

2.2. Пластинчатые конвейеры и эскалаторы.
2.2.1. Общие сведения.
Принцип действия, разновидности. Пластинчатыми называются конвейеры, перемещающие грузы1(рис. 2.29,а) на настиле2, образованном из отдельных пластин3
(рис. 2.29, б), как правило, неподвижно прикреплённых к гибкому тяговому элементу4
(рис. 2.29, б-н) или составляющих одно целое с ним (рис. 2.29,б).
Для транспортирования штучных и волокнистых грузов на короткие расстояния и с малой скоростью применяют конвейеры с плоским разомкнутым (тип ПР по ГОСТ 22281-76) настилом без бортов (рис. 2.29, б), а также с настилом в виде расставленных узких планок или прутков. Такие конвейеры можно использовать и для перемещения насыпных кусковых грузов, например, корнеплодов, если зазор между пластинами (прутками, планками) меньше минимального размера куска груза.
С увеличением скорости и дальности транспортирования появляется опасность падения груза в сторону. Во избежание этого конвейеры снабжают неподвижными бортовыми направляющими - бортами 5(рис. 2.29,в).
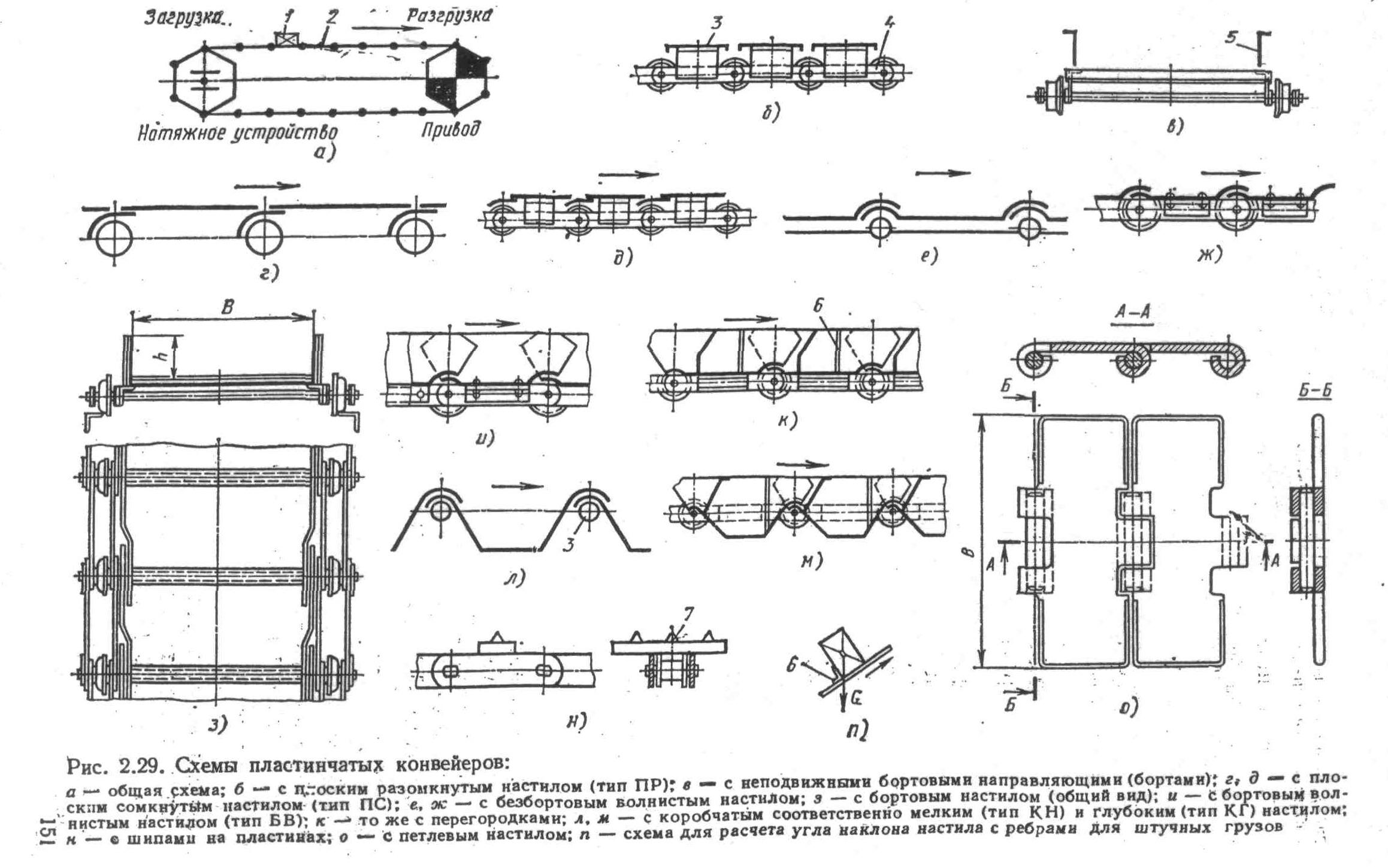
Установка неподвижных бортов и применение плоского сомкнутого (тип ПС рис. 2.29, г,д) или безбортового волнистого (тип В, рис. 2.29,е,ж) настилов позволяют уменьшить просыпание груза под полотно и в стороны, благодаря чему подобные конвейеры можно использовать не только для штучных, но и для широкого диапазона насыпных кусковых грузов. Однако и при таком исполнении мелкие частицы груза просыпаются в щели между бортами, заклиниваются в них. Возникает также добавочное сопротивление движению от трения груза о неподвижные борта.
Этих недостатков не имеют конвейеры с бортовым (лотковым) настилом (рис. 2.29, з-м), применяемые для транспортирования как штучных, так и насыпных грузов любой крупности. Бортовой волнистый настил (тип БВ, рис. 2.29,и) образуется из пластин, перекрывающих друг друга по дну и по бокам. Такой настил имеет повышенную прочность и жёсткость, устраняет просыпание груза в стороны. Увеличиваются также сцепление груза с настилом и допустимый угол наклона конвейера. Несмотря на то, что при использовании бортового волнистого настила несколько увеличивается масса последнего, его применение вполне оправданно при транспортировании больших масс насыпного груза.
