

10.2. Переработка бензольных углеводородов ("сырого бензола")
10.2.1. Состав "сырого бензола" и требования к качеству продукции
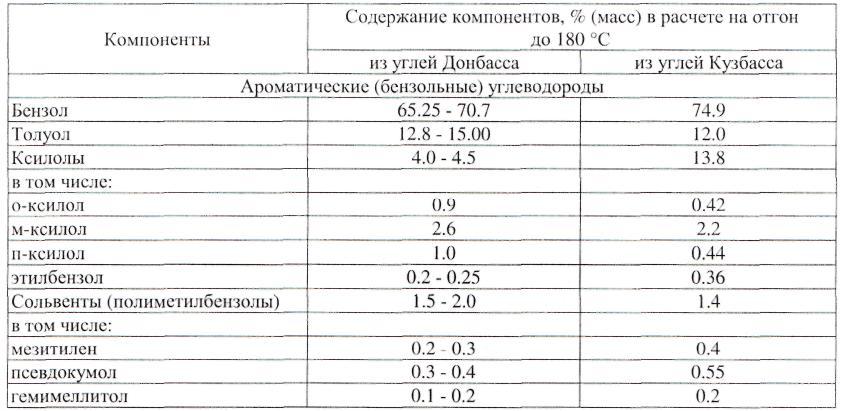
Табл. 10.1 дает представление о составе смесей бензольных углеводородов ("сырых бензолов") отечественных коксохимических заводов. Кроме перечисленных веществ, в сыром бензоле могут присутствовать вещества, кипящие выше 180°С, представляющие собой нафталин, легкие погоны поглотительного масла.
Наибольшее значение из продуктов переработки бензольных углеводородов имеет коксохимический бензол, на долю которого приходилось в 80-е годы XXвека в разных странах до четверти общего его производства. В настоящее время производство бензола коксохимического составляет 4 - 12% масс.
225
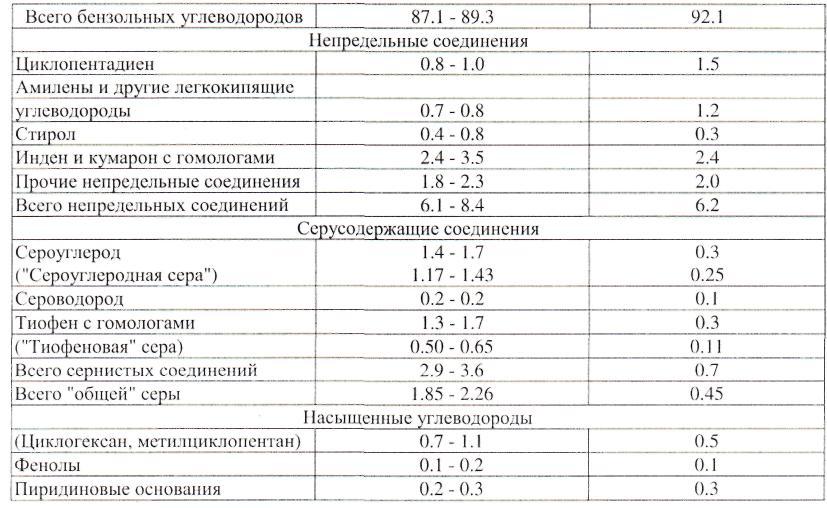
Таблица 10.1. Состав "сырых бензолов"
Продолжение таблицы 10.1.
Использовали также низкокипящие фракции сырого бензола для выделения сероуглерода и циклопентадиена, а также "тяжелый сырой бензол" - для производства инден-кумароновых смол. В настоящее время эти фракции отправляют на сжигание. Производится только очень небольшое количество инден-кумароновых смол.
При ректификации бензол и толуол получают весьма высокой степени чистоты. 95 % масс. продуктов высших сортов перегоняются в интервале температур 0.6 °С, поэтому основным критерием очистки оказываются показатели, характеризующие содержание непредельных соединений (окраска при действии серной кислоты - в градусах образцовой шкалы), для низших сортов - бромное число, а также показатели, дающие представление о содержании тиофена и сероуглерода. Для толуола последний параметр не нормируется (табл. 10.2).
