

Учебник Спецсуда
.pdf.4.14. |
- |
к |
При сборке поясов лепестки через один (1, 3, 5...) укладываются в постель, выравниваются по обводам лекал и закрепляются к ним. Производится их контуровка по пазовым кромкам, лепестки снимаются с постели и отправляются на механическую обработку пазовых кромок. В той же последовательности производится контуровка оставшихся лепестков пояса. После обработки лепестки последовательно укладываются в постель, выравниваются по прилеганию к лекалам постели и по зазору стыкуемых пазовых кромок. Кромки закрепляются между собой на прихватках, и производится сварка пазов. Затем производится разметка стыковых кромок пояса под их обработку и выполняется обрезка припуска. Внутрь пояса для обеспечения жесткости при транспортировке устанавливается технологическая крестовина. Пояс снимается из постели и направляется на механическую обработку стыковых кромок.

.4.15. |
й |
.4.16. |
к |
При сборке пояса сферической переборки, стыкуемого торцевой кромкой с цилиндрической частью основного корпуса, припуск по одной пазовой кромке забойного лепестка не удаляется до завершения стыкования всех лепестков этого пояса и согласования периметра стыковой кромки с периметром обечайки. После проверки периметра с учетом припуска и
величин сварочных зазоров и ожидаемой величины усадки от сварки корректируется величина припуска и забойный лепесток устанавливается
в постель. Выполняется сварка пазов, после чего пояс направляется на механическую обработку стыков.
Перед выполнением сварки стыков иоясьев проверяются несовпадение вершин разделки кромок, разностенность по стыкам, зазоры под сварку, радиальные отклонения и периметр торца переборки. Сварка в пределах каждого стыка выполняется блоками длиной до 1,5 м с равномерным распределением и перемещением сварщиков по стыку.
4.6. Сборка и сварка круговых шпангоутов
Круговые шпангоуты собираются из нескольких ветвей, представляющих собой гнутый катаный профиль симметричного полособульбового или таврового профиля или сварной профиль составного сечения.
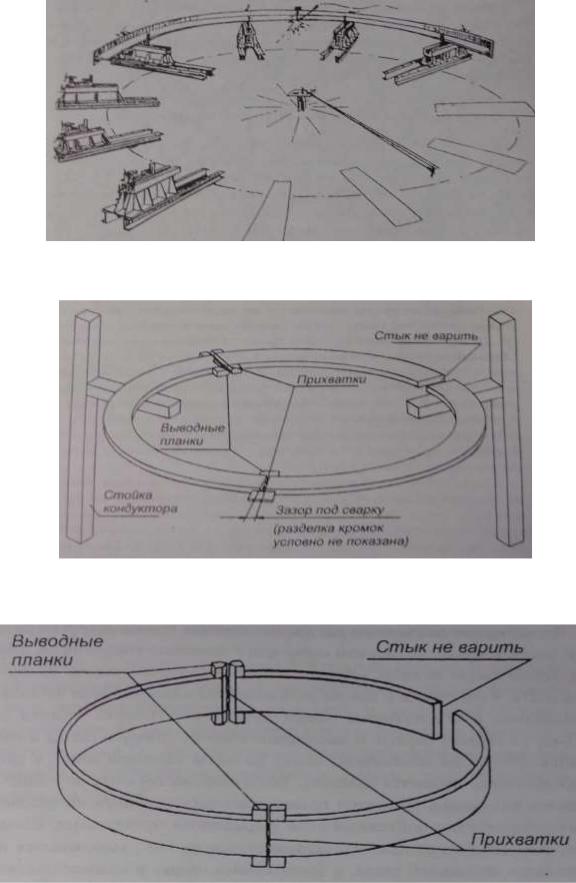
Сборка шпангоутов из симметричного полособульба или другого катаного профиля производится на плоском стенде по разметке диаметров шпангоутов и их стыков или в специальном кондукторе (рис.4.17). Под каждую деталь шпангоута на стенд устанавливаются выкладки. Перед началом сборки на стенде размечается положение наружного и внутреннего диаметров шпангоутов и наносятся положения ДП и осевой линии. За базовую принимается кромка шпангоута, прилегающая к обшивке ОК. Разметка шпангоута выполняется по теоретическому диаметру с учетом зазоров под сварку, усадки сварных швов и толщины обшивки ОК. По наружному диаметру устанавливаются ограничительные планки. Сборка начинается с установки детали в ДП-верх с последующей стыковкой смежных ветвей в сторону ДП-низ на правый и левый борт. Закрепление монтажного стыка выполняется низколегированными сварочными материалами заподлицо с основным материалом после сварки основных стыков. Наружные шпангоуты перед сваркой их монтажного стыка для обеспечения свободной установки на обечайку разжимаются. Внутренние шпангоуты не разжимаются, а их монтажные стыки закрепляются внахлест планками (рис.4.18).
