

§ 51. Механизация отделки столярных изделий и встроенной мебели
Для отделки деревянных деталей и изделий встроенной мебели создан ряд поточно-механизированных и автоматических линий. Линии предназначены для подготовки деталей к лакированию и облагораживанию, а также окраске.
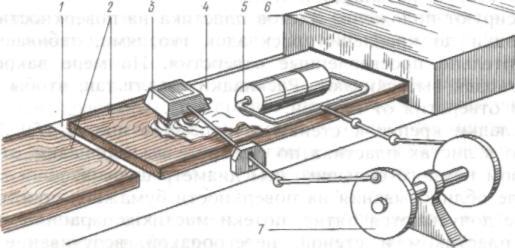
Линия окраски дверных полотен, в том числе и для встроенной мебели, методом наката состоит из механизма для нанесения краски (рис. 144) и сушильной камеры. Работают на линии так: конвейером дверное полотно подается под бачок, из которого непрерывной струей вытекает краска, разравниваемая тремя поролоновыми валиками. Механизмом 7 валики и бачок непрерывно двигаются поперек дверного полотна, растирая равномерно по поверхности двери нанесенную краску. Кромки двери окрашивают двумя вертикальными вальцами. После покрытия первой пласти краской полотно двери поступает в сушильную конвективную камеру, где в течение 4 мин при температуре 60...80 °С покрытие сохнет. Затем полотно кантуют (переворачивают) и таким же образом окрашивают другую плоскость двери. На линии окрашивают двери размером 2000X800X40 мм.
Рис. 144. Схема механизма для нанесения краски на дверные полотна методом наката:
J — конвейер, 2 — дверное полотно, 3 — бачок с краской, 4 — нанесенный слой краски, 5 — валики, 6 — сушильная камера, 7 — механизм передвижения валиков
На линии, показанной на рис. 145, отделывают лаком двери, облицованные древесиной ценных пород. Полотно двери со стола / подается в терморадиационную камеру 2, оборудованную электрическими нагревателями (ТЭНами), с температурой 410 °С. Полотно двери проходит через камеру в течение 64 с, при этом поверхность его нагревается до температуры 105 ° С. После прогрева полотно подается для грунтования плоскостей и кромки в станки 3 и кромкоопрыскивающую машину. Грунт на плоскости полотна двери в станке3 наносится двумя вальцами, покрытыми рифле-
218
/ г ь ч 5 е 5 г з 4
|
V |
1 00 |
|
|
|
1 о |
|
|
|
|
) |
|
|
i |
|
1 |
| ||
|
|
|
|
|
о |
|
| ||
Рис. 145. Схема линии отделки дверных полотен лаками:
/ — стол, 2 — камера нагрева полотен, 3 — вальцовый станок для нанесения
лака, 4 — сушильная (проходная) камера, 5 — шлифовальные станки, 6 —
поворотное устройство
ной резиной, а на кромки — пульверизаторами. Полотно двери, покрытое грунтом, поступает в камеру сушки, которая оборудована дефлектором. В связи с тем что полотно двери было предварительно прогрето, при прохождении через камеру растворители испаряются быстрее.
Затем полотно подается для шлифования сначала одной плоскости в первый шлифовальный станок 5, снабженный цилиндрической щеткой. Прошлифованное с одной стороны полотно двери поворотным устройством (кантователем)6 переворачивается на другую сторону и подается для шлифования другой плоскости ко второму двухцилиндровому шлифовальному станку 5. Прошлифованное с обеих сторон полотно двери поступает во вторую терморадиационную камеру, где повторно нагревается в течение 30 с. В этой камере электрические нагреватели имеют температуру 320 °С. Нагретое полотно для лакирования обеих плоскостей и кромок поступает на станок3, после чего передается в сушильную камеру4. Готовое полотно роликовым конвейером переносится к месту установки приборов.
Линия окраски дверных коробок и профильных деталей ДВ507 показана на рис. 146. Бруски дверных коробок напольным конвейером / подаются к консольному роликовому конвейеру 2, откуда они поступают в камеру подогрева 3. После нагрева в лаконаливной машине4 огрунтовываются две смежные стороны (пласти и кромка) брусков.
Из лаконаливной машины бруски поступают в камеру нормализации 5, где удаляются летучие вещества, и конвейером 6 подаются в терморадиационную камеру 7 для подогрева. Из этой камеры бруски поступают в лаконаливную машину8, где огрунто-вывается одна плоскость первый раз, а другая — второй раз, после чего бруски поступают в камеру нормализации9. Затем ленточным конвейером10 они подаются на пять поперечных, трехцепных конвейеров12. На столе // бруски шпатлюют, после чего их передают на участок шлифования13.
Отшлифованные бруски ленточным конвейером 14 доставляются в камеру15 для подогрева. Подогретые бруски окрашиваются в лаконаливной машине16 (две смежные плоскости — пласть и кромка), затем поступают в камеру нормализации17 для уда-
« 219
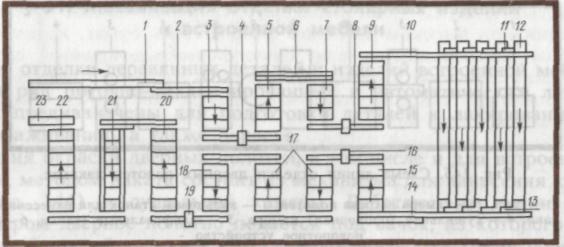
Рис. 146. Схема линии по окраске дверных коробок типа ДВ-507: