

Учебник Спецсуда
.pdf.5.8. |
ь |
.5.9. 
Форма и конструкция ограждения рубок должны обеспечивать минимизацию сопротивления движению ПЛ в подводном положении и компактное размещение подъемно-мачтовых устройств и другого забортного оборудования. Конструкция ограждения рубки состоит из криволинейной обшивки, подкрепленной шпангоутами и продольным набором, легких платформ и выгородок (рис.5.10). В ограждении рубки также располагается ходовой мостик.

.5.10. |
( |
) |
Для изготовления корпусных конструкций секций НК, наружных цистерн, надстройки применяется листовой прокат стали D-40S и профильный прокат стали A-40S.
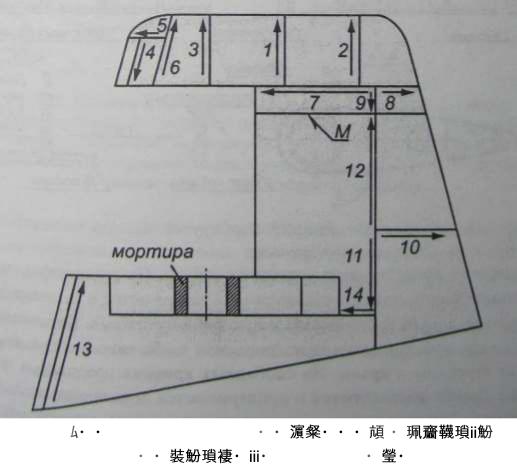
Обтекатели ГАС являются частью конструкции НК и располагаются в носовой оконечности ПЛ. Конструктивно обтекатель представляет собой безнаборную стеклопластиковую оболочку (рис.5.11), состоящую из нескольких секций с криволинейной поверхностью, соединенных с металлической обшивкой специальным вилочным соединением (рис.5.12).Применяются также титановые обтекатели, состоящие из многослойной тонкостенной обшивки и подкрепляющих эту обшивку ажурных титановых ферм (рис.5.13). Обтекатели из титана монтируются на стальные конструкции ОК с помощью фланцевых электроизолирующих соединений, исключающих электрохимическую коррозию в зоне соединений разнородных металлов.
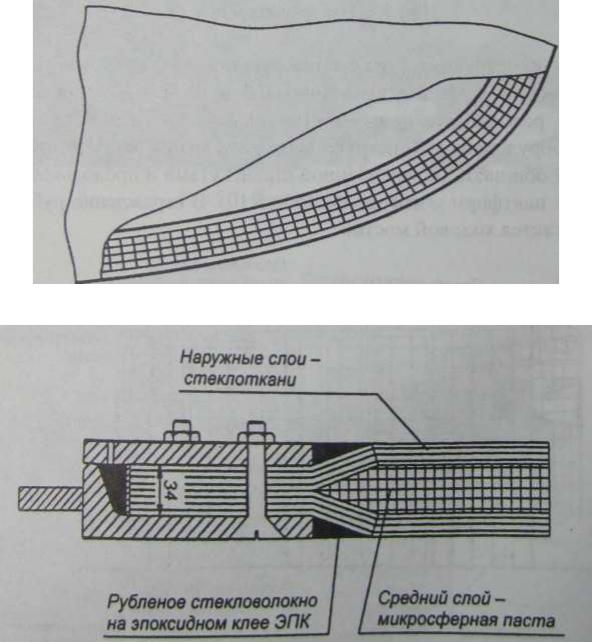
Рис.5.11. Обтекатель ГАС
Рис.5.12. Соединение обтекателя ГАС с НК
Все перечисленные конструкции НК изготавливаются по технологии, отличной от технологии изготовления ОК.
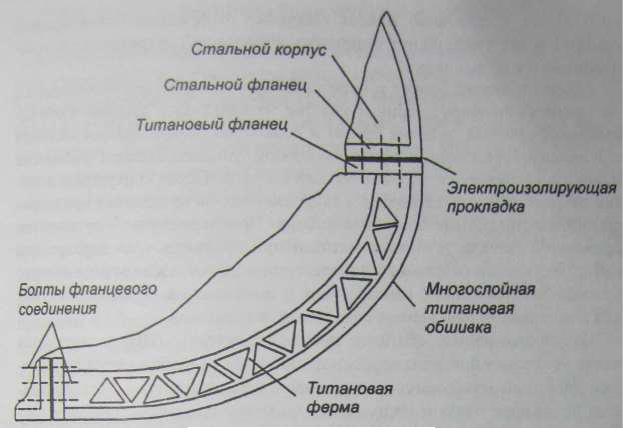
Рис.5.13. Обтекатель ГАС из титана
5.2. Сборка и сварка типовых секций наружного корпуса
При изготовлении секций прочных цистерн отдельно собираются следующие типовые узлы: обшивка, тавровый набор, бракеты и переборки.
