

1.4 Стандартна оснастка, використовувана на фрезерних верстатах
Умовно оснастку, застосовувану на фрезерних верстатах можна розділити на 2 основні групи:
- Оснастка для закріплення заготовок;
- Оснастка для закріплення інструменту.
Головною вимогою до оснащенні, призначеної для закріплення заготовок, є - швидкодія і надійність закріплення. У зв'язку з чим, найбільшого поширення набули такі види затискних пристроїв: поворотні лещата з діафрагментним пневмоприводом (мал. 1.7); гідравлічні самоцентрующі поворотні лещата (мал. 1.8); пристосування з оксидно-барієва магнітами (мал. 1.9).
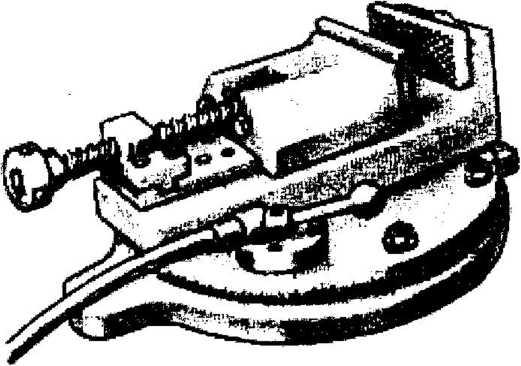
Мал.
1.7 - Поворотні лещата з діафрагментним
пневмоприводом
1.8 - Гідравлічні самоцентрующі поворотні лещата
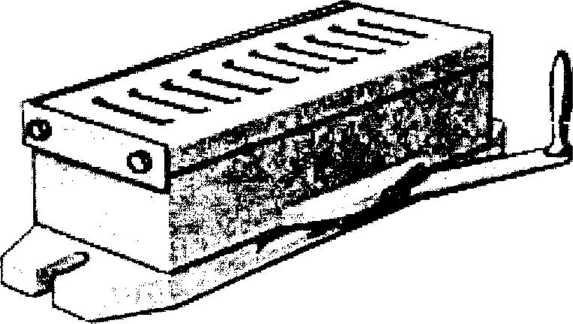
Мал. 1.9 - Пристрій з оксидно-барієва магнітами
Оснащення для закріплення інструменту призначена виключно для швидкого і зручного закріплення інструмента з урахуванням конструктивних особливостей самого інструменту і кінця шпинделя.
На мал. 1.10 представлені два типи кінцевих оправок, з шпонкою і конічної поверхнею. Обидві оправлення призначені для закріплення торцевих фрез.

Мал. 1.10 - Кінцеві оправлення: а) кінцева оправлення з шпонкою; б) кінцева конічна оправлення.
Фреза зазвичай з'єднується з оправкою 1 за допомогою шпонки 2, що входить в паз фрези (див. мал. 1.10). Затягування фрези виробляється гвинтом 3.
Фрези з конічним посадковим отвором закріплюють на концсе оправлення (див. мал. 1.10 - б) за допомогою вкладиша 3 і гвинта 4. Вкладиш 3 входить в паз фрези, наявний в корпусі фрези. Оправка 1 з конічним хвостовиком входить в конічний отвір шпинделя верстата і затягується шомполом. Даний спосіб забезпечує найбільш точне центрування фрези, а отже, і найменше биття зубів фрези після її закріплення та установки.
Для закріплення кінцевих фрез широке застосування знайшли такі типи патронів: патрон з регульованим ексцентриситетом (мал. 1.11 - а); патрон для кріплення кінцевих фрез з циліндровим хвостовиком (мал. 1.11 - б).
Патрон з регульованим ексцентриситетом складається з корпусу 1, втулки 2, ковпачкової гайки 3. Регулювання ширини фрезеруємого паза досягається шляхом повороту втулки 2 ексцентрично закріпленої по відношенню до осі обертання фрези 4. Шляхом повороту втулки можна зміщати вісь фрези відносно осі її обертання. Це дозволяє шляхом регулювання ексцентриситету отримувати точні по ширині пази кінцевий фрезою, яка втратила розмір після переточування.

Мал. 1.11 - Патрони для закріплення кінцевих фрез: а - патрон з регульованим ексцентриситетом; б - патрон для кріплення кінцевих фрез з циліндровим хвостовиком
Патрон для кріплення кінцевих фрез з циліндровим хвостовиком складається з корпусу 1, трьох кулачків 3 і гайки 2. Кулачки стягуються кільцевої пружиною 4, розходяться від зусилля шести пружин 5, що розташовуються між кулачками. Фрезу вставляють у патрон і закріплюють гайкою 2, розташованої на передньому кінці патрона і охоплює заплечиками розтискні втулку 3.
1.5 Технологічне обгрунтування технічних можливостей верстата
Розміри заготовок, що обробляються на вертикальному консольно-фрезерному верстаті, визначаються розмірами столу.
Ширина столу В = 250 мм. Згідно [4] максимальний діаметр інструменту (фрези) визначається залежністю

Мінімальний діаметр інструмента дорівнює

Таким чином, діаметр фрез, застосовуваних на верстаті дорівнює 25 .. 200 мм.
Для закріплення фрез, діаметром 200 мм, рекомендується [5] використовувати конус шпинделя 50 за ГОСТ 24644-81. Для даного кінця шпинделя характерні наступні розміри:
- Більший діаметр конуса - 69,85 мм;
- Діаметр шпинделя - 125 мм;
- Менший діаметр конуса - 39,6 мм;
- Діаметр внутрішнього отвору шпинделя - 27 мм.