

-
Определение припуска для заготовок из сортового проката.
Точность сортового проката и значения Rz i и hi приведены в таблицах приложения 1.
При
обработке сортового проката (валиков)
в центрах суммарное значение
пространственных отклонений поверхности равно:
равно:
 =
=
 (2.7)
(2.7)
где
 – отклонение
оси заготовки от прямолинейности (см.
приложение 2),
– отклонение
оси заготовки от прямолинейности (см.
приложение 2),
 -
смещение
оси
заготовки вследствие погрешности
центрирования.
-
смещение
оси
заготовки вследствие погрешности
центрирования.
 =
0,25
=
0,25
 (2.8)
(2.8)
где δ – допуск на диаметр базовой поверхности, используемой при центрировании.
Точность и качество поверхностей при механической обработке сортового проката даны в приложении 3.
-
Определение припуска для литых заготовок.
Точность отливок дана в таблицах приложения 4.
Качество поверхности отливок, полученных различными способами формовки и специальными способами литья даны в таблицах приложения 5.
При
обработке отверстий
в отливках при базировании на плоскость
(рис. 2.1 ), или при
обработке плоскости
при базировании на отверстие в отливках
 равно:
равно:
 =
=
 (2.9)
(2.9)
где
 – отклонение плоской поверхности от
плоскостности (коробление),
– отклонение плоской поверхности от
плоскостности (коробление),
 =
=
 L (2.10)
L (2.10)
где
 -
удельное коробление,
-
удельное коробление,
L - длина поверхности.
 -
смещение стержня в отливке.
-
смещение стержня в отливке.
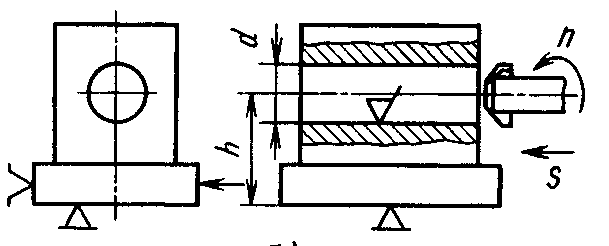
Рис. 2.1. Схема обработки отверстия в отливках при базировании на плоскость
Отклонения расположения поверхностей отливок даны в приложении 6.
Точность и качество поверхностей при механической обработке отливок даны в приложении 7.
-
Определение припуска для поковок и штампованных заготовок
Допуски на размеры поковок повышенной и нормальной точности приведены в приложениях 8, 9. Допуск определяется по группе стали, массе и коэффициенту сложности поковки.
Группы: М1 – углеродистые стали с содержанием углерода до 0,45% и до 2% легирующих элементов; М2 – другие стали.
Коэффициент сложности поковки равен
С = mп / mф (2.11)
где mп – масса поковки,
mф - масса простой фигуры, в которую вписывается поковка (цилиндр, конус, куб, кольцо и т.п.).
Различают 4 группы сложности поковок, имеющие коэффициенты сложности:
С1 = 0,63….1
С2 = 0,32….0,63
С3 = 0,16….0,32
С4 < 0,16
Допуски расположения элементов штампованных поковок даны в приложении 10.
Качество поверхности заготовок, изготовленных ковкой и штамповкой даны в приложениях 11 и 12.
Суммарное
значение пространственных отклонений
 для
наружной
поверхности
равно:
для
наружной
поверхности
равно:
- при обработке в патроне
 =
=
 (2.12)
(2.12)
где ∆см – смещение оси заготовки, определяется как
- отклонение от соосности для поковок типа валов (приложение 15);
- смещение оси фланца при высадке на ГКМ (приложение 17);
- отклонение от концентричности дисков (приложение 14).
∆кор – кривизна оси заготовки, равная
∆кор = ∆к L (2.13)
где ∆к – допустимая удельная кривизна заготовки (приложения 13, 16);
L – длина поверхности.
- при обработке в центрах
суммарное
значение пространственных отклонений
поверхности равно:
равно:
 =
=
 (2.14)
(2.14)
где
 - смещение
оси
заготовки вследствие погрешности
центрирования, определяется по формуле
2.8., ∆кор -
по
формуле 2.13.
- смещение
оси
заготовки вследствие погрешности
центрирования, определяется по формуле
2.8., ∆кор -
по
формуле 2.13.
Пространственное
отклонение торцовых поверхностей равно:
равно:
 =
∆н D
(2.15)
=
∆н D
(2.15)
где ∆н – удельное отклонение от перпендикулярности торца к оси заготовки (приложение 18).
Качество поверхности поковок, изготовленных на прессах, молотах и в подкладных штампах, после механической обработки дано в приложении 19.
Качество поверхности штампованных заготовок после механической обработки дано в приложении 20.