Сборка стенок сварных шпангоутов составного сечения выполняется на плоских стендах из деталей, изготовленных в чистовой размер в допусках, за исключением забойной детали, имеющей припуск. По контрольным окружностям, нанесенным на стенде, устанавливаются ограничительные планки, 2 3 на каждую деталь (рис.4.19). Детали стенки укладываются но разметке на стенд, выравнивается разностенность, стыки закрепляются на прихватках. В последнюю очередь подгоняется по месту забойная деталь стенки и пристыковывается к ранее установленным. По каждому
с т ык у с внутренней и наружной стороны устанавлнваются выводные планки, проверяется правильность сборки, и выполняется сварка стыков.
Рис.4.17. Кондуктор для сборки и сварки катаных шпангоутов
Рис.4.18. Сборка стенок шпангоутов составного сечения
Рис.4.19. Сборка полок шпангоутов составного сечения
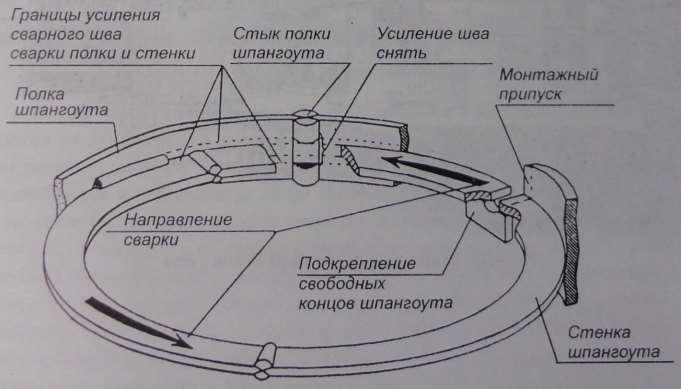
Рис.4.20. Изготовление шпангоутов составного сечения
Сборка и сварка поясков сварных шпангоутов из изготовленных в допусках деталей производится на стойках, из которых одна устанавливается посредине детали, а две - на расстоянии 200-300 мм от стыков (рис.4.20). Детали поочередно устанавливаются на стойках, выравниваются по внутреннему диаметру пояска, закрепляются на электроприхватках и затем свариваются. Стыковая кромка с припуском по монтажному стыку крепится внахлест к состыкованным деталям.
Изготовление шпангоутов составного сечения производится на стойках, установленных на плоский стенд или с помощью кондукторов, фиксирующие опоры которых устанавливаются но теоретическому радиусу (рис.4.21). Узлы стенки и пояска укладываются и обжимаются по линии примыкания с обеспечением зазора под сварку. Сборка ведется от ДП-верх в сторону бортов. В последнюю очередь причерчивается и удаляется припуск но монтажному стыку по полке забойной ветви, а припуск по стенке пускается внахлест. Затем сваривается стык по стенке в нижнем положении. Шпангоут разжимается перемещением направляющих кондуктора, и монтажный стык закрепляется прихватками. Шпангоут снимается со стенда, перекантовывается на 180°, укладывается на подкладки на плоский стенд, и производится сварка в нижнем положении до полного сечения.
