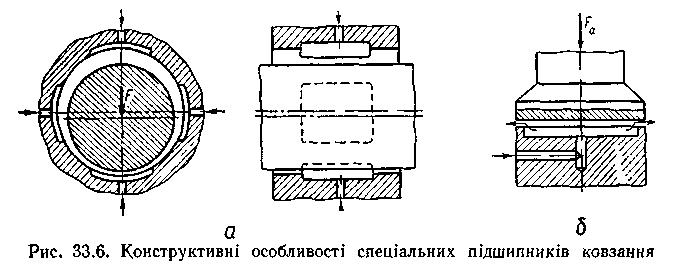
Гідростатичний радіальний підшипник (рис. 33.6, а) здебільшого виконують із чотирма несучими камерами, у які за допомогою системи дроселів подають підтиском мастило. При навантаженні підшипника силою F тиск мастила буде максимальним у нижній камері, оскільки тут мінімальні зазори і найбільший опір витіканню мастила.
У найпростішому упорному гідростатичному підшипнику (рис. 33.6, б) мастило, яке подається у камеру підп'ятника, розтікається у радіальному напрямі, утворюючи неперервний мастильний шар, що розділяє спряжені поверхні п'яти та підп'ятника.
Напрямні прямолінійного руху
-
Області застосування та конструкції напрямних
Напрямні утримують рухомі частини машини та надають напрям їхньому поступальному руху. Найрозповсюдженішими в машинобудуванні є напрямні для забезпечення прямолінійного руху деталей. Як опори деталей із поступальним рухом напрямні використовують: у поршневих машинах; в ковальсько–пресовому обладнанні; в металорізальних верстатах; у підйомно–транспортних, і т.п. Напрямні для прямолінійного руху застосовують у різних приладах та вимірювал. пристроях.
Як і в усіх інших опорних елементах деталей машин, на робочих поверхнях напрямних може виникати тертя ковзання або тертя кочення. Напрямні ковзання більш прості за конструкцією. Найбільше поширення мають напрямні з такими видами поперечних перерізів (рис. 34.1): циліндричні; прямокутні; клинчасті; напрямні типу «ластівчин хвіст». Більш раціонально застосовувати напрямні, що показані на рис. 34.1 у нижньому ряді, оскільки вони краще зберігають мастило на робочих поверхнях.
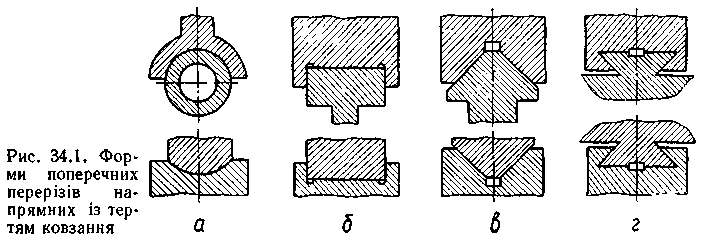
Робочі поверхні напрямних ковзання працюють в умовах спрацювання, тому для забезпечення точності переміщення деталей передбачають відповідні регулювальні пристрої у вигляді притискних планок, клинів, за допомогою яких можна зменшувати утворені зазори. Клинчасті напрямні забезпечують підвищену точність переміщень, оскільки вони мають властивість самоценгрування, але в таких напрямних більші втрати на тертя.
Напрямні кочення конструктивно складніші і дорожчі, потребують термо– обробки робочих поверхонь до високої твердості, точного монтажу та надійного захисту від забруднення, але вони відрізняються малим опором на переміщення деталей. Конструкції напрямних кочення показані на рис. 34.2. Кулькова напрямна (рис. 34.2, а) із замкнутою траєкторією руху кульок викорис–товується при обмежених габаритних розмірах по довжині і великих ходах рухомих деталей. Повернення кульок у робочу зону здійснюється по допоміжних неробочих каналах.
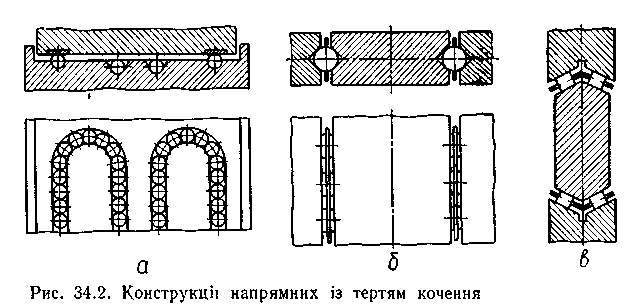
У напрямних на рис. 34.2, б, в тіла кочення (кульки чи ролики) знаходяться у сепараторах, виконаних у формі пластин із відповідними гніздами. Такі напрямні здатні сприймати навантаження, що діють під кутом до площини переміщень.
Деталі напрямних ковзання у більшості випадків виготовляють із чавуну марок СЧ 25, СЧ ЗО або сталі 40, 50. Інколи одну із деталей напрямної виготовляють із бронзи або латуні. У напрямних кочення деталі, які контактують із тілами кочення, виготовляють стальними з термообробкою до високої твердості 50–55 HRC.