

Учебник Спецсуда
.pdf.4.38. |
|
: 1 - |
81; 2 - |
81; 3 - 81
На
последнем
этапе
выполняют
ся
панорамно е гаммаграфирова ние сварных швов и обмер геометриче ских размеров
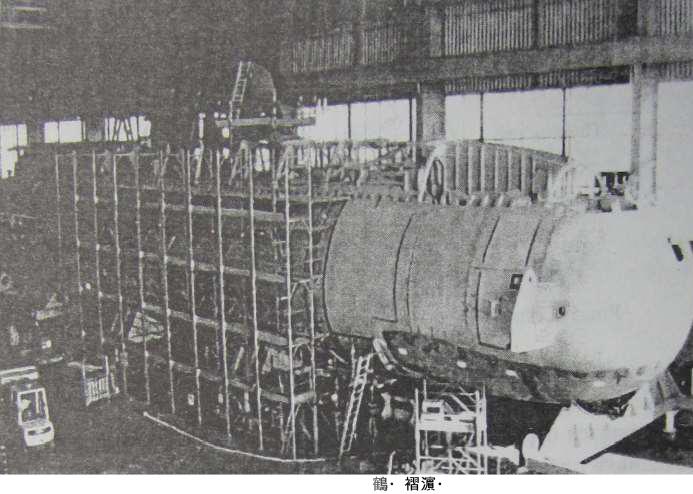
Рис.4.39. Агрегат установки шпангоутов на секции ПК- 1 силовой агрегат; 2 - секции на откидная скоба; 3 поворотное устройство; 4 подъемные площадки; 5 секция ПК механиче-
ском роликовом позиционере, после чего секция перекантовывается в вертикальное положение и фиксируется в кондукторе для установки на нее шпангоутов.
Агрегат установки шпангоутов оборудован самоходным круговым лифтом со специальными гидравлическими прижимами и подъемными лифтами, имеющими вертикальное перемещение, обеспечивающее установку шпангоутов поочередно снизу вверх. Использование универсального кондуктора позволяет производить установку шпангоутов на одном рабочем месте и механизировать тяжелую операцию по прижатию
Рис.4.40. Участок изготовления конструкции ОК
шпангоутов к обшивке секций. Параллельно на кондукторе производится установка поперечной переборки внутрь секции ОК.
Приварка шпангоутов производится при вертикальном положении секции ОК поочередно с обеих сторон с промежуточными кантовками на 180°. Приварка шпангоутов выполняется одновременно четырьмя автоматами для угловой сварки с двухъярусных лифтов при равномерном расположении по периметру кругового стыка.
Общий вид участка изготовления корпусных конструкций ОК представлен на рис.4.40.
4.9. Особенности технологии установки корпусного насыщения
Корпусное насыщение, устанавливаемое и ввариваемое в ОК ПЛ, по своему положению в пространстве подразделяется на расположенное радиально, нормально и под углом (рис.4.41). Конструктивно-техноло- гические особенности корпусного насыщения обусловлены установкой и

сваркой как в цилиндрические, так и в нецилиндрические поверхности при относительно малом расстоянии между отдельными деталями, изменением величины раскрытия и формы разделки кромок под сварку по периметру соединения и жесткими допусками на точность расположения.
.4.41.
Типовой технологический процесс установки корпусного насыщения включает следующие операции:
по данным с плаза производится разметка положения осей устанавливаемого насыщения; при этом насыщение, устанавливаемое выше оси сечения ОК, размечается снаружи, а устанавливаемое ниже - изнут-
ри (рис.4.42);
совмещаются осевые линии устанавливаемого насыщения и контуры вскрываемых отверстий по шаблону с плаза с учетом зазоров под сварку, и наносятся контрольные линии;
выполняются вскрытие отверстий и обработка кромок под сварку
(рис.4.43);
устанавливается насыщение с использованием специальных при- способлений, исключающих применение приварных планок. Установка насыщения производится в два этапа. На ранних стадиях формирования корпуса после установки и приварки шпангоутов на обечайки выставля- ется радиально ориентированное насыщение, поскольку его установка наиболее рациональна при вертикальном расположении секций. При горизонтальном расположении секций и блоков устанавливается насы- щение, расположенное нормально и под углом к горизонту;
проверяется правильность установки насыщения
относительно базовых плоскостей (ДП, ОП, монтажной базовой плоскости, теоретических линий шпангоутов (см. рис.4.42)).
