

9. Технологическая последовательность основных этапов ремонта механизма

При всех вариантах организации ремонта должна быть выдержана следующая очередность: 1) подготовка к ремонту; 2) разборка механизма с проведением необходимых замеров; 3) очистка и мойка деталей; 4) осмотр деталей и выявление дефектов; 5) обработка результатов замеров иуточнение объема ремонта; 6) ремонт изношенных деталей; 7) сборка механизма с пригонкой деталей и проведением необходимых контрольных замеров; 8) испытание готового механизма.
9.1 Подготовка к ремонту и организация рабочего места
В подготовке к ремонту участвуют как администрация судна в лице старшего механика, отвечающего за механическую часть, так и завод в лице производителя работ и руководителей механосборочного цеха. Старший механик обязан своевременно представить ремонтную ведомость на все ремонтируемые механизмы, уточнив необходимый объем «нулевого» этапа.
Источником для составления ведомости являются: формуляры, отражающие техническое состояние механизма; журнал ремонтных работ; акты инспекторских осмотров; акты и предписания органов надзора, а также нормативные материалы. Чтобы ремонтная ведомость полно отражала требуемый объем работ, готовить ее следует в течение всего периода эксплуатации.
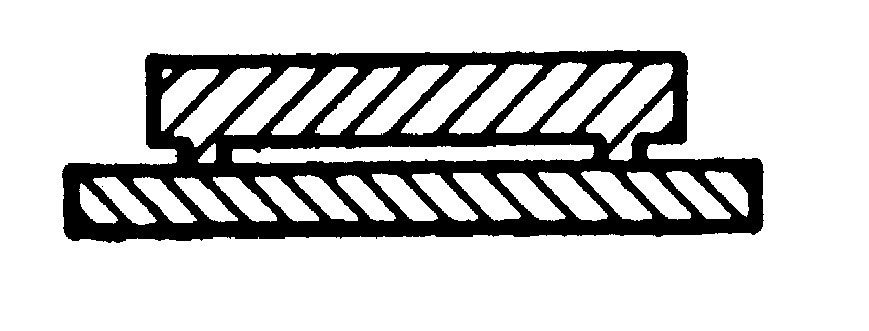
Определение величины масляных зазоров в головном и мотылевом соединениях без разборки дизеля
Установить
неподвижно индикаторы на шатуне, как
показано на рисунке, и отрегулировать
положение стрелки на 0. При помощи талей
переместить поршень до отказа и верхнему
индикатору определить величину масляного
зазора
![]() ;
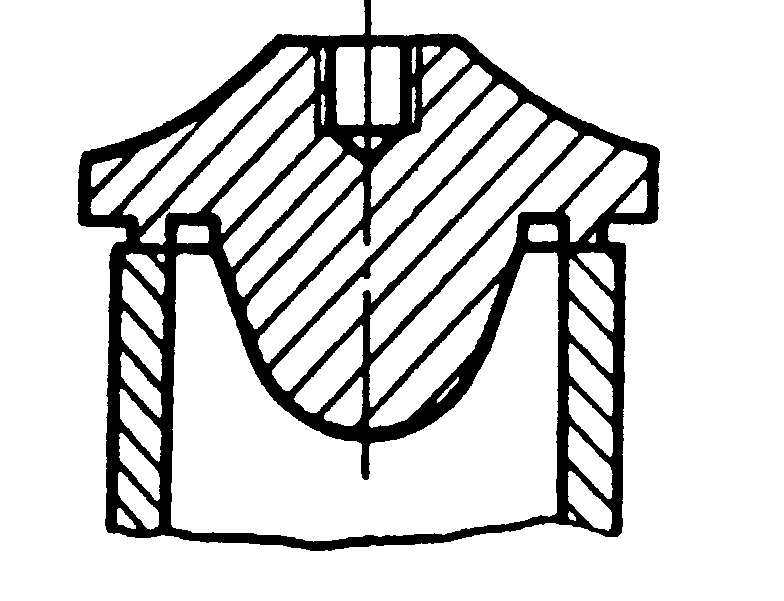
затем переместить до отказа шатун и по
нижнему индикатору определить величину
масляного зазора
;
затем переместить до отказа шатун и по
нижнему индикатору определить величину
масляного зазора![]() .
Для определения характера износа замер
производить в трех положениях поршня:
в верхней мертвой точке (в.м.т.) и при
повороте на 900С
вправо и влево.
.
Для определения характера износа замер
производить в трех положениях поршня:
в верхней мертвой точке (в.м.т.) и при
повороте на 900С
вправо и влево.
Перед постановкой судна в ремонт судовая команда должна: удалить воду, масло, топливо из всех механизмов; снять приборы теплового контроля и автоматики; произвести наружную очистку и протирку механизмов или узлов, подлежащих ремонту; продуть, освободить от воды, масла и топлива трубопроводы, намеченные к ремонту.
Представители завода обязаны: подробно ознакомиться с ремонтируемым объектом по имеющимся фирменным инструкциям, чертежам, ремонтным ведомостям и непосредственно на месте;
Уточнить наличие специального фирменного инструмента и приспособлений, предусмотренных для демонтажа и монтажа механизма;
Составить, руководствуясь имеющимися инструкциями, технологию разборки и сборки механизма, включая проектирование и заказ отсутствующего инструмента и оборудования, необходимого для проведения работ;
Предусмотреть при составлении технологии меры, обеспечивающие чистоту рабочего места, безопасность работы, а также противопожарные мероприятия.
9.2 Штанген-инструменты