Ещё большее сцепление насыпного груза с настилом и дальнейшее увеличение допустимого угла наклона конвейера обеспечивают бортовые волнистые настилы с перегородками 6(рис. 2.29,к), а также коробчатые мелкий (тип КМ) и глубокий (тип КГ, рис. 2.29,л,м) настилы. Коробчатая форма и перегородки, выполняющие роль рёбер жёсткости, повышают прочность настила, поэтому конвейеры с ними более приспособлены для перемещения крупнокусковых, тяжёлых и острокромочных сыпучих грузов.
По принципу транспортирования (переносом на полотне) к пластинчатым относятся конвейеры для длинномерных штучных грузов, перемещаемых на седлообразных пластинах с шипами 7, прикреплённых к цепи на большом расстоянии друг от друга (рис. 2.29,н). Такие конвейеры, широко применяемые в лесной промышленности, называют бревнотасками. По этому же принципу к пластинчатым конвейерам можно отнести планочные и прутковые конвейерные устройства широко распространённых сельскохозяйственных машин, в которых их используют для транспортирования волокнистых грузов (планочные в зерно- и силосоуборочных комбайнах) и корнеплодов (прутковые в картофелеуборочных комбайнах).
К пластинчатым конвейерам условно относят также эскалаторы, хотя их правильнее считать самостоятельным классом машин или относить к тележечным конвейерам, поскольку несущие элементы эскалаторов (ступени) соединены с тяговыми элементами (цепями) шарнирно, а не неподвижно, как обычно в пластинчатых конвейерах.
Пластинчатые конвейеры бывают стационарные и передвижные с собственным приводом, а также встроенные в технологические машины с приводом от этих машин. В качестве тяговых элементов конвейеров чаще всего используют цепи различных типов, преимущественно пластинчатые (ГОСТ 588-81). Известны пластинчатые конвейеры с плоским петлевым настилом (рис. 2.29, о), выполняющих функции грузонесущего и тягового элемента, а также конвейеры с тяговым элементом в виде ленты к которой прикреплены несущие пластины.