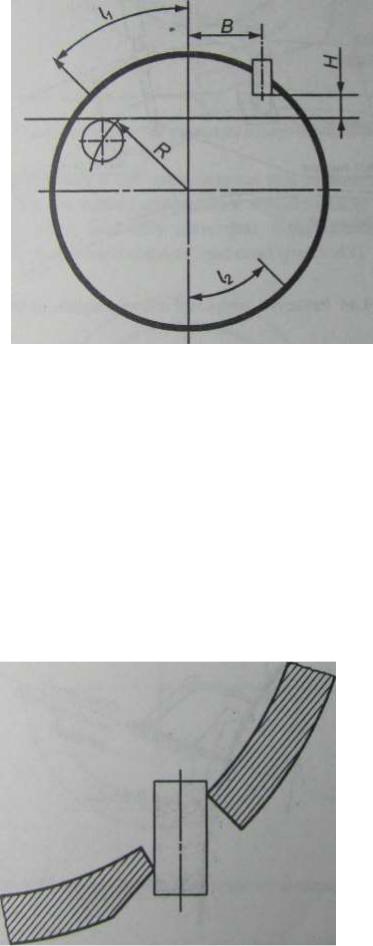
Рис.4.42. Разметка мест расположения корпусного насыщения
Разметка крутых отверстий на ОК производится с помощью циркуля с плавающей ножкой, который для фиксации положения неподвижной ножки снабжается специальным кронштейном (рис.4.44). Выравнивание неподвижной стойки циркуля при разметке вырезов производится с помощью радиального шаблона, отвеса, метра и транспортира (рис.4.45). При разметке отверстий необходимо нанести линию реза, контрольную линию на расстоянии 50 мм от теоретического радиуса отверстия и осевые, которые следует вынести за пределы контрольной линии (рис.4.46). Вскрытие отверстий диаметром до 50 мм производится сверлением, а свыше 50 мм - тепловой резкой с последующей механической обработкой.
Рис.4-43. Обработка кромок отверстий, вскрытых под насыщение
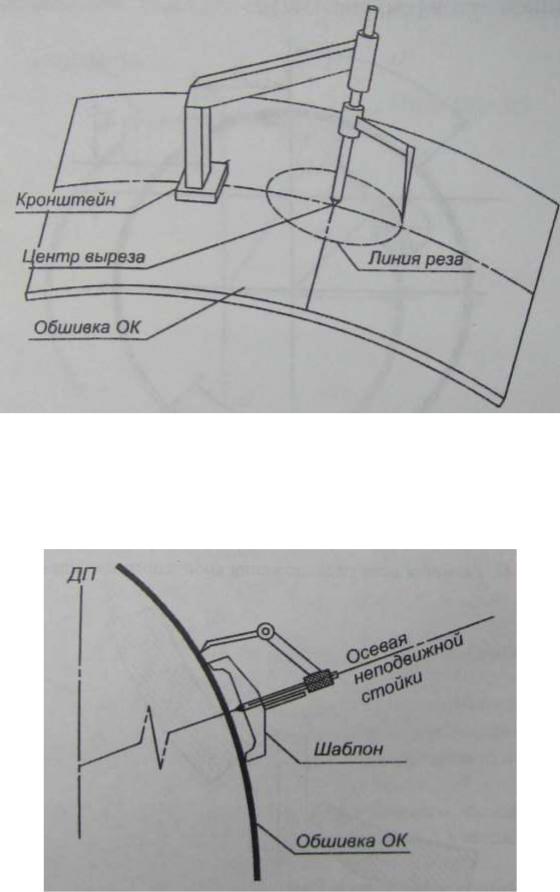
Рис.4.44. Разметка отверстий под насыщение на ОК
Рис.4.45. Выравнивание стойки циркуля с помощью радиального шаблона
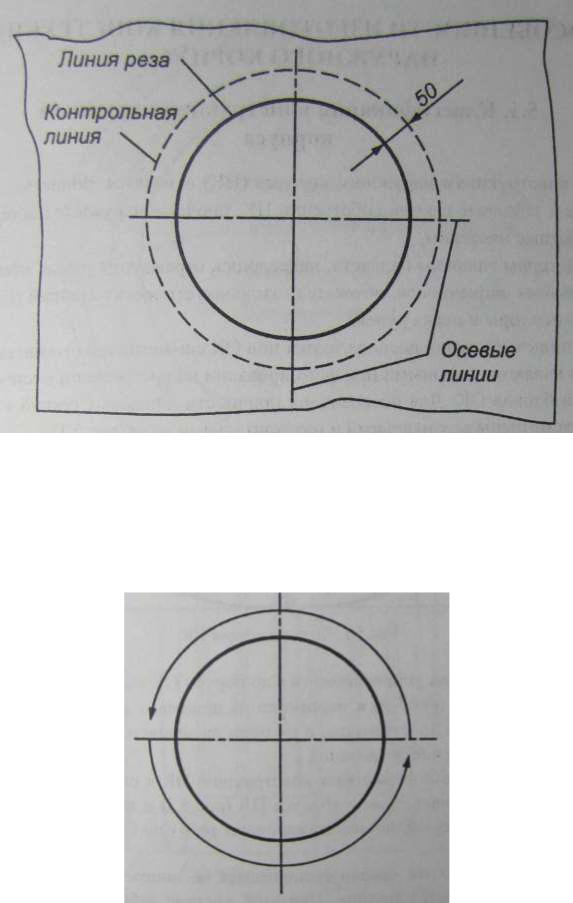
Рис.4.46. Обозначение линий разметки отверстий под насыщение
Приварка насыщения в ОК выполняется при диаметре ввариваемого насыщения до 400 мм одним сварщиком диаметрально противоположными участками, а при больших диаметрах - двумя сварщиками также по диаметрально противоположным участкам (рис.4.47).
Рис.4.47. Направление приварки насыщения

