

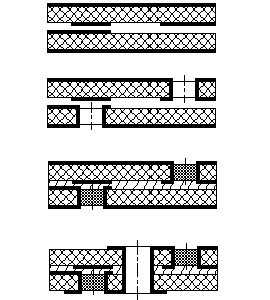
16.14.2 Спосіб попарного пресування
Використовуються заготовки з двостороннього фольгованого діелектрика, на яких виконують металізовані отвори.
Послідовність операцій:
1.Виготовлення заготовки, формування провідного рисунка на внутрішніх шарах (хімічним способом).
2.Виконання отворів та їх металізація.
3.Пресування (при цьому отвори заповнюються зв'язуючим матеріалом).
4.Свердлення
та металізація наскрізних отворів,
отримання провідного рисунка на зовнішніх
шарах.
Багато показників співпадають з показниками засобу металізації - технологічність, спроможність до автоматизації. Відзнаки: зниження ремонтопридатності, зменшення оптимальної кількості шарів (4).
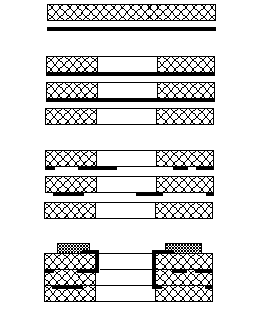
16.14.3 Спосіб шарового нарощування.
Цей спосіб формує багатошарову структуру не зі заздалегідь підготовлених шарів, а в безперервному процесі з провідних матеріалів та ізоляційних матеріалів , що чергуються.
1.Виготовлення ізоляційної заготовки (підложки)
2.Нанесення провідного шару.
3.Отримання провідного рисунка.
4.Нанесення ізоляційного шару зі заздалегідь створеними в ньому отворами.
5.Нанесення провідного шару та отримання провідного рисунка.
6.Нанесення ізоляційного шару.
7.Нанесення
провідного шару та формування рисунка
зовнішнього шару.

Достоїнства: висока надійність міжшарових з'єднань (найвисока у порівнянні з іншими засобами), велика гнучкість при зміні схеми, незначні витрати на обладнання.
Недоліки: спосіб не сумісний з технологією ОДП та ДДП, низька ремонтопридатність, велика трудомісткість (неможливість паралельного виготовлення шарів), на БДП можна встановлювати елементи тільки з планарними виводами. Оптимальна кількість шарів - 5.
В наведеному прикладі як підложка використовується керамічний матеріал (Al2О3, BeО2). Ізоляційні суміші та провідні суміші наносять за допомогою трафаретного друку й після цього впалюють. В іншому випадку провідний шар наносять за допомогою адитивної технології. Існують способи, при яких шари наносять шляхом розпилення (вакуумні способи).
На керамічну підложку шари можна наносити з обох сторін.
Існує різновид засобу, згідно з яким заготовка виготовляється зі склотканини (4-9 листів) з напресованим шаром фольги, а останній шар діелектрика, що наноситься виконує роль захисного шару.
16.14.4 Спосіб виводів ,що виступають.
Міжшарові з'єднання утворюються за рахунок виводів, виконаних з кожного печатного шару та що проходять скрізь отвір у діелектричних міжшарових прокладках. Виводи відгинаються на зовнішню сторону готової ДП.
Послідовність операцій:
1.Виготовлення заготовки з склотканини та фольги.
2.Виконання отворів в склотканині у місцях майбутніх міжшарових з'єднань; склеювання (пресування) склотканини з фольгою.
3.Отримання провідного рисунка на кожному шарі.
4.Склеювання
(пресування) шарів БДП, відгинання
виводів, що виступають з шарів.
 Достоїнства
:
Достоїнства
:
1.Простота засобу.
2.Оптимальне число шарів БДП - 10. Недоліки :
1.Висока трудомісткість.
2.Складність автоматизації процесу.
3.Ускладнена можливість розміщення елементів зі Штирьовими виводами.
4.Невисока щільність монтажу.