

12.4. Производственный цикл и его структура
Производственный цикл - это календарный период времени, на протяжении которого материал, заготовка или другой обрабатываемый предмет проходит все операции производственного процесса или определенной его части и превращается в готовую продукцию. Он исчисляется в календарных днях, а при низкой трудоемкости изделия - в часах.
Структура цеха, где осуществляется производственный цикл, представленная на рис. 12.3.
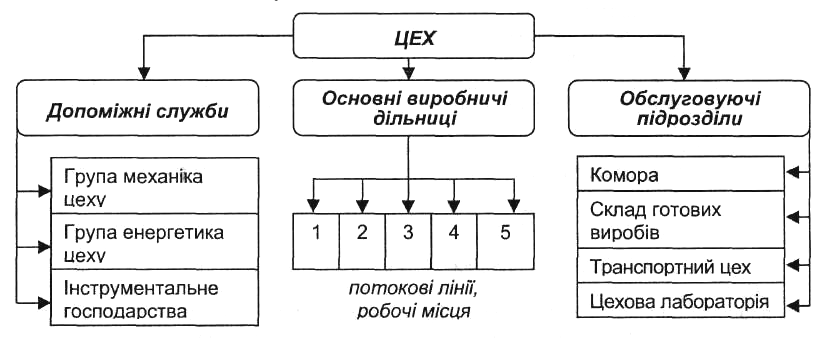
Рис. 12.3. Производственная структура цеха
Определение продолжительности производственного цикла из изготовление продукции необходимое для разработки и обоснование производственной программы предприятия, цехов, участков, а также для определения основных технико-экономических показателей их работы. Продолжительность производственного цикла (Тц) исчисляется по формуле (12.1):
Тц=Трп+Тп, (12.1)
где Трп - время рабочего процесса;
Тп - время перерывов.
На протяжении рабочего периода выполняются технологические операции, содержание которых воспроизведено формулой (12.2):
Трп=Тшк+Тк+Ттр + Тпр, (12.2)
где Тшк- калькуляционный^-калькуляционное-искусственно-калькуляционное время;
Тк-час контрольных операций;
Tтp - время транспортирования предметов работы;
ТПр - время естественных процессов (старение, релаксации, естественного сушения, от стою суспензий в жидкостях и т.п.).
Сумму искусственно-калькуляционного времени, контрольных операций и транспортирование предметов работы называют операционным временами (Топ), ее вычисляют за формулой (12.3):
Топ=Тшк+Тк+Ттр. (12.3)
Время контрольных операций и время транспортирования предметов работы к операционному циклу включенные условно, так как в организационном отношении они не отличаются от технологических операций.
К искусственно-калькуляционному времени (ТШк) входят расходы времени, представленные в формуле (12.4):
Тшк=Топер+Тпз + Тв+Тото, (12.4)
где Топер - оперативное время;
Тпз - приготовительно-заключительное время при обработке партии деталей;
Tе- время на отдых и естественные нужды рабочих;
Той - время организационно-технического обслуживания (получение и сдача инструмента, подготовка рабочего места, смазывание оборудования и т.п.).
Оперативное время (Топер), В свою очередь, состоит из основного (Тосн) и вспомогательного времени (Тд), что воспроизведено формулой (12.5):
Топер = Тосн+ Тд. (12.5)
Основной врем-это непосредственное время обработки детали или выполнение работы.
Вспомогательное время, в свою очередь, состоит из времени установления и снятие детали (сборочной единицы) из оборудование (Твст), времени закрепления и открепление детали в оборудовании (Тзв), времени операционного контроля рабочего (с остановкой оборудования) в ходе операции (ТОк). Он исчисляется по формуле (12.6):
Тд = Твст+Тзв + ТОк. (12.6)
Время перерывов (Тп) обусловленный режимом работы (ТРЕж), межопераційним пролежуванням детали (Тмо), временами перерывов на межремонтное обслуживание и обзор оборудования (Тог) и временами перерывов, связанных с недостатками организации производства (Торг)- Он исчисляется по формуле (12.7):
Тп - Тмо + Треж + Тог + Торг (12.7)
Время межопераційного пролежуваних (Тмо) определяется временами перерывов между выходом партий товара (Тпар), перерывов ожидания (Точ) и перерывов комплектования (Ткп)- Он определяется по формуле (12.8):
Тмо = Тпар + Точ + Ткп (12.8)
Перерыва между выходом партий товара (Тпар) возникают при изготовлении изделий партиями и обусловленные пролежуванням обработанных деталей к истечению изготовления всех деталей в партии на технологической операции.
Перерыва ожидания (Точ) вызванные несогласованной продолжительностью сопредельных операций технологического процесса.
Перерыва комплектования (ТКп) возникают вследствие перехода от одной фазы производственного процесса к другой.
Итак, в общем виде структуру и состав производственного цикла можно представить так, как это приведено на рис. 12.4.
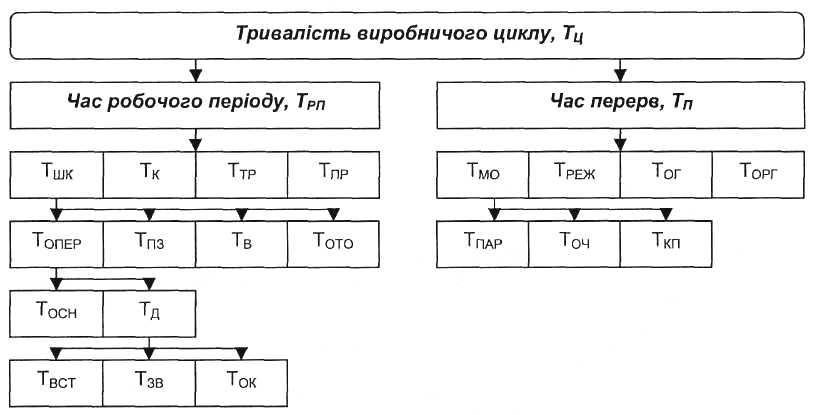
Рис. 12.4. Элементный состав производственного цикла
В серийном производстве изделия изготовляются партиями.
Производственная партия (п) - это группа изделий одинакового наименования и типоразмера, которые запускаются в производство на протяжении определенного периода времени при одинаковом приготовительно-заключительном времени на операцию.
Операционная партия - производственная партия или ее часть, которая поступает на рабочее место для выполнения технологической операции.