

§ Жесткость стыков базовых деталей
Влияет на точность обработки, т.к. деформации в стыках составляют от 30 до 70 % всех упругих перемещений несущей системы станка.

Линейная деформация δ и поворот в плоском стыке при нагружении центральной силой Р и моментом М определяется:
 ;
;
 ,
где
,
где
С и Сm – коэффициенты контактной податливости.
Для деталей из стали и чугуна:
при чистовой обработке (точное точение, шлифование) С = 0,15÷0,2;
при притирке С = 0,07;
при грубой обработке (фрезеровании) С = 0,8÷1,2.
 ,
где
,
где
S, J – площадь и момент инерции сечения контакта;
m – показатель степени, m = 0,5 – для чистовых методов обработки поверхностей.
Точность приближенных расчетов оценивается сравнением результатов расчетов и экспериментов на реальных станках при статическом нагружении, соответствующем нагружению резанием.
Во многих случаях когда базовые детали из-за сложности формы не поддаются расчету, проводят исследование жесткости на моделях.
Материалы для моделей – оргстекло и конструкционная сталь (для сварных моделей).
§ Расчет на жесткость методом конечных элементов
В этом случае базовые детали станка представляют в виде системы из стержней и пластичных элементов. Пластичные элементы могут быть треугольные и прямоугольные с шестью степенями свободы. Расчет ведется на ЭВМ. Исходная информация состоит из геометрических и физических данных базовой детали, внешних и внутренних сил. По программе происходит разбиение баз детали на элементы с вычерчиванием результатов на дисплее.
Результат расчета – смещение всех узлов конструкции в абсолютных координатах.
§§ Направляющие станков. § Основные проектные критерии. Классификация направляющих
Направляющие обеспечивают правильность траектории движения заготовки или инструмента. Во многих случаях их выполняют как одно целое с базовыми деталями.
К направляющим предъявляются следующие требования:
1. высокая жесткость.
2. долговечность (способность направляющих сохранять первоначальную точность).
3. малые размеры и постоянство сил трения.
По конструкции направляющие делятся:
Скольжения.
Качения.
Комбинированные.
В зависимости от траектории движения подвижного узла направляющие могут быть прямолинейного и вращательного движения. Их также делят на горизонтальные, вертикальные и наклонные.
§ Направляющие скольжения
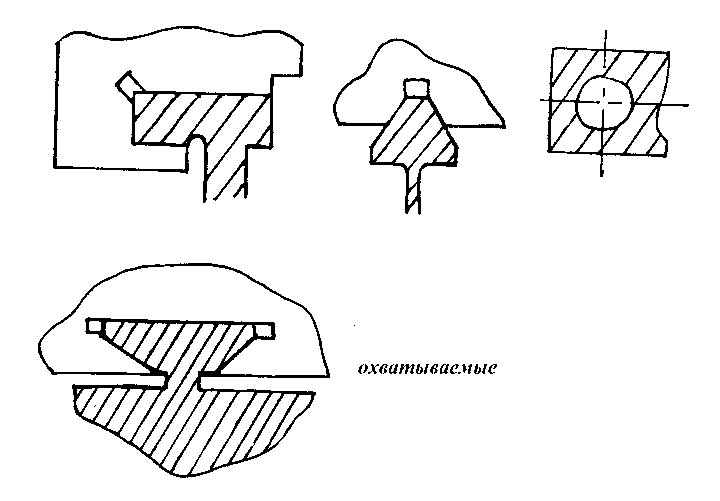
ОХВАТЫВАЕМЫЕ

ОХВАТЫВАЮЩИЕ
Во избежание схватывания – пару трения изготовляют из различных материалов. Направляющие, относительно которых перемещаются подвижные детали, делают более твердыми и износостойкими.
Направляющие из серых чугунов – просты, но при интенсивной работе не долговечны. Для повышения их износостойкости производят закалку ТВЧ с нагревом.
Направляющие из стали выполняют в виде отдельных планок, которые приварены к стальным станинам. Материал планок – ст.20, ст.20Х, ст.18ХГТ с цементацией и закалкой НRCэ 60-65.
Цветные сплавы в паре со сталью и чугуном дают наилучшие результаты по износостойкости, но слишком дорого стоят.
Пластмассы обладают хорошими фрикционными свойствами, не дают схватывания. Недостаток – низкая износостойкость при абразивном загрязнении, малая жесткость и т.д.
Если поверхность скольжения образует охватываемый профиль, то на ней плохо удерживается смазка. Преимущество – простота изготовления.
Охватывающие направляющие – для высоких скоростей резания, хорошо удерживают смазку. Недостаток – необходимость защиты от пыли и грязи.
Для регулирования зазоров, возникающих в направляющих при их износе применяются регулирующие планки и клинья. Это повышает вибростойкость системы. Во время эксплуатации планки и клинья периодически подтягивают.