

2.1.2. Устройство и принцип действия конвейера
Несущим и тяговым элементом ленточного конвейера общего назначения (рис. 2.2) является бесконечная гибкая лента 9, опирающаяся верхней (рабочей) и нижней (холостой) ветвями на роликовые опоры 6, 17 и огибающая на концах конвейера приводной 10 и натяжной 2 барабаны. У коротких конвейеров, часто используемых для перемещения штучных грузов, рабочая ветвь ленты может скользить по деревянному или металлическому настилу. Движение передается ленте фрикционным способом от приводного барабана. Необходимое первоначальное натяжение на сбегающей ветви ленты создается натяжным барабаном при помощи натяжного устройства 1 грузового или винтового типа. Сыпучий груз подается на ленту через загрузочную воронку 3, устанавливаемую обычно в начале конвейера у концевого барабана 2. Разгрузка ленты может быть концевой или промежуточной, для чего используют передвижную разгрузочную тележку 7 или стационарные плужковые сбрасыватели. Направление потока сбрасываемого с барабана груза обеспечивается разгрузочной коробкой 8, имеющей одну или две воронки.
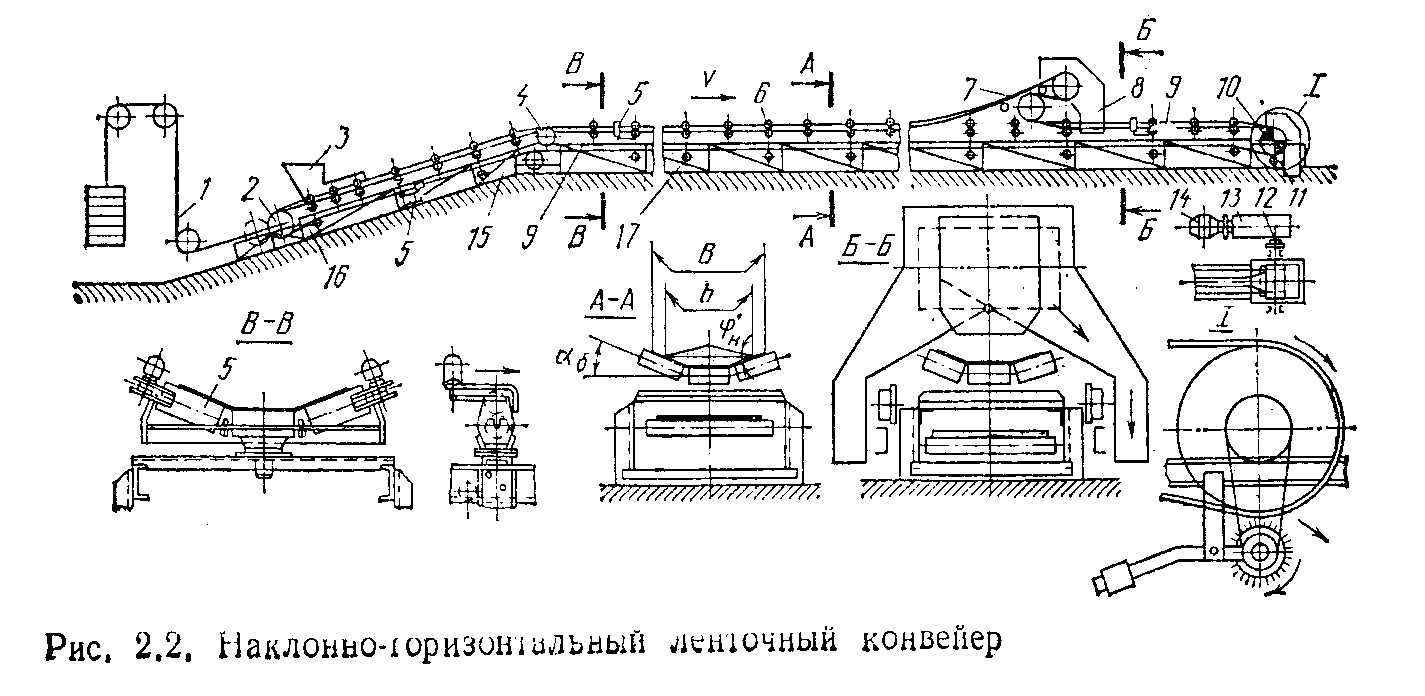
Для очистки рабочей стороны ленты от оставшихся частиц устанавливают вращающиеся щетки 11 (капроновые, резиновые) или неподвижный скребок. Для многих видов грузов установка очистного устройства совершенно необходима, так как прилипшие частицы образуют па роликах трудноудаляемую неровную корку и могут привести к неравномерному их вращению, вызывающему ускоренное изнашивание ленты. Хорошо очищает ленту вращающийся барабан с резиновыми спиральными скребками.
