

16.13.1 Комбінований позитивний спосіб.
Спочатку виконуються операції свердлення отворів та їх металізація, а після цього травлення міді з пробільних місць. При використанні сухих фоторезистів свердлення отворів та хімічне міднення виконується до нанесення рисунка, при використанні рідких - після нанесення рисунка. Відповідно розрізняють комбінований позитивний - I та комбінований позитивний - II способи. (I - свердлення - рисунок - травлення; II - рисунок - свердлення - травлення).
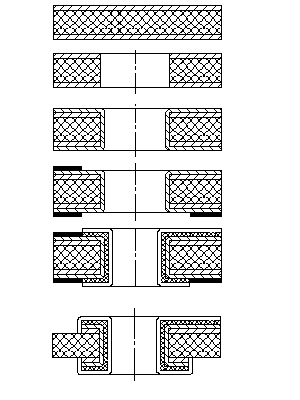
Технологічна послідовність операцій при комбінованому позитивному - I засобі:
1.Виготовлення заготовки та виконання базових отворів.
2.Виконання отворів, що підлягають металізації та їхнє очищення (свердленням, механічна зачистка або електролітичне полірування).
3.Підготовка поверхні, хімічне та попереднє гальванічне міднення (затягання). Далі - аналогічно напівадитивному засобу
4.Підготовка поверхні та формування захисного рисунка.
5.Гальванічне міднення та нанесення захисного покриття (сплав олово-свинець).
6.Вилучення захисного рисунка.
7.Травління міді.
8.Оплавлення захисного покриття.
9.Фінішна
обробка.
Різновиди: без гальванічного попереднього міднення, а тільки хімічна мідь товщиною 5 мкм (тут хімічна - 1 мкм, а після цього гальванічна - до 5 мкм); інколи застосовується фольгований діелектрик товщиною 5 мкм (в цьому випадку зменшується час травлення, бо загальна товщина шару фольги =10... 12 мкм, а не 40... 50 мкм - матеріал "Слофадит").
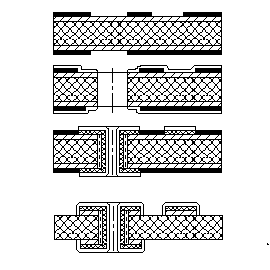
Послідовність операцій при комбінованому позитивному-II засобі:
1.Виготовлення заготовки та виконання базових отворів.
2.Підготовка поверхні та формування захисного рисунка (резисту).
3.Нанесення захисної лакової плівки.
4.Отримання отворів, що підлягають металізації та їхнє очищення.
5.Хімічне міднення.
6.Вилучення лаку.
7.Гальванічне міднення.
8.Нанесення захисного покриття (сплав олово-свинець).
9.Вилучення захисного рисунка (резисту).
10.Травління.
11.Оплавлення.
12.Фінішна
обробка.
До позитивного комбінованого - I та II засобів:
Забезпечують добру адгезію елементів провідного рисунка до діелектрика та збереження електроізоляційних властивостей діелектрика, захищеного під час обробки в хімічних розчинах мідною фольгою. Дозвільна спроможність засобу декілька нижче, ніж хімічного, що пояснюється великим боковим підтравлюванням та розрощуванням (збільшенням перетину) елементів схеми, характер якого залежить від товщини захисного шару фарби або фоторезисту, нанесеного перед металізацією. Якщо застосовують сітко графічну фарбу товщиною 5 - 7 мкм, то в процесі гальванічного осадження міді та захисного покриття відбувається розрощування елементів схеми. При використанні сухого фоторезисту товщиною 40... 60 мкм розрощування міді не відбувається.
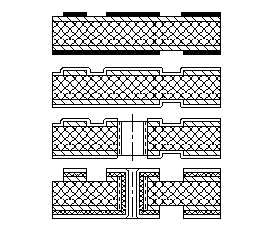
16.13.2 Комбінований негативний спосіб
Послідовність операцій:
1.Виготовлення заготовки, виконання базових отворів, підготовка поверхні.
2.Формування захисного рисунка.
3.Травління.
4.Вилучення захисного рисунка.
5.Нанесення захисної лакової плівки.
6.Виконання отворів (свердлення), що підлягають металізації.
7.Підготовка поверхні та хімічне міднення.
8.Вилучення лакової плівки.
9.Гальванічне міднення.
10.Нанесення сплаву олово-свинець.
11. Оплавлення сплаву олово-свинець.
12.Фінішна обробка.
При негативному комбінованому засобі , зважаючи на те, що мідь витравлюється спочатку, діелектрик наражається на вплив гальванічних розчинів та складів, наприклад, при покритті сплавом олово-свинець (HCl). За цією причиною опір ізоляції готових ДП в 10 раз нижче, ніж при позитивному процесі.