

Лабораторная работа № 5 Выбор посадки для группы соединений с натягом
Цель работы: изучить конструкции соединений деталей посадкой с натягом, для группы соединений с одинаковыми размерами определить экспериментальные значения силы запрессовки валика во втулку на определённую глубину и подобрать общую стандартную посадку.
Оборудование и инструмент: стенд ДМ 37, сконструированный на базе червячно-винтового пресса (рис. 5.1); набор лабораторных образцов стальных валиков и втулок одинаковых размеров; штангенциркуль; набор эталонов для определения шероховатости поверхностей.

Рис. 5.1. Конструктивная схема лабораторного стенда
для исследования соединения с натягом
1 – верхний штурвал управления винтовой передачей; 2 – динамометрическое кольцо
для измерения силы запрессовки; 3 – часовой индикатор; 4 – вертикально передвижной
стол; 5 – нижний штурвал управления червячно-винтовым механизмом подачи стола;
6 –соединение с натягом валика и втулки.
1. Теоретические основы работы
Соединения деталей посадкой с натягом относятся к неразъёмным соединениям и предназначены, в основном, для передачи вращающего момента с вала на ступицу сидящей на нём детали (например, зубчатого колеса, полумуфты и т.п.) и наоборот, а также – для восприятия осевой или изгибной нагрузки.
Натяг – это
положительная разность диаметров вала
и отверстия в ступице (втулке). После
сборки соединения вследствие упругих
и пластических деформаций его деталей
диаметр
![]() посадочных поверхностей вала и ступицы
становится общим. При этом на поверхности
посадки возникает удельное давление
посадочных поверхностей вала и ступицы
становится общим. При этом на поверхности
посадки возникает удельное давление![]() и соответствующие ему силы трения
и соответствующие ему силы трения![]() при попытке относительного сдвига
деталей, которые обеспечивают прочность
соединения, т.е. неподвижность валика
и ступицы (втулки) друг относительно
друга, и возможность воспринимать
вращающие, осевые и изгибные нагрузки
(рис. 5.2).
при попытке относительного сдвига
деталей, которые обеспечивают прочность
соединения, т.е. неподвижность валика
и ступицы (втулки) друг относительно
друга, и возможность воспринимать
вращающие, осевые и изгибные нагрузки
(рис. 5.2).
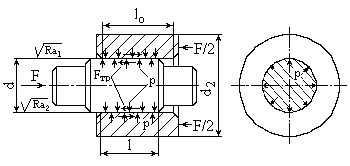
Рис. 5.2. Соединение деталей посадкой с натягом
Сборку соединений деталей посадкой с натягом выполняют одним из трёх способов: прессованием (механическая сборка с использованием осевой нагрузки), нагрев втулки до 200…400оС, охлаждение вала до -79…-196оС (может быть использована и комбинация двух последних способов). При любом способе сборки и разборки соединения происходит смятие, а при первом способе и срез, микро- и макронеровностей контактирующих поверхностей вала и втулки, т.е. их частичное разрушение. Это позволяет отнести соединения деталей посадкой с натягом к группе неразъёмных соединений.
Расчёт исследуемых соединений при заданных размерах и материалах деталей и известной нагрузке сводится к определению посадки, обеспечивающей прочность соединения, и выполняется по следующему алгоритму:
Требуемое нормальное давление
 на цилиндрической поверхности контакта
валика и втулки определяют из условия
относительной неподвижности деталей
соединения при действии нагрузки,
например осевой силы
на цилиндрической поверхности контакта
валика и втулки определяют из условия
относительной неподвижности деталей
соединения при действии нагрузки,
например осевой силы (рис. 5.2),
(рис. 5.2),
![]() или
или
![]() ,
(5.1)
,
(5.1)
где
![]() - суммарная сила трения в контакте, Н;
- суммарная сила трения в контакте, Н;![]() - посадочный диаметр, мм;
- посадочный диаметр, мм;![]() - глубина запрессовки валика во втулку,
мм;
- глубина запрессовки валика во втулку,
мм;![]() - коэффициент трения на контактной
поверхности стальных деталей соединения
при сборке прессованием;
- коэффициент трения на контактной
поверхности стальных деталей соединения
при сборке прессованием;![]() - коэффициент запаса [1].
- коэффициент запаса [1].
Решив (1), получают
![]() ,
МПа (5.2)
,
МПа (5.2)
Расчётный натяг
 в соединении вычисляют [1] как
в соединении вычисляют [1] как
![]() ,
мкм (5.3)
,
мкм (5.3)
где
 ;
; ;
(5.4)
;
(5.4)
![]() и
и
![]() ,
,![]() и
и![]() - модули упругости первого рода и
коэффициенты Пуассона материалов вала
и втулки (для стали
- модули упругости первого рода и
коэффициенты Пуассона материалов вала
и втулки (для стали![]() МПа
и
МПа
и![]() [1]);
[1]);![]() - диаметр отверстия в полом вале, мм;
- диаметр отверстия в полом вале, мм;![]() - внешний диаметр втулки, мм.
- внешний диаметр втулки, мм.
Учитывая поправку
 [1] на срез и смятие микронеровностей
при запрессовке, рассчитывают требуемый
действительный натяг в соединении.
[1] на срез и смятие микронеровностей
при запрессовке, рассчитывают требуемый
действительный натяг в соединении.
![]() ,
мкм (5.5)
,
мкм (5.5)
где
![]() и
и![]() - параметры шероховатости посадочных
поверхностей вала и втулки, мкм (при
сборке соединения тепловым способом
- параметры шероховатости посадочных
поверхностей вала и втулки, мкм (при
сборке соединения тепловым способом![]() ).
).
Используя справочные данные [2], выборка из которых приведена в табл. 5.1, и рис. 5.3, подбирают требуемую посадку в соединении из условий
![]() и
и
![]() ,
(5.6)
,
(5.6)
где
![]() и
и![]() - верхние и нижние предельные отклонения
полей допусков валика и втулки, мкм;
- верхние и нижние предельные отклонения
полей допусков валика и втулки, мкм;![]() и
и![]() - максимальный и минимальный табличные
натяги стандартной посадки.
- максимальный и минимальный табличные
натяги стандартной посадки.
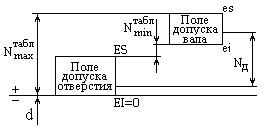
Рис. 5.3. Схема полей допусков валика и втулки для выбора посадки
Таблица 5.1
Предельные отклонения (ПО) полей допусков в посадках с натягом
-
Номинальный размер
 ,
мм
,
ммПО,
мкм
Основные отверстия
H7(ES=+21)
H8(ES=+33)
валы в системе отверстия
p6
r6
s6
s7
u7
u8
x8
z8
св. 24 до 30
es
+35
+41
+48
+56
+69
+81
+97
+121
ei
+22
+28
+35
+35
+48
+48
+64
+88
Проверяют условия прочности деталей соединения при выбранной посадке
![]() ,
(5.7)
,
(5.7)
где
![]() - максимально возможное давление на
контактной поверхности, рассчитываемое
по (5.2…5.5) в обратном порядке при
- максимально возможное давление на
контактной поверхности, рассчитываемое
по (5.2…5.5) в обратном порядке при![]() ;
;![]() - предел текучести материала (стали 45)
валиков и втулок.
- предел текучести материала (стали 45)
валиков и втулок.