Для сбрасывания случайно попавших на внутреннюю поверхность нижней ветви ленты частиц перед натяжным барабаном рекомендуется устанавливать дополнительный сбрасывающий скребок 16. Очистка ленты после приводного барабана необходима еще и потому, что прилипшие частицы, осыпаясь от встряхивания на каждой опоре нижней ветви, могут образовывать завалы из мелких частиц, усложняющие эксплуатацию конвейера.
Для центрирования хода обеих ветвей ленты и исключения ее чрезмерного поперечного смещения применяют различные центрирующие роликовые опоры 5.
Привод ленточного конвейера состоит из барабана, электродвигателя 14, редуктора 13 и соединительных муфт 12. На поворотных участках ветвей трассы устанавливают роликовые батареи, создающие плавный перегиб ленты, или отклоняющие барабаны 4.
Все элементы конвейера монтируют на металлоконструкции 15, прикрепляемой к фундаменту или к опорным частям здания. Металлоконструкцию с приводом и разгрузочной коробкой называют приводной станцией. Часть конструкции с натяжным устройством и загрузочной воронкой составляет натяжную станцию. Между обеими станциями расположена средняя часть конвейера, которая выполнена из одинаковых линейных секций. Линейные секции, переходные участки, приводная и натяжная станции соединены болтами. Как правило, для сыпучих грузов применяют многороликовые опоры, формирующие желобчатую ленту. Такая форма ленты при одинаковых ширине и скорости позволяет получить более чем двукратное увеличение производительности при исключении просыпания груза.
Двух барабанные сбрасывающие тележки предназначены для промежуточной разгрузки только сыпучих грузов в стороны от ленты по одному из отводящих патрубков. Стационарные плужковые сбрасыватели можно использовать как для сыпучих, так и для штучных грузов. Известны конструкции плужковых сбрасывателей на передвижных тележках.
Помимо указанных выше элементов, конвейеры оборудуют стопорными устройствами или двух колодочными нормально закрытыми тормозами, а также размещенными на наклонных участках трассы ловителями ленты на случай ее обрыва, приспособлениями безопасности и автоматическими устройствами управления.

Особенности конструкции конвейера зависят от типа применяемых лент. Конвейеры со стальной лентой при одинаковой с конвейерами общего назначения схеме отличается от последних отдельными элементами из-за повышенной жесткости ленты. Барабаны для стальной ленты имеют больший диаметр, а роликовые опоры (рис. 2.3, а) выполняют в виде дисков 1 на одной оси, пружинных роликов 4, настила 2 с бортами 3 или без бортов. Для конвейеров с проволочными лентами (рис. 2.3, б) можно применять опоры с одним горизонтальным роликом. На этих конвейерах из-за неплотности ленты транспортируются в основном штучные грузы.
Конвейеры с проволочными лентами могут работать при температуре до 1100 ºС, а со стальными лентами (жаропрочными) — до 850 °С.
