

2.2 Конструктивные особенности никель-титановых инструментов
Конструктивные особенности инструментов определяют способ их применения и неразрывно связаны с материалом, из которого они изготовлены.
Из NiTi делают инструменты, как для ручной обработки каналов, так и для механической. Причем основная масса инструментов предназначена как раз для механической обработки каналов в полновращательном режиме.
К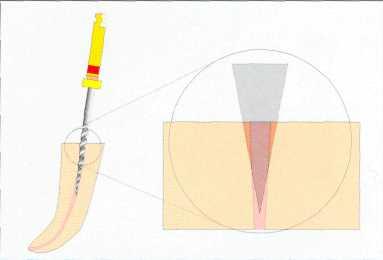 ак
правило, большинство систем включает
в себя целый ряд инструментов, которые
различаются между собой, прежде всего
конусностью. Конусность - один из
важнейших конструктивных параметров.
Прежде всего конусная форма позволяет
снизить торсионную нагрузку за счёт
того, что уменьшается площадь
соприкосновения со стенками канала,
и даже когда эта площадь максимальна,
её легко уменьшить, просто сняв
вертикальное усилие с инструмента
(рис. 6). При этом происходит быстрое
уменьшение объема материала, срезаемого
за один оборот, и тем самым предотвращается
заклинивание.
ак
правило, большинство систем включает
в себя целый ряд инструментов, которые
различаются между собой, прежде всего
конусностью. Конусность - один из
важнейших конструктивных параметров.
Прежде всего конусная форма позволяет
снизить торсионную нагрузку за счёт
того, что уменьшается площадь
соприкосновения со стенками канала,
и даже когда эта площадь максимальна,
её легко уменьшить, просто сняв
вертикальное усилие с инструмента
(рис. 6). При этом происходит быстрое
уменьшение объема материала, срезаемого
за один оборот, и тем самым предотвращается
заклинивание.
Рис. 6. Схема взаимодействия инструмента большой конусности (.04, .06 и т.д.) и стенок канала
К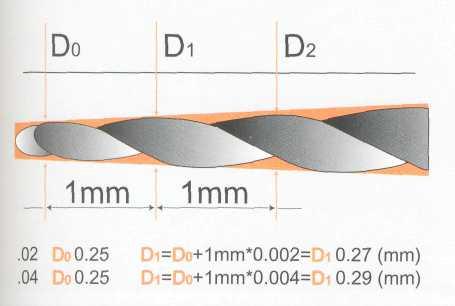 онусность
традиционных эндодонтических инструментов
(ISO
стандарт) 0.02 мм/мм. Это значит, что на
каждый миллиметр длины файла его диаметр
увеличивается на 0.02 мм. Таким образом,
если D0
(кончик инструмента) = 0.1мм, то D1
(который находится на расстоянии 1мм
от кончика) = 0.12 мм (рис. 7). Аналогичным
образом можно рассчитать диаметры для
конусности 0.04 мм/мм, 0.06 мм/мм и т.д. Обычно
инструменты конусности 0.02 мм/мм
применяются для ручного препарирования,
но также присутствуют и в некоторых
машинных системах инструментов, где
их используют для препарирования
апикальной трети канала. Они более
гибки, чем файлы большей конусности,
следовательно, более устойчивы к
циклической нагрузке и лучше работают
в искривлённой части канала. Файлы
конусности 0.04 мм/мм предназначены
для обработки средней и иногда апикальной
трети канала. Они менее гибки, чем 0.02
мм/мм, но более гибки, чем 0.06 мм/мм.
Файлы конусности 0.06 мм/мм и большей
лучше подходят для формирования устьевой
части (рис. 8).
онусность
традиционных эндодонтических инструментов
(ISO
стандарт) 0.02 мм/мм. Это значит, что на
каждый миллиметр длины файла его диаметр
увеличивается на 0.02 мм. Таким образом,
если D0
(кончик инструмента) = 0.1мм, то D1
(который находится на расстоянии 1мм
от кончика) = 0.12 мм (рис. 7). Аналогичным
образом можно рассчитать диаметры для
конусности 0.04 мм/мм, 0.06 мм/мм и т.д. Обычно
инструменты конусности 0.02 мм/мм
применяются для ручного препарирования,
но также присутствуют и в некоторых
машинных системах инструментов, где
их используют для препарирования
апикальной трети канала. Они более
гибки, чем файлы большей конусности,
следовательно, более устойчивы к
циклической нагрузке и лучше работают
в искривлённой части канала. Файлы
конусности 0.04 мм/мм предназначены
для обработки средней и иногда апикальной
трети канала. Они менее гибки, чем 0.02
мм/мм, но более гибки, чем 0.06 мм/мм.
Файлы конусности 0.06 мм/мм и большей
лучше подходят для формирования устьевой
части (рис. 8).
