

Технологическая схема изготовления лестничных маршей
2.10 Проектирование складов исходных материалов и готовой продукции
Для хранения цемента завод оснащается складами силосного типа. Доставка цемента от поставщиков осуществляется железнодорожным транспортом. Выгрузка производится пневматическим способом. Важнейшее требование к условиям хранения: надежная защита цемента от доступа влаги при выполнении всех складских операций, герметизации транспортных средств, раздельное хранение цементов различных видов и марок, обеспечение приема цемента из всех видов транспортных средств. Крупный заполнитель доставляется на завод железнодорожным транспортом и хранится в закрытом складе. Мелкий заполнитель поступает автотранспортом в склад открытого типа. Заполнитель выгружается в траншеи, из которых он поступает на склад с помощью ленточного конвейера. Выдача заполнителей со склада осуществляется также при помощи галереи с ленточным транспортером.
Склады должны обеспечивать хранение материалов с минимальными потерями, не допускать их увлажнения и засорения посторонними примесями. Емкость склада не должна превышать оптимального запаса, необходимого для бесперебойной работы завода даже в случае временного прекращения поступления материалов.
Основные требования: хранение материалов в крытом помещении; прием заполнителей из транспортных средств в любое время года с высокой степенью механизации; хранение всех видов крупного заполнителя по фракциям; наличие необходимого запаса заполнителя; необходимое количество отсеков; углы наклона ленточных транспортеров в соответствии с нормами технического проектирования предприятий сборного железобетона.
Запас цемента при поступлении железнодорожным транспортом составляет 7-10 суток.
Необходимое количество цемента на складе составляет:
![]() т.
т.
где Рц – средний расход цемента на 1 м3 бетона; Зц – запас цемента; Кп – коэффициент, учитывающий потери цемента; 0,9 – коэффициент заполнения силоса.
Производственный запас щебня:
![]() м3.
м3.
где Рц – средний расход щебня на 1 м3 бетона.
Производственный запас песка:
![]() м3.
м3.
Полный запас заполнителей на складе:
Qз = Qщ + Qп = 1346,12 + 653,55 = 1999,67 м3.
Ёмкость складов заполнителей, м3:
Vз = Рсут × Нз × 1,2 × 1,02
Vзщ = 134,6 × 10 × 1,2 × 1,02 = 1647,5
Vзп = 65,3 × 10 × 1,2 × 1,02 = 799,3
Vз
= Vзщ
+ Vзп
= 1647,5+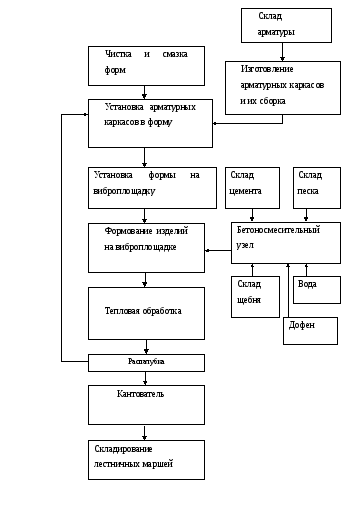
2.2 Режим работы технологической линии
Годовая производительность технологической линии (Nг) составляет 25 тысяч м3/год.
Режим работы предприятия принимается согласно нормам технологического проектирования предприятий сборного железобетона следующим:
- календарное количество рабочих суток в году (Дк): 365;
- режимное (номинальное) количество рабочих суток в году (Др): 251;
- количество выходных дней (Дв): 103;
- количество праздников (Дпр): 11;
- количество рабочих смен в сутки (С): 2;
- продолжительность рабочей смены (tсм), ч: 8.
Расчет фондов времени оборудования:
Календарный фонд времени, ч:
Фк = Дк × С × tсм = 365 × 2 × 8 = 5840.
Режимный (номинальный) фонд времени оборудования, ч:
Фр = [Дк – (Дв + Дпр)] × С × tсм = [365 – (103 + 11)] × 2 × 8 = 4016.
Действительный (расчетный, плановый) фонд времени оборудования, ч:
Фд = Фр × (1 – α/100) = 4016 × (1 – 0,4/100) = 4000.
где α - коэффициент, учитывающий затраты времени на ремонт оборудования.
Определение производительности технологической линии:
Суточная производительность, м3/сут:
![]() .
.
Сменная производительность, м3/смену:
![]() .
.
Часовая производительность, м3/час:
![]() .
.
Величина такта (изготовления одного изделия):
![]() ,
,
где Фд –– действительный фонд времени оборудования при двухсменном режиме, ч;
Vб — объем бетонной смеси, требуемый для производства одного изделия, м3;
Nг — годовая производительность линии, м3/год.
Величина ритма линии:
R= n × τ = 1 × 11,5 = 11,5 мин.,
где n –– количество изделий в форме.