

1.3.3 Инструментальные материалы.
Металлорежущие инструменты изготавливаются из следующих групп материалов:
углеродистые инструментальные стали (У10А, У12А);
легированные инструментальные стали (ХВГ, 9ХС);
быстрорежущие инструментальные стали (Р18, Р6М5);
твердые сплавы (ВК8, Т15К6);
сверхтвёрдые материалы (эльбор, гексанит).
1.3.4 Рекомендуемые режимы резания.
К режимам резания относятся: глубина резания (t, мм); подача (Sz мм/зуб, So мм/об, Sм мм/мин); скорость резания (VT м/мин). Порядок назначения режимов резания основан на стремлении достичь наибольшей производительности при наименьшей себестоимости и обязательном обеспечении качества поверхности.
1этап. Глубина резания. Выбирается с целью съема припуска за минимальное число проходов. При предварительной обработке глубина резания ограничена мощностью станка, возможностями инструмента и жесткостью системы СПИД. При чистовой обработке глубина резания ограничена точностью и шероховатостью поверхности детали.
2 этап. Выбор подач. При предварительной обработке величина подачи ограничена мощностью станка и жесткостью системы СПИД. При точении и фрезеровании подачу следует уменьшать при увеличении глубины резания а при сверлении, зенкеровании и развертывании – при уменьшении диаметра инструмента. При чистовой обработке подача ограничена точностью и шероховатостью поверхности детали.
3 этап. Выбор скорости резания. Предельная величина скорости резания ограничена требованием сохранения нормативной стойкости инструмента.
1.3.5 Служебное назначение и конструкция вспомогательных инструментов.
Развертки предназначены для изготовления точных отверстий и обеспечивают высокое качество обработанной поверхности. Различают развертки машинные и ручные, а по форме обрабатываемого отверстия - цилиндрические и конические. Развертки имеют 6-16 зубьев, распределяемых по окружности, как правило, неравномерно, что обеспечивает более высокое качество обработанной поверхности. Развертки могут быть с цилиндрическим или коническим хвостовиком.
Развертки:
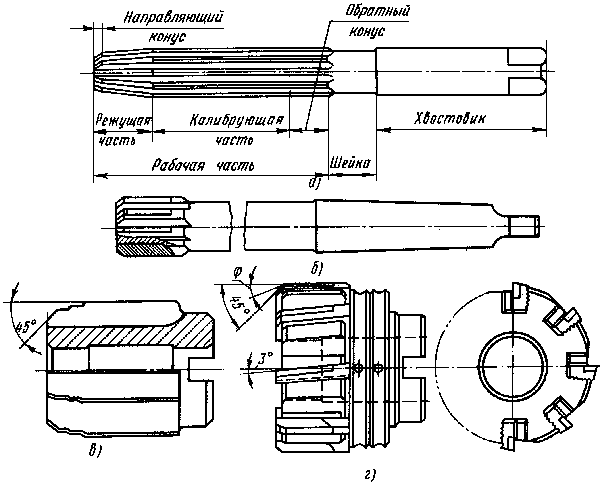
а) - ручная с цилиндрическим хвостовиком, б) - машинная цельная с коническим хвостовиком, в) - машинная цельная насадная, г) - машинная сборная со вставными ножами, оснащенными пластинами из твердого сплава
Ручная цельная развертка с цилиндрическим хвостовиком (смотри рисунок) состоит из рабочей части, шейки и хвостовика. Рабочая часть включает в себя направляющий конус с углом при вершине 90 градусов, режущую, калибрующую часть и обратный конус. Режущая часть выполняет основную работу резания. У ручных разверток длину режущей части делают значительно большей, чем у машинных. Угол режущей части развертки составляет 2j. При обработке сквозных отверстий j=0,5-1,5 градуса. У ручных разверток, j=12-15 градусов у машинных разверток и разверток, оснащенных пластинами из твердых сплавов, j=30-45 градусов. При обработке глухих отверстий j=45 градусов у ручных разверток, j=60 градусов у машинных разверток и j=75 градусов у твердосплавных разверток. Калибрующая часть служит для направления развертки при резании и калибровании отверстия. Обратный конус уменьшает трение развертки об обработанную поверхность и снижает величину разбивки отверстия. У ручных разверток диаметр около шейки меньше калибрующего на 0,005-0,008 мм, у машинных - на 0,04-0,08 мм. Передний угол g=0 градусов у чистовых разверток из быстрорежущих сталей, g=5-10 градусов у черновых разверток из быстрорежущих сталей и g=0-5 градусов у твердосплавных разверток. Задний угол на режущей и калибрующей частях разверток a=6-10 градусов.
Развертки имеют от 6 до 12 режущих кромок и не имеют, как и зенкеры, поперечных режущих кромок. Развертки бывают цельными, сборными и насадными и предназначены для обработки цилиндрических и конических отверстий. Обработку производят на станках либо вручную. Для обработки на станках применяют развертки с коническими и цилиндрическими хвостовыми частями. Хвостовая часть ручных разверток обычно заканчивается квадратом.