По конфигурации трассы пластинчатые конвейеры бывают горизонтальными, наклонными и комбинированными (с несколькими горизонтальными и наклонными участками); по расположению тягового элемента в пространстве обычно вертикально замкнутыми, реже горизонтально замкнутыми (например, конвейеры для транспортировки багажа в аэропортах) и изгибающими в вертикальной и горизонтальной плоскостях. Вертикально замкнутые конвейеры обычно выполняют двухцепными (с двумя параллельными цепными контурами), а горизонтально замкнутые и пространственные - одноцепными. При большой ширине полотна пластинчатые конвейеры делают трёх- и четырёхцепными (планочные транспортёры сельхозмашин). Пластинчатые конвейеры в основном изготовляют одноприводными, реже многоприводными с концевым или концевым и промежуточным расположением приводов.
Основные параметры.В связи с применением цепей в качестве тяговых элементов скорость движения настила пластинчатых конвейеров обычно не превышает 0,35 м/с, редко достигает 1 м/с. Однако благодаря желобчатой форме и большой ширине настилаBих производительность может составить 2000 т/ч и более. Дальность расстояния бесперегрузочного транспортирования многоприводными конвейерами практически не ограничена. Известны установки длиной до 2 км. Угол наклона пластинчатого полотна может быть 35...600, а в отдельных случаях (коробчатые настилы с поперечными перегородками) - 700, хотя при углах наклона свыше 350производительность конвейера заметно снижается, так как насыпной груз надёжно удерживается лишь в пределах высоты перегородки (рис. 2.29,к,м). При транспортировании штучных грузов максимальный угол наклона определяется из условия, чтобы линия действия силы тяжестиGгруза находилась внутри контура, ограниченного соседними рёбрами 6 настила (рис. 2.29,п).
В пластинчатых конвейерах допустимы значительно меньшие по сравнению с ленточными конвейерами радиусы закругления на вогнутых участках (3...5 м).
Преимущества и недостатки.Преимуществами пластинчатых конвейеров по сравнению с ленточными являются их большая приспособленность для транспортирования крупнокусковых, острокромочных, горячих и других подобных грузов, вызывающих повреждение лент; работоспособность как при нормальных, так и при высоких или низких температурах; возможность транспортирования более широкого ассортимента насыпных, навалочных и штучных грузов; большое разнообразие трасс транспортирования (включая горизонтально замкнутые и пространственные с более крутыми подъёмами и меньшими радиусами переходов с одного направления на другое, что обеспечивает компактность конвейеров и уменьшение до минимума потерь производственных площадей на участках подъёма); возможность установки промежуточных приводов (что практически не решено для конвейеров других типов), обеспечивающих бесперегрузочное транспортирование на дальние расстояния; большая площадь сечения груза на полотне (при лотковой форме настила) и высокая производительность при относительно небольшой скорости движения; возможность выполнения настила со специальными устройствами для крепления грузов с учётом использования конвейеров в технологических поточных линиях; возможность загрузки непосредственно из бункера (без специальных питателей) обеспечивая конструкцией полотна и малой скоростью его движения.
К недостаткам пластинчатых конвейеров относятся большая масса, сложность изготовления и высокая стоимость ходовой части (пластинчатый настил с цепями); меньшая скорость движения полотна по сравнению со скоростью ленточных конвейеров; сложность промежуточной разгрузки конвейеров с бортовым настилом; усложнение эксплуатации из-за большого числа шарнирных соединений, требующих постоянного наблюдения и ухода (очистки, смазывания) и подверженных повышенному износу; ложность замены изношенных катков; значительно большие сопротивления движению (по сравнению с ленточными конвейерами, в связи с большей собственной массой несущего полотна).