Рис.7. Конусность эндодонтических инструмен-тов. D0 - кончик инструмента, D1 – последу-ющий диаметр (D0 + 1 мм = D1), соответственно D2 и т.д.
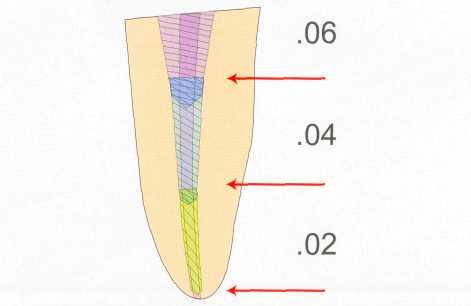
Рис. 8. Схема препарирования канала инстру-ментами различной конусности. Устьевая треть - преимущественно используются инструменты .06 конусности и большей. Средняя треть - инструменты .04 конусности, апикальная треть - инструменты .04, .02 конусности
С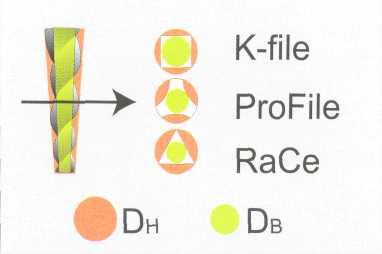 ледующий
немаловажный конструктивный момент,
который также существенно влияет на
гибкость инструмента, — это отношение
внешнего или наружнего(Dh)
и внутреннего
диаметров (Dβ)
нарезки
режущей кромки (рис. 9). Это отношение
определяет гибкость инструмента,
которая обусловлена его конструкцией.
Если Dβ
приближается
к Dh,
to
масса
металла в инструменте возрастает. Чем
более массивным является инструмент,
тем менее он гибок. С другой стороны,
при DB/DH—1
повышается его прочность и устойчивость
к торсионной нагрузке. Более гибкие
инструменты лучше подходят для
искривлённых каналов или для боковых
зубов, соответственно менее гибкие
- для прямых каналов или передних зубов.
Как любой режущий инструмент,
эндодонтический файл имеет режущую
кромку, то есть линию и прилегающую
к ней поверхность, где он непосредственно
взаимодействует с субстратом. Определяющим
параметром в конструкции режущей
кромки можно считать так называемый
угол резания или угол наклона режущей
поверхности. Отсчитывается он следующим
образом: к обрабатываемой поверхности
проводится касательная в точке резания;
далее из этой же точки, перпендикулярно
касательной, строится так называемая
внешняя нормаль n.
Угол резания отсчитывается от нормали
в направлении к линии, являющейся
внешним продолжением режущей кромки.
Угол считается позитивным (имеет знак
+), если он отсчитывается в направлении
резания (в направлении скорости
движения инструмента V,
рис.10). Угол считается негативным (имеет
знак -), если он отсчитывается в
противоположную сторону по отношению
к направлению резания (рис. 11).
ледующий
немаловажный конструктивный момент,
который также существенно влияет на
гибкость инструмента, — это отношение
внешнего или наружнего(Dh)
и внутреннего
диаметров (Dβ)
нарезки
режущей кромки (рис. 9). Это отношение
определяет гибкость инструмента,
которая обусловлена его конструкцией.
Если Dβ
приближается
к Dh,
to
масса
металла в инструменте возрастает. Чем
более массивным является инструмент,
тем менее он гибок. С другой стороны,
при DB/DH—1
повышается его прочность и устойчивость
к торсионной нагрузке. Более гибкие
инструменты лучше подходят для
искривлённых каналов или для боковых
зубов, соответственно менее гибкие
- для прямых каналов или передних зубов.
Как любой режущий инструмент,
эндодонтический файл имеет режущую
кромку, то есть линию и прилегающую
к ней поверхность, где он непосредственно
взаимодействует с субстратом. Определяющим
параметром в конструкции режущей
кромки можно считать так называемый
угол резания или угол наклона режущей
поверхности. Отсчитывается он следующим
образом: к обрабатываемой поверхности
проводится касательная в точке резания;
далее из этой же точки, перпендикулярно
касательной, строится так называемая
внешняя нормаль n.
Угол резания отсчитывается от нормали
в направлении к линии, являющейся
внешним продолжением режущей кромки.
Угол считается позитивным (имеет знак
+), если он отсчитывается в направлении
резания (в направлении скорости
движения инструмента V,
рис.10). Угол считается негативным (имеет
знак -), если он отсчитывается в
противоположную сторону по отношению
к направлению резания (рис. 11).
