

12.5. Методы расчета производственного цикла
Различают простой и сложный производственные циклы. Простой производственный цикл представляет собой цикл изготовления детали, а сложный - цикл изготовления изделия.
Продолжительность производственного цикла зависит от способа передачи детали (изделия) с одной операции на другую.
Существуют три вида движения деталей (изделий) в процессе их изготовления:
- последовательный;
- параллельный;
- смешанный (параллельно-последовательный).
При последовательном виде движения каждая следующая операция начинается только после истечения обработки всей партии деталей на предыдущей операции.
Продолжительность операционного цикла партии обрабатываемых последовательно деталей определяется по формуле (12.9):
![]() (12.9)
(12.9)
где п - количество деталей в обрабатываемой партии, штук;
к — число операций технологического процесса;
tШТі — норма времени на выполнение і-ої операции, минут.
Если при выполнении отдельных последовательных операций имеющиеся параллельные рабочие места, то продолжительность операционного цикла будет определяться по формуле (12.10):
![]() (12.10)
(12.10)
где Ми - количество рабочих мест, занятых изготовлением партии деталей на каждой операции.
При последовательном виде движения деталей (изделий) отсутствуют перерывы в работе оборудования и рабочего на каждой операции, возможная высокая загрузка оборудования на протяжении изменения, но производственный цикл имеет наибольшую величину, которая уменьшает обращение оборотных средств.
Параллельный вид движения характеризуется передачей деталей (изделий) на следующую операцию немедленно после выполнения предыдущей операции независимо от готовности других деталей (изделий) в партии. Детали передаются из операции на операцию или поштучно операционными партиями. Процесс происходит беспрерывно, если достигнутая кратность выполнения операций во времени. Это характерно для поточных линий, такт которых исчисляется и подчинено правилу (12.11):
![]() (12.11)
(12.11)
где r- такт поточной линии, минут.
Параллельный вид движения деталей (изделий) есть наиболее эффективным, но возможности его применения ограниченные, так как обязательным условием такого движения есть, как уже отмечалось, кратность продолжительности выполнения операций. В противоположном случае неминуемыми есть потери (перерыва) в работе оборудования и рабочего.
Операционный цикл партии обрабатываемых параллельно деталей определяется по формуле (12.12):
![]() (12.12)
(12.12)
где tшTmax - время выполнения наиболее продолжительной в технологическом процессе операции, минут.
При передаче деталей (изделий) операционными партиями расчет операционного цикла осуществляется за формулой (12.13):
![]() (12.13)
(12.13)
где р - размер операционной партии, в штуках.
Параллельно-последовательный (смешанный) вид движения заключается в том, что изготовление деталей (изделий) на следующей операции начинается к истечению изготовления всей партии на предыдущей операции с таким расчетом, чтобы работа на каждой операции по обработке партии деталей (изделий) осуществлялась без перерывов. В отличие от параллельного вида движения здесь происходит лишь частичное соединение во времени выполнения сопредельных операций.
На практике существует два вида соединения сопредельных операций при условиях, когда:
- время выполнения следующей операции больше времени выполнения предыдущей операции;
- время выполнения следующей операции меньше времени выполнения предыдущей операции.
В первом случае целесообразно применять параллельный вид движения деталей и полностью загрузить рабочие места.
Во втором случае приемлемым есть параллельно-последовательный вид движения с максимально возможным соединением во времени выполнения обеих операций. Максимально соединенные операции при этом отличаются на время изготовления последней детали ( последней ли операционной партии) на следующей операции.
Таким образом, продолжительность операционного цикла партии обрабатываемых параллельно-последовательным (смешанным) способом деталей определяется по формуле (12.14):
![]() (12.14)
(12.14)
где tшт кор и - время выполнения кратчайшей из сопредельных в технологическом процессе операций, минут.
При передаче деталей операционными партиями (р) расчет продолжительности операционного цикла осуществляется за формулой (12.15):
![]() (12.15)
(12.15)
Параллельно-последовательный вид движения деталей (изделий) обеспечивает роботу оборудования и рабочего без перерывов. Продолжительность производственного цикла при этом виде движения длинная в сравнении с параллельным, но меньшая, чем при последовательном.
Производственный цикл изделия (ТцВ) может быть рассчитанный за формулой (12.16):
![]() (12.16)
(12.16)
где Тцд - производственный цикл изготовления ведущей детали;
ТцР - производственный цикл сборочных работ.
При определении продолжительности производственных циклов для разных видов движения обрабатываемых деталей (изделий) не были учтены перерывы. Итак, с учетом перерывов формула для определения продолжительности операционного цикла видоизменяется. Например, при последовательном движении (в календарных днях) она принимает вид (12.17):
 (12.17)
(12.17)
где Тзм- продолжительность изменения, минут;
Пзм- количество изменений;
кпЕР - переводной коэффициент (способ переведения рабочих дней в календарные);
Тмо - время межопераційних перерывов, минут;
Тпр - время естественных процессов, минут.