Области применения.Пластинчатые конвейеры используют для перемещения разнообразных штучных, насыпных и навалочных грузов, преимущественно тяжёлых, крупнокусковых, абразивных, острокромочных и горячих. Наиболее широкое применение получили стационарные вертикально замкнутые конвейеры с прямолинейными трассами, которые называют конвейерами общего назначения. В металлургической промышленности их используют для подачи крупнокусковой руды и горячего агломерата, на химических заводах и предприятиях стройматериалов - для перемещения крупнокусковых нерудных материалов (например, известняка), на тепловых электростанциях - для подачи крупнокускового (недроблёного) угля. Они нашли широкое применение в машиностроении для транспортирования горячих поковок, отливок, опок, острокромочных отходов штамповочного производства, а также на поточных линиях сборки, охлаждения, сушки, сортирования и термической обработки. Передвижные пластинчатые конвейеры используют на складах, погрузочно-разгрузочных, сортировочных и упаковочных пунктах для перемещения товарно-штучных грузов.
Специальные пластинчатые конвейеры, в том числе изгибающиеся с пространственными трассами, применяют в горнорудной и угольной промышленности для транспортирования на дальние (до 2 км) расстояния крупнокусковых, тяжёлых и острокромочных грузов (руды, угля).
В пищевой промышленности широко используют пластинчатые конвейеры с плоским петлевым настилом (рис. 2.29, о) для перемещения бутылок, банок и пр.
Планочные и прутковые конвейерные устройства применяют в различных сельскохозяйственных машинах. Бревнотасками оснащают склады лесных материалов в лесной и деревообрабатывающей промышленности.
2.2.2. Пластинчатые конвейеры общего назначения.
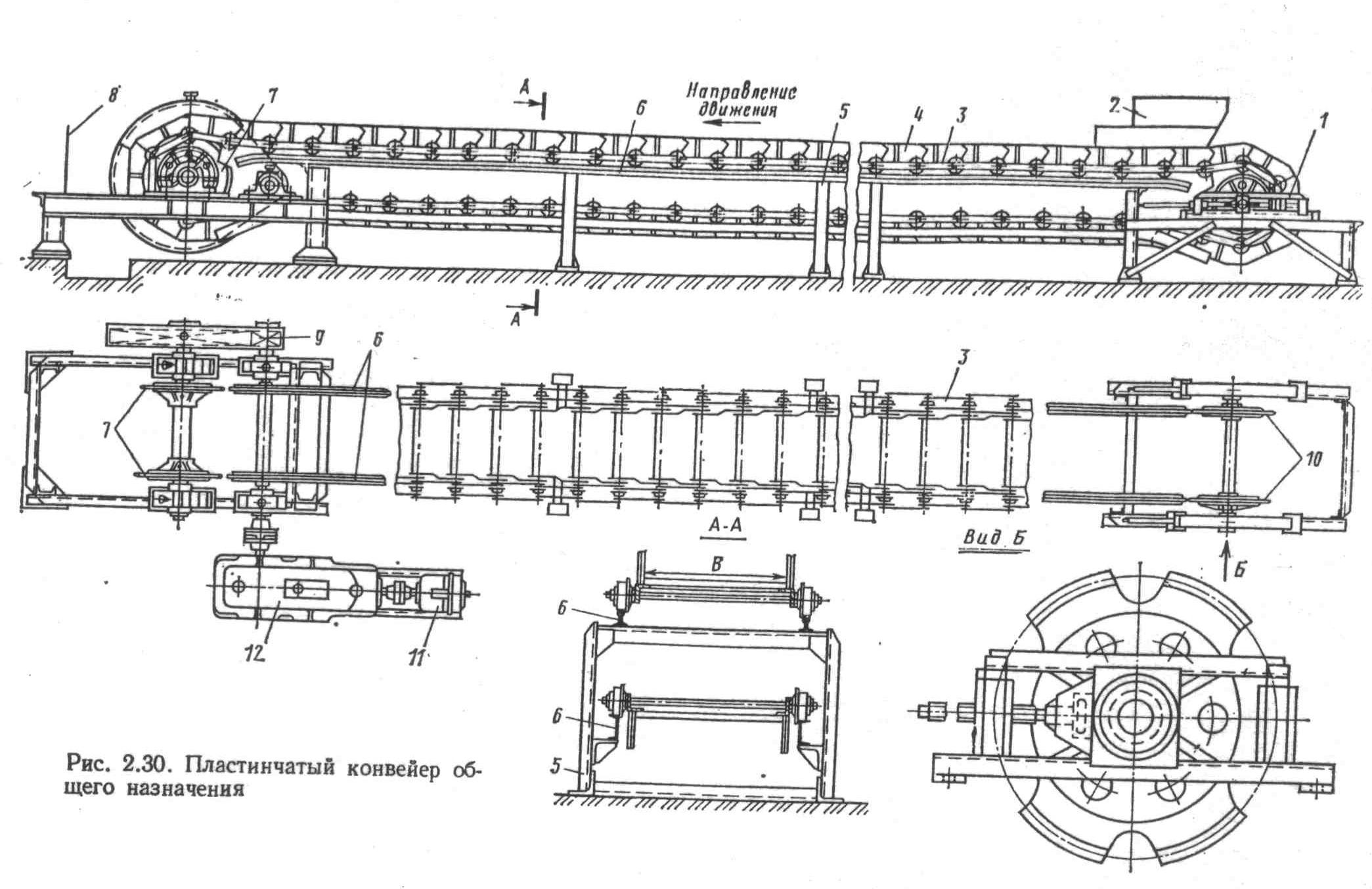
Устройства и основные параметры.Конвейер (рис. 2.30) имеет ходовую часть и двумя тяговыми цепями3, снабжёнными в каждом шарнире опорными катками. Цепи приводятся в движение приводными звёздочками7от электродвигателя11через редуктор12и открытую зубчатую передачу9. На противоположном конце конвейера установлены натяжные звёздочки10с натяжным устройством1. Катки