5. ОСОБЕННОСТИ ИЗГОТОВЛЕНИЯ КОНСТРУКЦИЙ НАРУЖНОГО КОРПУСА
5.1. Классификация конструкций наружного
корпуса
К конструкциям наружного корпуса (НК) относятся днищевые, бортовые и забойные секции собственно НК, прочные наружные цистерны, балластные цистерны,
цистерны главного балласта, надстройка, ограждения рубки, носовая и кормовая оконечности, обтекатели гидроакустических станций (ГАС), стабилизаторы и перья рулей.
Днищевые секции располагаются под ОК симметрично относительно ДП и являются опорными при формировании на построечном месте секций и блоков ОК. Для обеспечения прочности днищевых секций в ДП предусмотрены вертикальный и горизонтальный кили (рис.5.1).
Рис.5.1. Килевая секция НК
Бортовые секции устанавливаются по бортам ОК также симметрично относительно ДП (рис.5.2) и опираются на днищевые секции НК, образуя междубортное пространство, в котором размещается целый ряд различных устройств и оборудования.
Забойные секции формируют конструкцию НК в районе межсекционных и межблочных стыков корпуса ПЛ (рис.5.3) и выставляются после окончания всех сборочных и сварочных работ по ОК в районе этих соединений.
Конструктивно эти секции выполняются по поперечно-продольной (условно-продольной) системе. При этой системе набора продольные

ребра жесткости устанавливаются через 400-500 мм по периметру кор-
Рис.5.3. Забойная секция НК
пуса, а шпангоуты через две шпации ОК (рис.5.3).