Сборка и сварка обшивки производятся в постелях, лекала которых для уменьшения сварочных деформаций располагаются в плоскостях набора цистерн. На постель укладываются листы обшивки собираемой секции, начиная со среднего, проверяются положения пазовых кромок и среднего шпангоута, выравнивается разностенность по пазам стыкуемых листов, соединения закрепляются на прихватках, после чего собранные листы обжимаются к лекалам постели приварными планками. Выполняется автоматическая сварка соединений листов обшивки под слоем флюса или полуавтоматическая в среде защитных газов.
Сборка таврового набора производится в кондукторе в такой последовательности: на опорную поверхность выставляется поясок, размечали положение стенки изготавливаемого профиля, стенка устанавливайся под угольник и закрепляется на прихватках с обеспечением сварочного зазора с помощью планок-«закусок». Собранные балки длиной свыше 1 м для уменьшения сварочных деформаций спариваются и устанавливаются на выкладки.
Сборка и сварка бракет и переборок прочных цистерн производится на специально оборудованном участке из отдельных деталей. Собранные на прихватках полотна бракет и переборок раскрепляются к стенду с помощью прижимных приспособлений, устанавливаются выводные планки и свариваются автоматической сваркой. После контуровки поло-
тен по разметке выставляются и закрепляются на прихватках предварительно изготовленные элементы набора. При наличии набора двух направлений сначала устанавливается и приваривается весь неразрезной набор. Установка разрезного набора производится после замера общего прогиба изготовленной конструкции и придания ей обратного выгиба для компенсации ожидаемых сварочных деформаций.
На изготовленной обшивке прочной цистерны (ПЦ) размечаются места установки бракет и переборок, поочередно выставляется поперечный набор, выравнивается и закрепляется на прихватках. Устанавливается по малке с плаза и подгоняется по месту продольный набор и раскрепляется к обшивке и поперечному набору. Затем производится приварка набора между собой и к обшивке, после чего секция ПЦ кантуется и выполняется сварка пазов обшивки с наружной стороны.
Сборка и сварка килевых секций НК производится в лекальных постелях. Листы наружной обшивки поочередно, начиная с горизонтального киля, укладываются на постель, закрепляются между собой на прихватках, а к лекалам постели - на гребенках. Выполняется проверка разностенности и смещения стыков и пазов относительно контрольных линий постели, после чего производится их сварка. Затем по разметке выставляется весь непроницаемый набор и приваривается блоками по 2 м от середины к краям. Устанавливается и приваривается проницаемый набор, после чего секция кантуется и производится заварка пазов и стыков с наружной стороны.
Сборка и сварка бортовых секций, имеющих продольную и поперечную погибь, производится в лекальных постелях. Листы обшивки, начиная со среднего, укладываются в постель и соединяются между собой на прихватках, проверяются разностенность и совмещение стыков и пазов относительно контрольных линий, после чего вручную завариваются стыковые и пазовые соединения. Затем устанавливается и приваривается к обшивке непроницаемый набор. Устанавливается проницаемый набор и приваривается сначала к ранее выставленному непроницаемому, а затем ячейковым методом - к обшивке секции. Секция перекантовывается и производится сварка стыковых соединений с наружной стороны.
5.3. Изготовление стабилизаторов и перьев рулей
Сборка стабилизаторов производится на лекальных постелях. На лекала укладываются и стыкуются между собой нижние листы обшивки. Затем устанавливаются скуловые листы и закрепляются к смежным деталям нижней обшивки. Производится сварка пазов и стыков с внутренней стороны. После контуровки верхних кромок нижней обшивки выставляются и привариваются подкладные планки. Выполняется разметка мест установки набора. По разметке устанавливаются поперечные бра-
кеты, а затем подгоняются по месту и закреплются детали продольных бракет. Бракеты свариваются между собой и затем привариваются к нижней обшивке ячейковым способом. Устанавливаются мортиры рулей, проверяется их положение и выполняется приварка к продольным бракетам и обшивке (рис.5.14). Выставляются и привариваются на продольные бракеты подкладные планки, на которые укладываются и закрепляются на прихватках, а затем привариваются зашивные листы верхней обшивки. Часть зашивных листов устанавливается после закрепления стабилизатора на кормовую оконечность ПЛ. Стабилизатор открепляется от постели, перекантовывается, и выполняется подварка стыков и пазов нижней обшивки.