тяговых цепей катятся по направляющим путям (рельса)6, прикреплённым к станине5. Настил4конвейера образован из бортовых (лотковых) пластин. Конвейер загружают в любом месте рабочей ветви через одну или несколько рядом расположенных загрузочных воронок2, а разгружают через концевую разгрузочную коробку с разгрузочной воронкой8.
Основные параметры и размеры пластинчатых конвейеров общего назначения должны соответствовать ГОСТ 22281-76. Их выбирают из следующих предусмотренных стандартом рядов; ширина настила B- 400; 500; 650; 800; 1000; 1200; 1400 и 1600 мм;
высота борта (внутренний размер) h- 80; 100; 125; 160; 200; 250; 315; 355; 400; 450 и
500 мм;
шаг тяговой цепи (он принят равным шагу настила) t- 80; 100; 125; 160; 200; 250; 315; 400; 500; 630 и 800 мм;
число зубьев звёздочек z0- 6; 7; 8; 9; 10; 11; 12 и 13;
скорость Vдвижения ходовой части - 0,01; 0,016; 0,025; 0,04; 0,05; 0,063; 0,08; 0,1; 0,125; 0,16; 0,2; 0,25; 0,315; 0,4; 0,5; 0,63; 0,8 и 1 м/с;
номинальная производительность Qпо насыпному грузу - 10; 16; 25; 32; 40; 63; 80; 100; 125; 160; 200; 250; 320; 400; 500; 630; 800; 1000; 1250; 1600 и 2000 м3/ч.
В производстве освоена более узкая номенклатура конвейера данного типа. Поэтому при их выборе следует руководствоваться не только ГОСТ 22281-75, а прежде всего данными отраслевых каталогов и номенклатурных справочников.
Настилы. В конвейерах общего назначения применяют настилы шести типов, показанные на рис. 2.29. Плоские разомкнутые настилы (тип ПР, см. рис. 2.29,б) используют в конвейерах для штучных грузов; плоские сомкнутые (тип ПС, см. рис. 2.29,г,д) и безбортовые волнистые (тип В, см. рис. 2.29,е,ж) - для штучных и насыпных кусковых грузов; бортовые волнистые (тип БВ, см. рис. 2.29,з,и) - для насыпных и штучных грузов; коробчатые мелкие (тип КМ) и глубокие (тип КГ, см. рис. 2.29,м) - в основном для насыпных грузов.
Бортам настила придают трапециидальную форму, благодаря ему увеличивается их взаимное перекрытие от основания к вершине борта. Требуемый размер перекрытия определяют из условия предотвращения просыпания груза в сторону при развороте полотна на звёздочке.