В канатно-ленточных конвейерах лента 5 (рис. 2.3, в) выполняет функцию только несущего элемента. Она располагается на двух тяговых канатах 6, опирающихся на поддерживающие блоки 7, размещенные по всей трассе конвейера.
Сочетание ленты 8 с тяговой цепью 9 позволило создать ленточно-цепные конвейеры (рис. 2.3, г). Тяговая цепь поддерживается направляющими блоками 11, а боковые части ленты опираются на наклонные опорные ролики 10.

Для уменьшения длины наклонного конвейера и соответственно снижения его стоимости и занимаемой им производственной площади рекомендуется применять крутонаклонные и вертикальные конвейеры. Эти конвейеры могут быть с верхними прижимными элементами (рис. 2.4, а): с цепной сетчатой лентой /, резинотканевой лентой 2 и катками 3, с дополнительной лопастной лентой 4. Для сильно пылящих материалов используют конвейеры с трубчатой лентой 6 (рис. 2.4, б), имеющей застежку типа «молния» 5 и устройство 7 для ее открывания и закрывания. В условиях пересеченной местности удобно применять конвейеры (рис. 2.4, в) с лентой 11, подвешенной на цепях к кронштейнам 10 и стальному проволочному канату 8, лежащему на опорных блоках 9. Разновидностью этих конвейеров являются конвейеры с трубчатой лентой и застежкой «молния», также подвешенной к стальным проволочным канатам на цепях.
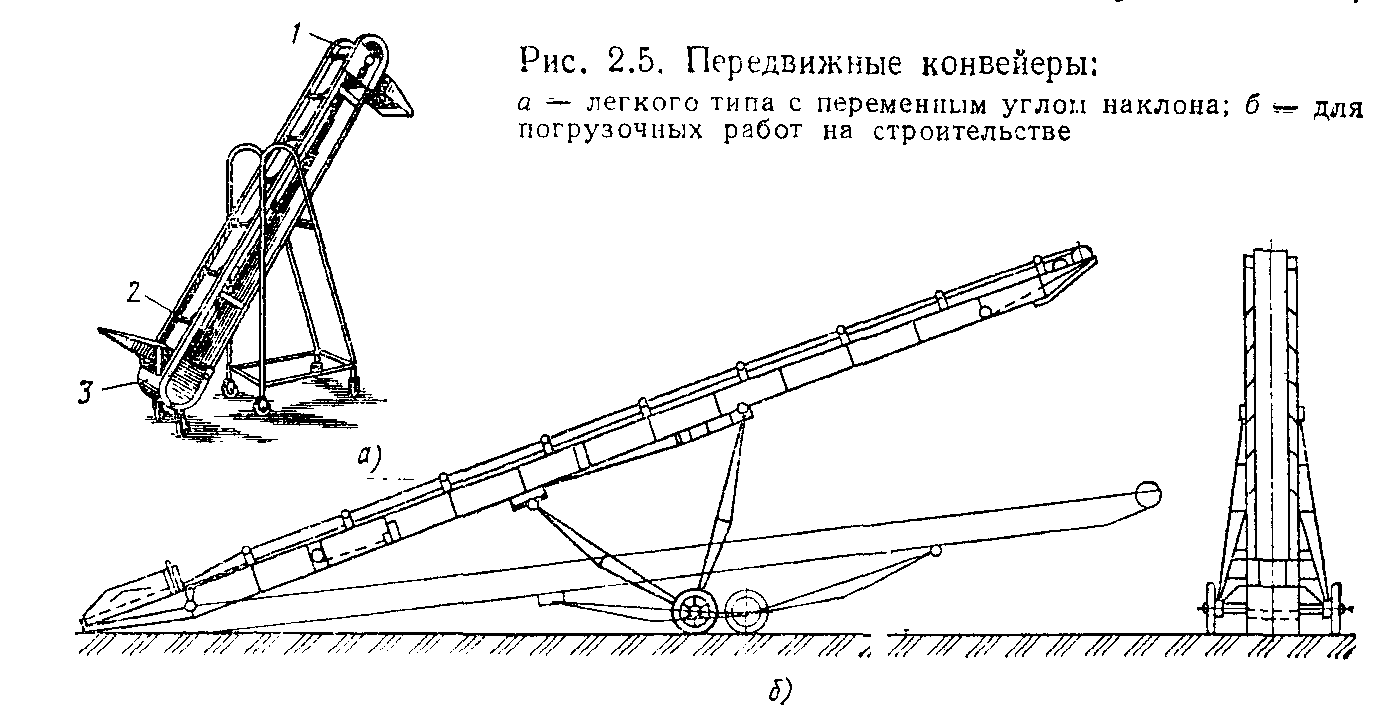
На рис. 2.5, а показан крутонаклонный ленточный погрузчик легкого типа с переменным углом наклона и поперечными планками 2 на ленте, а на рис. 2.5, б — передвижной конвейер для погрузочных работ на строительстве. У большинства передвижных ленточных конвейеров применяют мотор-барабан 3 (рис. 2.5, а) с встроенным в него приводом и винтовое натяжное устройство /, расположенное в верхней части машины.