Рис. 9. Отношение внешних и внутренних диаметров профилей инструментов. Dh - наружный диаметр инстру-мента. Dβ - внутренний диаметр инструмента
В случае позитивного угла резание происходит очень эффективно. Если обратить внимание на вектор Ny (рис. 10), который является вертикальной составляющей силы нормального давления N срезаемого материала на резец, видно, что он направлен в сторону субстрата. Иными словами, инструмент прижимается стружкой к субстрату, заставляя его глубже погружаться в материал. Однако при работе таким файлом в канале это может приводить к возрастанию торсионной нагрузки и увеличивает вероятность заклинивания инструмента. В случае негативного угла резание не так эффективно, инструмент скорее скребёт поверхность. Вектор Ny (рис. 11) направлен от субстрата, инструмент как бы отталкивается от материала. В этом случае торсионная нагрузка не так велика и во многом определяется силой, действующей на инструмент в вертикальном направлении.
Большинство эндодонтических инструментов имеет негативный режущий угол. К тому же, вследствие малых размеров файлов технологически трудно изготовить инструмент с позитивным углом.
Ещё
один параметр, в схеме взаимодействия
субстрата и инструмента - угол просвета
9 (рис. 10, 11). Он находится между поверхностью
субстрата и нижней поверхностью
самого резца, и определяет, насколько
быстро может происходить погружение
инструмента в субстрат. Таким образом,
чем меньше угол θ, тем медленнее п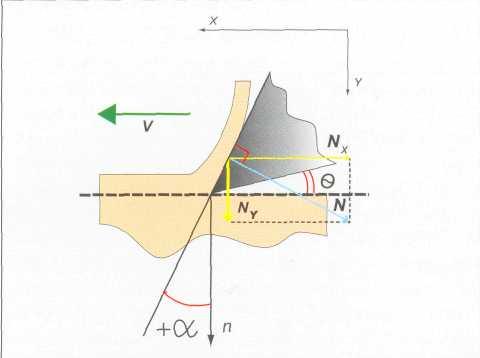 роисходит
погружение, и эффективность резания
снижается.
роисходит
погружение, и эффективность резания
снижается.
Рис. 10. Схема взаимодействия субстрата инструмента при позитивном режущем угле, n - внешняя нормаль, α - режущий угол, θ - угол просвета, V -вектор скорости движения резца, N - вектор нормального давления стружки на резец, Ny - составляющая вектора N в силу действия которой происходит погружение резца в субстрат при положительном α
В се
известныеNiTi
инструменты имеют спиралевидную нарезку,
которая обуславливает
вращательно—поступательный характер
движения файла в канале. Если рассмотреть
схему взаимодействия стенки канала и
поверхности инструмента, она окажется
примерно такой же, как в случае с
режущей кромкой и дентином (рис. 12). Угол
здесь всегда позитивный, а вектор Nv
направлен в сторону апекса. Иными
словами, инструмент вкручивается в
глубь канала. С одной стороны, вкручивание
— отрицательное явление, так как
затрудняет контроль над инструментом
и повышает вероятность его заклинивания.
С другой стороны, спиралевидная нарезка
обеспечивает экскавацию опилок из
канала, то есть его очистку, и предотвращает
возникновение апикальных блокад.
Немаловажное значение имеет также
шаг спирали (рис. 13). Чем чаще шаг, тем
больше площадь соприкосновения
инструмента и стенки канала со всеми
вытекающими отсюда отрицательными
следствиями.
се
известныеNiTi
инструменты имеют спиралевидную нарезку,
которая обуславливает
вращательно—поступательный характер
движения файла в канале. Если рассмотреть
схему взаимодействия стенки канала и
поверхности инструмента, она окажется
примерно такой же, как в случае с
режущей кромкой и дентином (рис. 12). Угол
здесь всегда позитивный, а вектор Nv
направлен в сторону апекса. Иными
словами, инструмент вкручивается в
глубь канала. С одной стороны, вкручивание
— отрицательное явление, так как
затрудняет контроль над инструментом
и повышает вероятность его заклинивания.
С другой стороны, спиралевидная нарезка
обеспечивает экскавацию опилок из
канала, то есть его очистку, и предотвращает
возникновение апикальных блокад.
Немаловажное значение имеет также
шаг спирали (рис. 13). Чем чаще шаг, тем
больше площадь соприкосновения
инструмента и стенки канала со всеми
вытекающими отсюда отрицательными
следствиями.
Рис. 11. Схема взаимодействия субстрата инстру-мента при негативном режущем угле, n - внешняя нормаль, α - режущий угол, θ - угол просвета, V -вектор скорости движения резца, N - вектор нор-мального давления стружки на резец, Ny – сос-тавляющая вектора N в силу действия которой происходит отталкивание резца от поверхности при отрицательном α
Эффект вкручивания можно снизить. Так, например, в конструкции режущей кромки файла угол θ можно приблизить к нулю (радиальные опорные площадки в инструментах U - типа), или сделать шаг резьбы переменным, с целью уменьшения площади взаимодействия инструмента и канала (RaCe).