Направление движения настила должно соответствовать стрелкам показанным на рис. 2.29, во избежание заклинивания груза между пластинами и их повреждения.
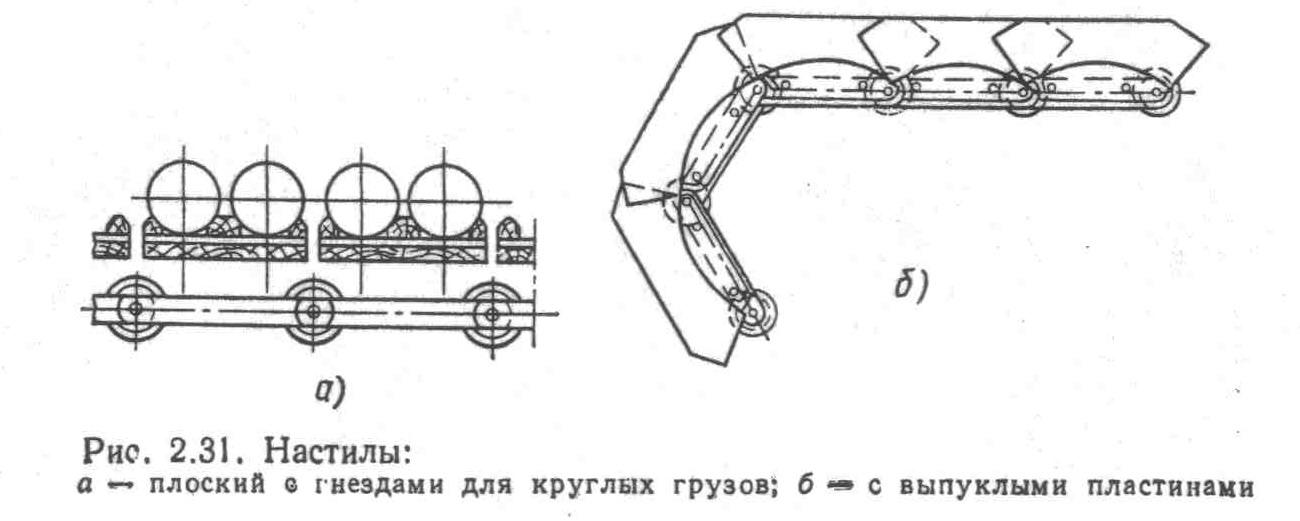
В пластинчатых конвейерах применяют также настилы с гнёздами для круглых изделий (рис. 2.31, а), с выпуклыми пластинами (рис. 2.31,б), облегчающими очистку дна, и др. Плоские настилы выполняют иногда деревянными или из полимерных материалов, но преимущественное применение получили стальные штампованные и штампосварные (см. рис. 2.29,г) настилы. Для мелко- и среднекусковых грузов пластины изготавливают холодной и горячей штамповкой из листовой стали толщиной до 4 мм, а для конвейеров, перемещающих тяжёлые крупнокусковые грузы из стали толщиной 5...8 мм.
Жёсткость пластин повышает штамповкой рёбер и приваркой поперечных перегородок. Оптимальной (по отношению массы к полезному объёму транспортируемого груза) является скруглённая (корытообразная) форма поперечного сечения пластины, но она не удобна по условиям скрепления цепей. Поэтому наибольшее распространение получили прямоугольное и трапецеидальное формы поперечного сечения. Последняя более удобна и по условиям очистки настила (минимальное налипание в углах).