Пути сокращения производственного цикла
Производственный цикл используется как норматив при оперативном планировании производства, финансовом управлении и других планово-производственных расчетах.
Расчет продолжительности производственного цикла (Тц) непосредственно связанный с нормативом оборотных средств формулой (12.18):
![]() (12.18)
(12.18)
где ОКнв - объем оборотных средств в незавершенном производстве, грн; ВПдн- однодневный выпуск продукции, грн.
Сокращение производственного цикла имеет большое значение для успешного функционирования предприятия, в частности:
сокращается обращение оборотных средств за счет сокращения объемов незавершенного производства;
возрастает фондоотдача основных производственных фондов;
уменьшается себестоимость изделий за счет сокращения условно-постоянной части расходов на один изделие и т.п..
Продолжительность производственного цикла зависит от двух важнейших групп факторов: технического уровня производства и организации производства.
Обе группы факторов взаємообумовлюють и дополняют одна одну. Основными направлениями сокращения продолжительности производственного цикла есть:
усовершенствование технологии;
применение продуктивнішого высокотехнологического оборудования;
автоматизация производства и применение гибких интегрированных процессов;
специализация и кооперирования производства;
организация поточного производства;
привлечение высококвалифицированного персонала и т.п..
ПРИМЕР 12.1. Необходимо построить модели определения продолжительности операционного цикла для трех видов движения деталей (изделий) в процессе их изготовления и избрать наиболее целесообразную с точки зрения ее осуществление, если производственный цикл состоит из четырех производственных операций. В партии обрабатывается 4 детали. Продолжительность первой операции составляет 0,5 минут, второй операции - 2 минуты, третьей операции - 1 минута, четвертой операции - 1,5 минуты.
РЕШЕНИЕ. Результаты построения представлены ниже и выглядят так (рис. 12.5).
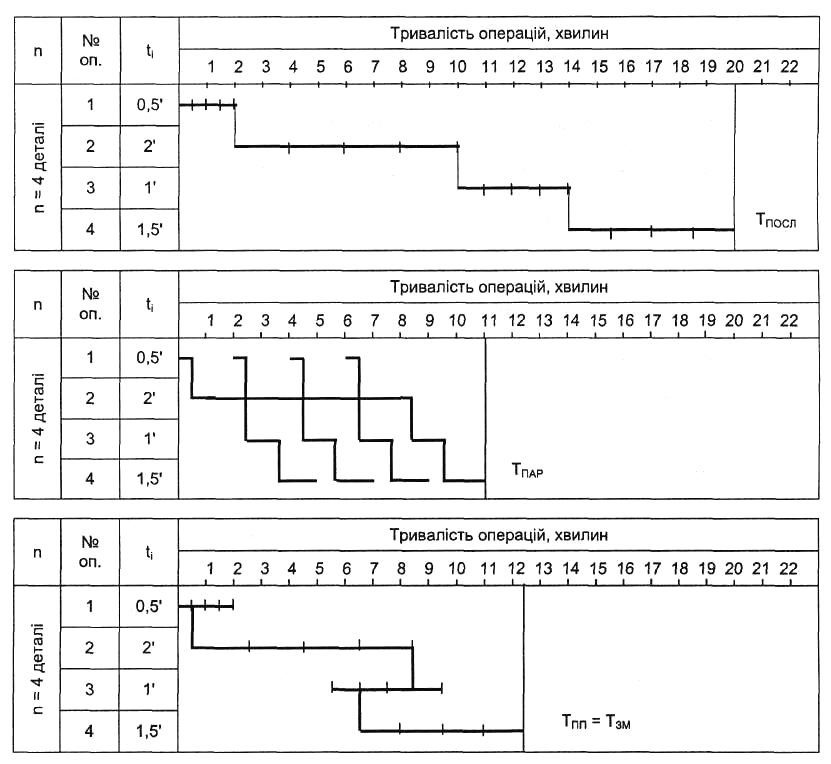
Рис. 12.5. Модели определения продолжительности операционного цикла при разных направлениях движения деталей
Проверим правильность графического построения моделей определения продолжительности операционного цикла по разным видам движения деталей.
Продолжительность операционного цикла партии обрабатываемых последовательно деталей определим за формулой (12.9): Тпосл = 4 х(0,5 + 2 + 1 + 1,5) = 20 минут.
Продолжительность операционного цикла партии обрабатываемых параллельно деталей определим за формулой (12.12): ТПАР = (0,5 + 2 + 1 + 1,5) + (4-1)х2= 11 минут.
Продолжительность операционного цикла партии обрабатываемых параллельно-последовательным (смешанным) способом деталей определим за формулой (12.14): Тпп -Тзм = 4х (0,5 + 2 + 1 + 1,5) - (4- 1) х (0,5 + 1 + 1) = 12,5 минут.