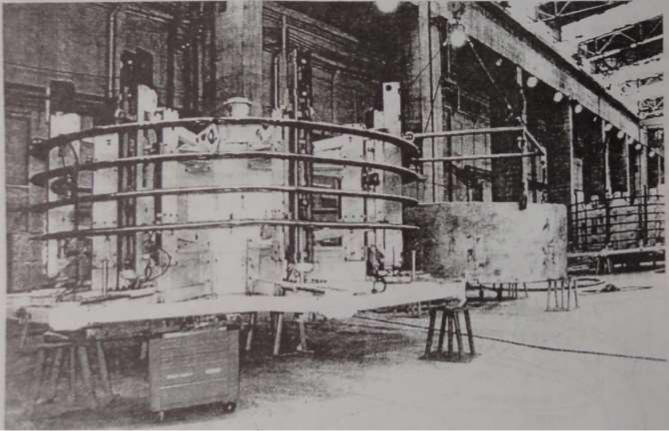
Рис А.Стенд сборки круговых шпангоутов
4.7. Технология изготовления подсекций и секций
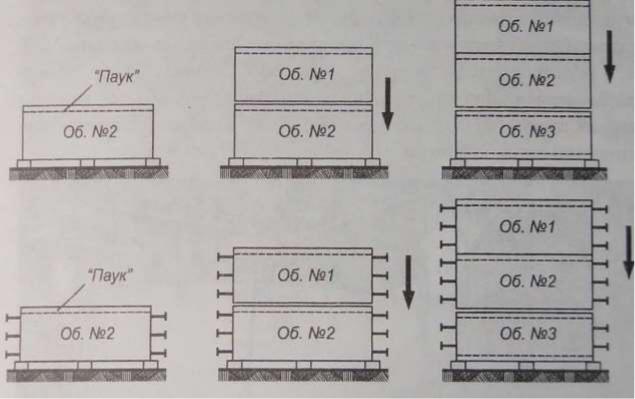
Подсекции ОК обычно состоят из 2-4 готовых обечаек. В зависимости от производственных условий завода-строителя применяются два основных варианта формирования подсекций: из нескольких обечаек с установленными на них шпангоутами или из нескольких обечаек без шпангоутов (рис.4.22). Второй вариант более технологичен, поскольку обечайки без шпангоутов легче собирать по стыкам и выполнять сварку стыковых соединений.
Рис.4.22. Варианты сборки подсекции ОК
Сборка подсекций обшивки ОК производится в вертикальном положении на тумбах или в кондукторе (рис.4.23, 4.24). На плоском стенде по разметке теоретического диаметра торца закладной обечайки устанавливаются и выравниваются по горизонту опорные тумбы. На опорную поверхность тумб краном подается закладная обечайка, в качестве которой принимается обечайка с наибольшим диаметром поперечного сечения. Установленная обечайка выставляется в горизонт. По верхнему торцу в плоскости образующих выставляются с наружной и внутренней стороны ограничительные планки. В собираемую с закладной обечайку устанавливается распорное кольцо, а затем краном стыкуемую обечайку встраивают в контур, образованный ограничительными планками по периметру закладной обечайки. Для обеспечения требуемых зазоров под сварку по стыку обечаек устанавливаются планки-«закуски». Проверяется горизонтальность верхнего торца стыкуемой обечайки, вертикальность обшивки и соосность центров. Затем выполняется выравнивание разностенности и стыкование с помощью специальных гидравлических приспособлений (рис.4.25) в направлении от ДП к
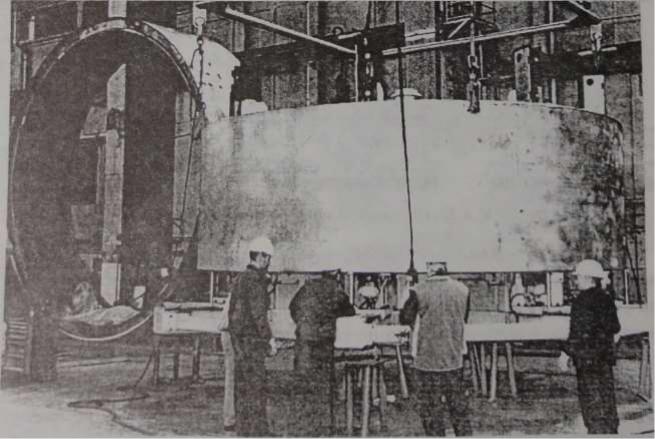
бортам. Стык закрепляется прихватками методом «дуга в дугу». Аналогично устанавливаются все последующие обечайки до полного формирования подсекции по длине. После проверки правильности сборки и нанесения всех базовых и контрольных линий собранная конструкция краном устанавливается на опрокидыватель (рис.4.26), кантуется в горизонтальное положение и подается на кантовательвращатель (рис.4.27) для выполнения автоматической сварки кольцевых стыков. По завершении сварки готовая подсекция направляется в камеру панорамного просвечивания (рис.4.28), где осуществляется контроль качества сварных швов гамма-графированием. При отсутствии такой камеры производится разметка сварных швов под гамма-графирование и контроль осуществляется портативными дефектоскопами.