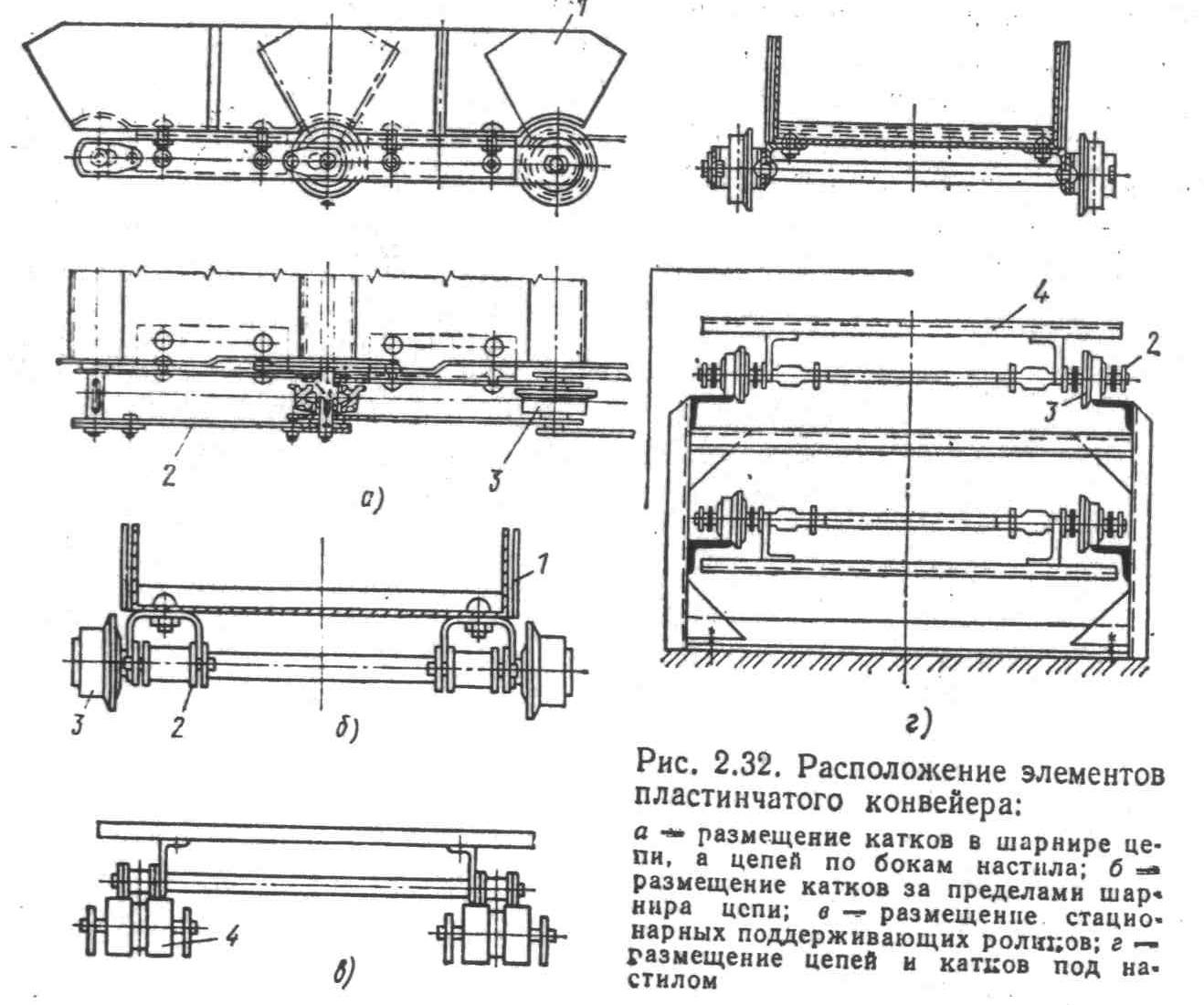
Цепи, опорные катки и ролики. в качестве тяговых элементов в конвейерах общего назначения в основном используют пластинчатые цепи по ГОСТ 588-81. Крепление бортового волнистого настила1к двум пластинчатым катковым цепям2показано на рис. 2.32,а. Наиболее нагруженными элементами такой цепи являются катки3. Они воспринимают силы тяжести ходовой части и транспортируемого груза и передают их на направляющие пути. Катки непрерывно вращаются при качении по направляющим, а при захвате зубьями приводной звёздочки передают полное усилие натяжения цепи, которая в крупнонаклонных конвейеров тяжёлого типа может быть весьма большим, что ограничивает возможность применения для катков более надёжных и технологичных в эксплуатации подшипников качения, так как их необходимо рассчитывать на полное тяговое усилие. Поэтому катки обычно снабжают подшипниками скольжения (стальными термически обработанными, чугунными втулками) и втулками из спечённых материалов. Необходимость частой смазки и быстрое изнашивание таких катков усложняют и удорожают их эксплуатацию. Кроме того, во многих случаях направляющие засоряются частицами транспортируемого груза, препятствующими вращению катка, что приводит к образованию лысок на его ободе. Замена дефектных катков с лысками затруднена, так как требуется разборка нескольких звеньев цепи.