Если условия установки конвейеров требуют существенного снижения их массы, например, на мостах отвалообразователей, то применяют ленты без поддерживающих роликовых опор, масса
которых может достигать 35 % массы конвейера. При этом для подвешивания ленты используют воздушную подушку (рис. 2.6) или постоянные магниты (рис. 2.7). Верхняя и нижняя ветви ленты 1 в первом случае поддерживаются тонкими (0,4 ... 1,0 мм) прослойками 2 и 3 воздуха с небольшим избыточным давлением (2• 103 Па), на создание которого затрачивается 0,3 ... 0,8 кВт энергии на каждый 1 м длины конвейера. Распространение конвейеров с воздушным подвешиванием ленты сдерживается необходимостью использования энергоемкого воздуходувного оборудования, сложностью сохранения зазора между лентой и желобом, пылением транспортируемых грузов.

Замена роликов постоянными ферритобариевыми магнитами 2 (см. рис. 2.7) в виде пластин (120 X 80 X 15 мм) возможна в сочетании со специальной лентой /, в резиновую обкладку которой завулканизирован порошок феррита бария, придающий ленте постоянные магнитные свойства.

При совмещении ленты с опорными элементами одноименными полюсами лента удерживается в подвешенном состоянии подъемной отталкивающей магнитной силой, достигающей 3 кН на 1 м2 ленты. При полной бесшумности и малой энергоемкости конвейеры с магнитным подвесом имеют существенные недостатки. Для них необходимо применять специальные ленты, сложно обеспечить их поперечную устойчивость. На этих конвейерах нельзя транспортировать материалы, обладающие магнитными свойствами.
Особое место занимают подземные конвейеры. Они рассчитаны на использование в стесненных по высоте габаритах, а также для перемещения людей и тяжелых штучных грузов, что требует прежде всего соблюдения норм безопасной эксплуатации.
Ленточные конвейеры большой мощности и значительной длины по конструкции аналогичны конвейерам общего назначения. Однако их отдельные элементы отличаются не только пропорциональным увеличением размеров, но и качественными специфическими особенностями. Например, привод может быть выполнен с двумя приводными барабанами, натяжное устройство имеет систему регулирования натяжения ленты при пуске и при изменении ее загруженности. Конвейеры большой мощности необходимо рассчитывать по уточненным методикам. При этом особенно важным является использование обоснованно точных значений коэффициентов сопротивления движению ленты и сосредоточенных сопротивлений в пунктах загрузки и промежуточной разгрузки.
Для загрузки конвейера применяют питатели с принудительной и строго определенной подачей груза, соответствующей расчетной производительности конвейера. В целях безопасности обслуживания на конвейерах применяют приспособления для контроля за работой механизмов и выключатели, позволяющие остановить конвейер в любом месте его трассы.