Жесткое ограничение содержания отдельных групп соединений приведено ниже:
Непредельные соединения при хранении в результате полимеризации или окисления образуют окрашенные вещества, а также смолистые продукты, отлагающиеся в емкостях и аппаратуре и тем самым вызывающие необходимость частой очистки оборудования. При хлорировании или газофазном окислении в системе подготовки сырья и контактных аппаратах могут образовываться пирофорные и взрывоопасные соединения. При жидкофазном окислении непредельные соединения могут обрывать реакционные цепи или образовывать неактивные комплексы с катализаторами, поэтому в химическом сырье практически должны отсутствовать непредельные соединения. Так, при содержании в бензоле 0.0002%. масс. тиофена скорость гидрирования снижается на 50% абс., а при содержании сернистых соединений 0.0005 - 0.003 % масс. катализатор полностью дезактивируется. Очень чувствительны к сернистым соединениям и другие катализаторы: никелевые, а также платиновые, поэтому содержание серы в бензоле для гидрирования не должно превышать 0.0001% масс.. В то же время сернистые соединения не снижают скорости гидрирования в присутствии сульфидных катализаторов.
Примеси тиофена и нитротиофенов при каталитическом гидрировании нитробензола в
226
анилин отравляют медный катализатор гидрирования.
Таблица 10.2. Основные требования к качеству бензола каменноугольного *
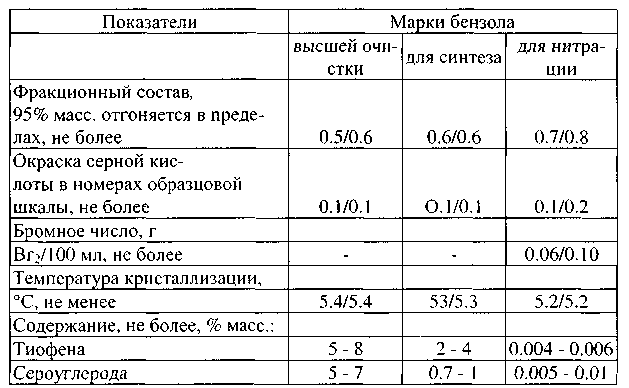
* (в числителе - высший сорт, в знаменателе - первый сорт)
Нежелательно присутствие сернистых соединений и при алкилировании ароматических углеводородов - уменьшается выход продуктов, усложняется последующая переработка продуктов алкилирования. Все это заставляет ограничить содержание тиофена в бензоле для алкилирования на уровне 0.002 % масс, содержание же сероуглерода должно быть не более 0.015 % масс.
Насыщенные углеводороды могут быть опасны в некоторых процессах. Особенно нежелательны они при использовании бензола для производства капролактама и адипиновой кислоты через промежуточное получение циклогексана и циклогексанона. На стадии окисления циклогексана насыщенные примеси окисляются, образуя кислородсодержащие соединения, вызывающие пожелтение капролактама и ухудшение качества получаемых синтетических волокон. Насыщенные углеводороды не влияют на алкилирование, но могут образовать побочные продукты уже на стадии переработки. Содержание примесей насыщенных углеводородов ограничено только для бензола высшей степени очистки (% масс: н-гептан - не более 0.01 для продукта высшего и 0.02 для 1-го сорта, а метилциклогексан и толуол - в сумме, соответственно, не более 0.05 и 0.08). Косвенным показателем является и температура кристаллизации бензола.
Таким образом, необходима очистка бензола от сернистых и непредельных соединений, а в ряде случаев и от насыщенных углеводородов. Сернистые и непредельные соединения трудно отделить от соответствующих ароматических углеводородов бензольного ряда путем ректификации (температуры кипения, °С: бензол - 80.1; тиофен - 84.1; циклогексен - 83.0). Поэтому удалить их можно только химическим путем. Из довольно многочисленных вариантов очистки, которые были в разное время испытаны, в настоящее время применяют два вида: гидрогенизационная каталитическая очистка или обработка серной кислотой.