По условиям обслуживания и замены катков предпочтительно их консольное размещение за пределами шарнира цепи (рис. 2.32, б). В этом случае вместо катковой используют более простые роликовую, втулочную или открытошарнирную цепи. Каток не входит в зацепление со звёздочкой, воспринимает небольшую нагрузку и может быть снабжён подшипниками качения. Такие катки легче смазывать, ремонтировать и заменять, а катки с подшипниками качения к тому же имеют долговременную смазку, не загрязняющую направляющие пути.
В благоприятных условиях находятся и поддерживающие устройства конвейеров, выполненных по схеме рис. 2.32, в. В них вообще нет катков и направляющих путей, а верхнюю и нижнюю ветви полотна поддерживают стационарные ролики4. В качестве тягового элемента в этом случае также используют две роликовые, втулочные или открытошарнирные цепи; при этом рабочая ветвь полотна опирается на ролики через цепи, а холостая - через гладкий настил.
Тяговые цепи размещают по бокам настила (рис. 2.32, а) или непосредственно под ним (рис. 2.32,в). В последнем случае уменьшается ширина конвейера и настил испытывает меньшие напряжения изгиба, что особенно важно при установке конвейера под бункером.
Привод. Пластинчатые конвейеры общего назначения обычно имеют один привод, расположенный в головной части. При необходимости плавного бесступенчатого изменения скорости (например, в линиях термообработки) между электродвигателем и редуктором устанавливают вариатор скорости. Для предотвращения самопроизвольного движения загруженного полотна назад при случайном отключении электродвигателя или нарушении кинематической связи в передаточном механизме привод конвейеров с крутонаклонными участками снабжают храповым или роликовым остановом или колодочным тормозом. Звёздочки для пластинчатых цепей изготавливают с профилем зубьев по ГОСТ 592-72. При установки приводных звёздочек на вал, во избежание прекоса полотна при движении, необходимо обеспечить одинаковое взаимное расположение их зубьев. Для повышения износостойкости зубья подвергают термической обработке (закалка с нагревом ТВЧ или газопламенная).
Натяжные устройства.В лёгких конвейерах обычно устанавливают жёсткие винтовые натяжные устройства (см. рис. 2.30), а в тяжелонагруженных большой длины - пружинно-винтовые устройства. Ход натяжного устройства составляет 1,6...2 шага цепи (с учётом возможности укорочения цепи на 2...4 звена). Натяжные звёздочки устанавливают на подшипниках качения на невращающейся оси (в сочетании с пружинно-винтовым натяжным устройством) или на вращающейся. В последнем случае одну из звёздочек закрепляют на оси шпонкой, а вторую устанавливают свободно. Это обеспечивает одновременное зацепление обеих натяжных звёздочек с цепями не зависимо от некоторой разницы в длине цепей.
Опорные конструкции. Опорные станины для привода и натяжного устройства конвейера выполняют в виде отдельных металлических конструкций, сваренных из прокатных профилей. Среднюю часть опорной металлической конструкции (рамы) конвейера собирают из унифицированных секций длиной 4...6 м (рис. 2.33,а). Направляющие пути1для катков изготавливают из уголковых профилей, а для тяжёлых конвейеров - из швеллеров или узкоколейных рельсов. На вогнутых криволинейных участках (переход с нижнего горизонтального участка на наклонный) над направляющими путями1устанавливают
контршины 2(рис. 2.33,б), препятствующие подъёму пластинчатого полотна. Контршины размещают также на прямолинейных участках крупнонаклонных конвейеров в качестве предохранительных устройств, препятствующих складыванию цепей при обрыве. Радиусы криволинейных участков направляющих путей выбирают по зависимости (1.100).