Рис.4.23. Сборка обечаек в кондукторе
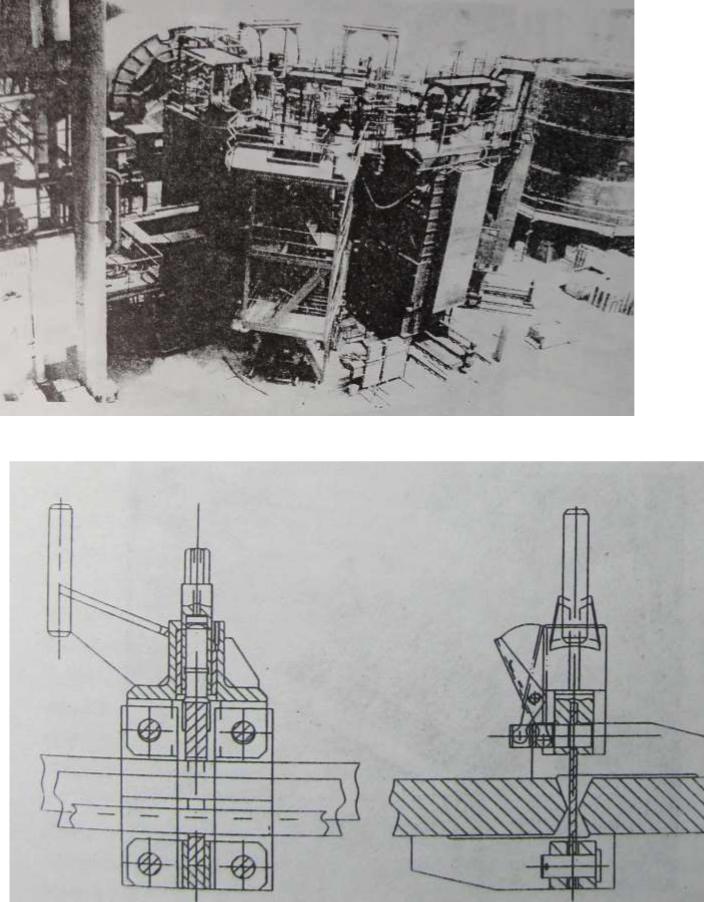
Рис.4.24. Сборка секций в кондукторе
Рис.4.25. Приспособление для выравнивания кромок
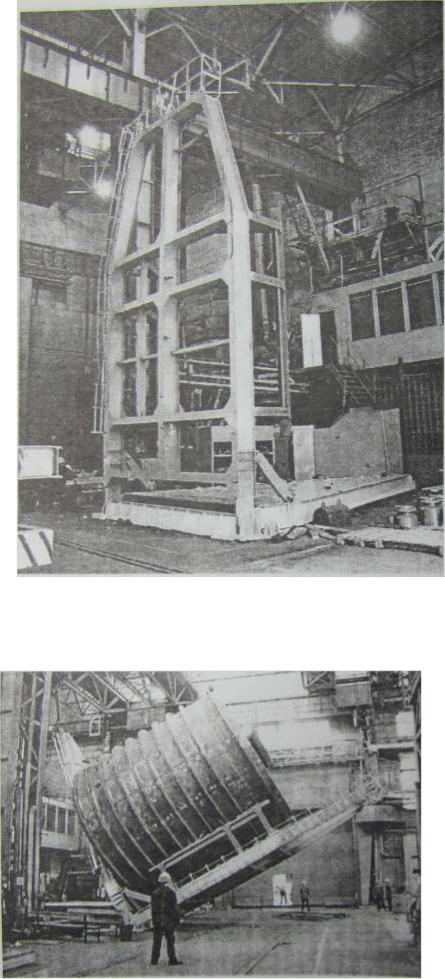
Рис.4.26. Манипулятор-опрокидыватель для кантовки секций: а общий вид
манипулятора; 6 кантовка секции ОК в манипуляторе