Прочные наружные цистерны (уравнительная, быстрого погружения, дренажная, стабилизации, биологической защиты) располагаются в междубортном пространстве и не заполняются или частично заполняются
Рис.5.4. Наружная приварная прочная цистерна
во время погружения ПЛ. Эти конструкции в процессе эксплуатации воспринимают полное забортное давление вплоть до предельной глубины погружения. Прочные наружные цистерны могут быть приварными и отключенными. У приварных цистерн в качестве одной из поверхностей используется обшивка ОК (рис.5.4), а шпангоуты ОК располагаются со стороны самой цистерны (снаружи для наружных цистерн и изнутри для внутренних). Отключенные цистерны представляют собой геометрически
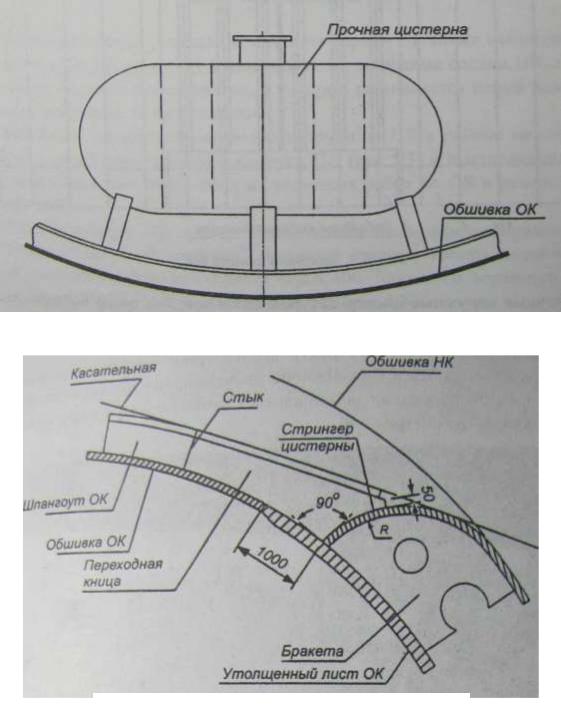
замкнутую непроницаемую емкость, соединяемую с обшивкой ОК межкорпусными поперечными и продольными связями (рис.5.5). На каждом шпангоуте ОК в районе расположения прочных цистерн внутри в качестве ребер жесткости устанавливаются поперечные бракеты, что исключает установку круговых шпангоутов внутри цистерны. Участок обшивки прочной цистерны, примыкающий непосредственно к обшивке ОК, имеет цилиндрическую форму с радиусом закругления, обеспечивающим притыкание по нормали к обшивке ОК (рис.5.6).
Рис.5.5. Отключенная прочная цистерна
.5.6. 

Приварные цистерны выполняются по поперечной или поперечнопродольной системам набора. В качестве набора при поперечной системе применяются переборки и бракеты, а при продольно-поперечной системе обшивка цистерн дополнительно подкрепляется продольными ребрами
жесткости, установленными через 450-500 мм, что позволяет уменьшить толщину обшивки.
Балластными цистернами являются конструкции НК, ограничивающие объем междубортного пространства, который заполняется водой при погружении ПЛ и осушается при ее всплытии.
К оконечностям относятся части НК, расположенные за пределами длины ОК, включая узлы крепления оконечностей к конструкциям ОК. По месту своего расположения различают носовую и кормовую оконечности. Конструкция носовой оконечности определяется ее формой, обеспечивающей не только требуемые пропульсивные качества, но и размещение ГАС и торпедного вооружения (рис.5.7). Форма и конст-
.5.7. |
ь |
рукция кормовой оконечности определяются составом движительного комплекса и наличием вертикального и горизонтального оперения (стабилизаторов, рис.5.8). Отдельную часть кормовых оконечностей представляют перья вертикальных и горизонтальных рулей и стабилизаторов.
Надстройкой двухкорпусной ПЛ является часть НК, расположенная выше верхнего стрингера балластных цистерн, а однокорпусной - вся конструкция НК в верхней части ПЛ, в которой размещается все забортное оборудование и системы (комингс-площадки, аварийноспасательный буй, швартовное, страхующее и леерное устройства, ремонтные и погрузочные люки и т.п.). Наличие значительного числа самого разнообразного оборудования обусловливает сравнительно сложную конструкцию надстройки (рис.5.9).