.5. 4. |
96 |
: 1- |
|
|
14 - |
|
|
|
|
||
Изготовление перьев вертикальных и горизонтальных кормовых и средних рулей (рис.5.15) производится в лекальных постелях по одинаковой принципиальной технологии. На постель укладываются предварительно изогнутые листы нижней обшивки, состыковываются между собой и свариваются с внутренней стороны. Затем после контуровки в обшивку вставляется клин и приваривается к внутренней стороне.
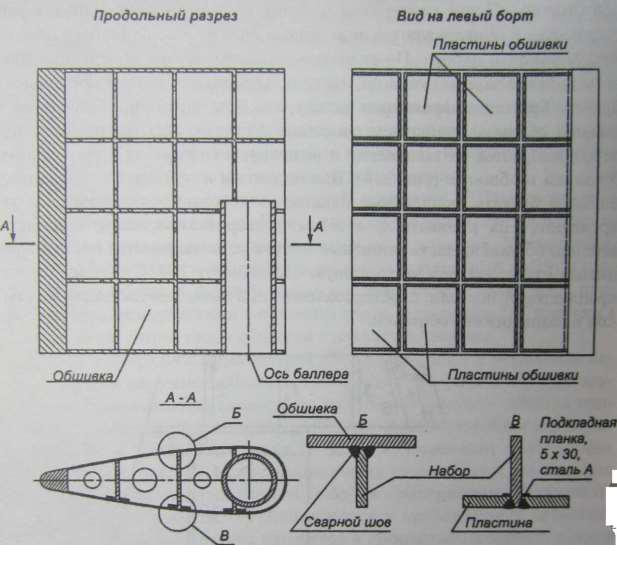
Рис.5.15. Перья рулей
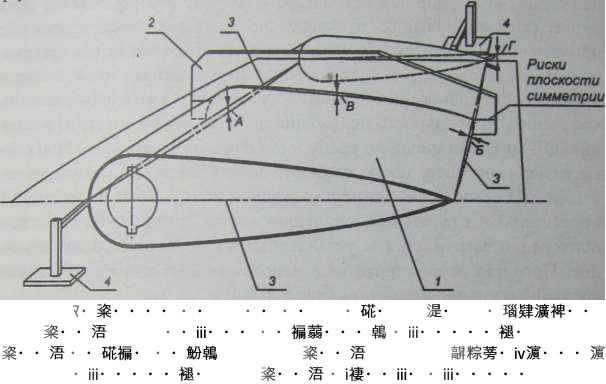
Выполняется разметка мест установки набора. По разметке на внутреннюю поверхность нижней обшивки устанавливаются и закрепляются на прихватках детали продольного и поперечного набора. Детали свариваются между собой, а затем привариваются к обшивке ячейковым способом от середины к краям. На свободных кромках продольных и поперечных бракет выставляются и привариваются подкладные планки. Выставляются, закрепляются и привариваются листы верхней обшивки, кроме зашивных. После этого перо руля отсоединяется от постели, производится его правка, и перо снова укладывается в постель. Затем устанавливаются и привариваются зашивные листы. Производится разметка вырезов в бракетах и их вскрытие для установки ступицы. Через эти вырезы заводится ступица, выравнивается по оси руля, закрепляется и приваривается к бракетам. Затем последовательно закрепляются и привариваются ранее не установленные зашивные листы. При необходимости часть зашивных листов устанавливается на предварительно выставленные подкладные планки и приваривается к ним. Перо руля отсоединяется от постели, перекантовывается, и производится подварка швов нижней части обшивки. После этого перо помещают на проверочную плиту, выравнивается по базовым плоскостям и выполняется проверка его Формы согласно рис.5.16.
|
.5.16. |
: 1 - |
; 21 |
|
|
; 3 ; 4- |
; |
|
|||
|
|
|
|
|
|
|
|
98; - |
|
|
|
|
|
|
|
|
|
|
|
||||
|
|
|
; - |
|
|
|
|
|
|
||
|
|
|
98; - |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Изготовление ограждения рубки производится из отдельных предварительно собранных и сваренных плоских подсекций. Сначала из этих подсекций формируются объемные секции ограждения рубки на специальных постелях. В качестве базовой используется секция боковой стенки ограждения, на которую поочередно устанавливаются внутренние конструкции, которые затем накрываются подсекцией другой боковой стенки.
6. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ БЛОКОВ КОРПУСА
6.1. Сборка и сварка блоков основного корпуса
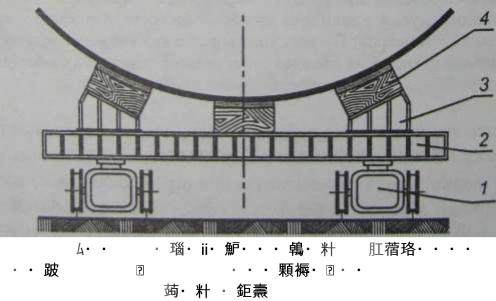
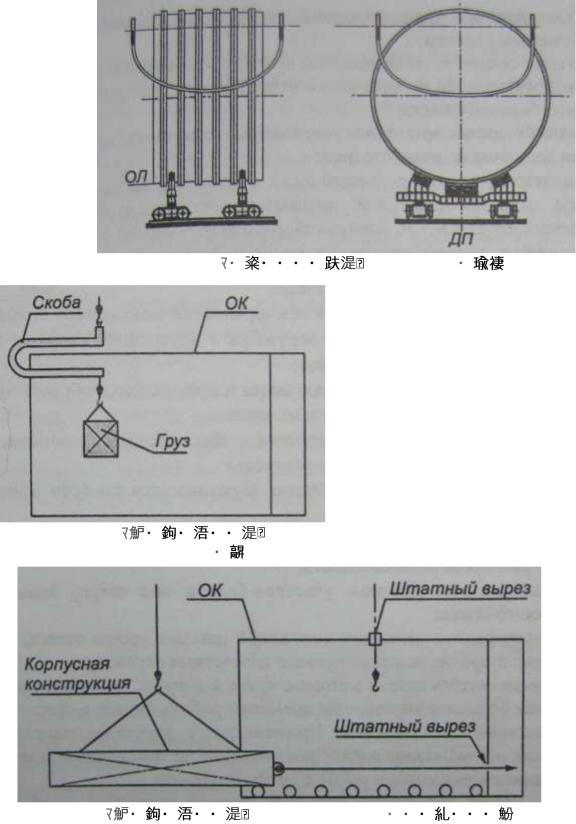
Формирование блоков из секций производится на построечных местах, на которых должны быть нанесены положения ДП, базовых шпангоутов, основной линии и монтажной базовой плоскости. Стыкование секций производится на опорно-транспортных устройствах. По данным с плаза причерчиваются и подгоняются деревянные подушки кильблоков или стапельных опорных балок (рис.6.1). Секция ОК краном устанавливается на опорные устройства и временно раскрепляется. Затем проверяется ее положение относительно основных базовых плоскостей с применением современных оптических средств выполнения проверочных работ. Производятся доводочные перемещения, обеспечивающие правильность положения секции, осуществляется ее окончательное закрепление. Правильность положения проверяется по высоте по расстоянию ОЛ от ОП стапеля, по крену и дифференту положением МБП относительно горизонта, по полушироте положением ДП корпуса относительно ДП стапеля, по длине положением контрольных шпангоутов ОК относительно стапельных перпендикуляров (рис.6.2). Внутрь секции поочередно загружается и устанавливается крупногабаритное насыщение. Погрузка осуществляется с использованием специальных приспособлений и роликовых катков (рис.6.3, 6.4).
.6.1. |
- |
: 1 - |
99; 2 - 99; 3 - |
99; 4 - |
|
,, а
.6.2. |
|
е |
.6.3.
.6.4. |
|
До формирования замкнутых отсеков производятся установка и приварка всех внутренних конструкций и насыщения. Непосредственно перед формированием блоков загружаются забойные узлы и детали. Само формирование осуществляется в такой последовательности:
к установленной и раскрепленной базовой секции ОК подводится стыкуемая (смежная) секция;
стыкуемая секция устанавливается, временно раскрепляется, проверяется и корректируется ее положение относительно основных плоскостей и самой базовой секции;