Что касается конструкции верхушки NiTi—инструментов, то она, как правило, пассивная, т.е. на ней нет режущих граней, все углы скруглены. Это позволяет избежать смещения инструмента в канале и как следствие перфорации стенки корня.
Для простоты некоторые авторы (Sonntag, 2003; Johnson, 2002) условно разделяют инструменты на три типа:
• Активные (FlexMaster, RaCe File, ProTaper)
• Полуактивные (Sybron Endodontics Quantec)
• Пассивные (ProFile, Rotary GT, Light Speed)

Рис. 12. Схема взаимодействия граней вертикальной нарезки инструмента и стенки канала при полновращательном препарировании (смотри схему позитивного режущего угла на рисунке 11). Ny - составляющая вектора N, действует, в данном случае, в апикальном направлении по оси инструмента, и способствует углублению инструмента в канал (эффект вкручивания)
Активность или пассивность оценивают, имея в виду характер поведения вращающегося файла в канале в отсутствии вертикальной нагрузки.
А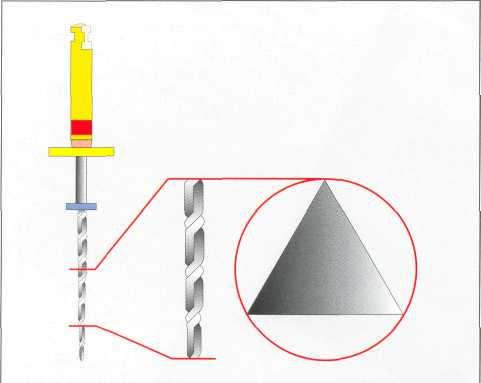 ктивные
инструменты часто называют инструментами
К-типа из-за их схожести, конструктивно
и по поведению, с ручными К-файлами
(рис. 13). Эти инструменты хорошо режут
дентин. Формирование канала идёт
быстро и эффективно. Однако активные
инструменты могут смещать просвет
канала, спрямлять его и, таким образом,
приводить к ленточным перфорациям,
изменениям размера и формы апикального
отверстия, его транспортации.
ктивные
инструменты часто называют инструментами
К-типа из-за их схожести, конструктивно
и по поведению, с ручными К-файлами
(рис. 13). Эти инструменты хорошо режут
дентин. Формирование канала идёт
быстро и эффективно. Однако активные
инструменты могут смещать просвет
канала, спрямлять его и, таким образом,
приводить к ленточным перфорациям,
изменениям размера и формы апикального
отверстия, его транспортации.
Рис. 13. Пример активного инструмента (RaCe) или К-тип. Профиль инструмента напоминает профиль ручного К-файла
К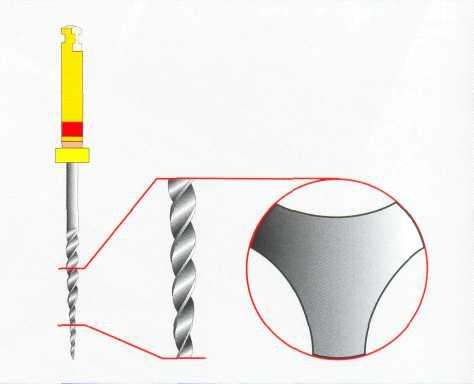 полуактивным инструментам в настоящее
время относят только один инструмент,
поэтому дать характеристику целой
группе невозможно. Особенности же
конкретного инструмента будут
обсуждаться ниже.
полуактивным инструментам в настоящее
время относят только один инструмент,
поэтому дать характеристику целой
группе невозможно. Особенности же
конкретного инструмента будут
обсуждаться ниже.
Рис. 14. Пример пассивного инструмента (Pro-File). Желобки спиральной нарезки напоминают латинскую букву U
Пассивные инструменты называют также инструментами U-типа (рис. 14), так как профиль внутреннего желобка этих инструментов напоминает латинскую букву U. Характерной особенностью этих инструментов является наличие опорных площадок (9—0). Эти площадки препятствуют смещению инструмента из анатомически обусловленного просвета канала, а также препятствуют возникновению эффекта вкручивания. С другой стороны, для продвижения инструмента необходимо оказывать на него вертикальное давление. При наличии же опорных площадок площадь соприкосновения инструмента со стенками канала велика, так что вертикальное усилие приводит к увеличению торсионной нагрузки на инструмент.
На практике поведение каждого конкретного файла в канале определяется сочетанием перечисленных выше конструктивных особенностей, а также качеством изготовления инструмента. Бывает, что заявленная фирмой-производителем конструкция фактически не соответствует конечному коммерческому продукту, вследствие чего трудно прогнозировать характер работы такого инструмента (Johnson, 2002).