Рисунок 1 - Шкалы нониусов штанген инструментов (а иб), штангенциркули типа ШЦ-1 (в) и ШЦ-II (г), штангенрейсмус (д), штангенглубиномер (е).
9.3 Микрометрические приборы (инструменты)
Характеристика микрометрических приборов с ценой деления 0,01 мм.
|
Тип |
Диапазон измерений, мм |
Погрешность ,мкм | |
|
Класс точности | |||
|
1 |
2 | ||
|
Микрометры по ГОСТ 6507-78 (СТ СЭВ 344-76, СТ СЭВ 352-76) | |||
|
МК (гладкие) |
0-25; 25-50; 50-75; 75-100; 100-125; 125-150; 150-175; 175-200; 200-225; 225—250; 250-275; 275-300; 300-400; 400-500; 500-600; 500-600 |
2 2,5 3 4 5 6 |
4 4 5 6 8 10 |
|
Микрометрические глубинометры по ГОСТ 7470-78 | |||
|
ГМ |
0-25 25-50 |
2 3 |
4 4 |
|
ГМ |
50-100 100150 |
3 4 |
5 6 |
|
|
|
|
|

Рисунок 2 - Микрометр гладкий типа МК (а): примеры отсчета по шкалам микрометра (б и в), измерение микрометром (г), микрометрический нутрометр (д), удлинитель (е), настройка нутрометра на размер (ж).

Рисунок 3 - Индикатор часового типа (а) и его устройство (б; примеры измерения отклонений от прямолинейности (в), параллельности (г), круглости (д),
параллельности оси относительно плоскости (е),перпендикулярности осей (ж).

Рисунок 4 - Индикаторный нутрометр
Нутромер в измеряемое отверстие вводится осторожно при отжатом центрирующем мостике. Придавая нутромеру положения, показанные на рис. 6 пунктиром (индикатор часового типа условно повернут на 90°), находят наибольшее отклонение стрелки индикатора часового типа и производят отсчет, при этом отклонение берется со знаком «минус», если стрелка индикатора переместилась вправо от нуля (действительный, т. е. фактический размер меньше номинального или установочного), и со знаком «плюс», если стрелка не дошла до нулевой отметки (действительный размер больше номинального).

Рисунок 5 - калибр-скоба (а), конструкции скоб, односторонняя листовая (б),
двусторонняя листовая (в), литая (г), регулируемая (д)

Рисунок 6 - Тали: а - рычажные; б - шестеренные; в - червячные
Системы трубопроводов (механические системы) современного судна чрезвычайно разнообразны и развиты. Доля затрат на их обслуживание и ремонт на некоторых судах составляет 20–50% от затрат на ремонт и техническое обслуживание всего судна.
Трубопроводы изготавливаются из различных материалов, но в основном из металлов (таблица 1). После изготовления или ремонта они подвергаются гидравлическим испытаниям (таблица 23).
Размеры труб применяемых в судовых системах занимают большой диапазон: от 6 мм и до 750 мм и больше (таблица 4)
Штуцерные соединения. По конструктивному признаку штуцерные соединения подразделяются на три основные группы: штуцерно-торцевые; штуцерные соединения по внутреннему конусу; штуцерные соединения по наружному конусу.
Подвижные уплотнительные устройства. По типу уплотнительного элемента различают следующие подвижные уплотнительные устройства: резиновые кольца круглого сечения; сальниковые набивки; манжеты; сильфоны; щелевые уплотнения; мембраны; поршневые кольца.
Уплотнительные устройства периодического действия. Под уплотнительным устройствам периодического действия (узлом затвора) понимают контактное уплотнение, образуемое из двух уплотняемых деталей (уплотнительного кольца тарелки, клина и т.д. и уплотнительного кольца и т.д. и уплотнительного кольца седла, корпуса арматуры)
В зависимости от физико-механических характеристик транспортируемой среды (рабочего давления, температуры, агрессивности и др.) уплотнительные кольца узла затвора изготовляют из различных материалов. По типу материала уплотнительные кольца, применяемые в узлах затвора, подразделяют на металлические и мягкие, по конструкции – на плоские, конусные и ножевые. Физические свойства и условия обеспечения герметичности уплотнительных элементов будут рассмотрены отдельно для каждой группы уплотнительных устройств.
Материал труб для систем
Таблица 1
|
Трубы |
Материал
|
|
Бесшовные и электросварные из углеродистой стали |
Сталь 10; 20 |
|
Бесшовные из низколегированной стали |
15 ХМ |
|
Из коррозионно-стойких сталей |
08Х18Н10Т
|
|
Стальные водогазопроводные (черные и оцинкованные) |
Ст. 3сп |
|
Медные бесшовные (тянутые и холоднокатные) |
М3р |
|
Медно-никелевые бесшовные |
МНЖ54-1
|
|
Латунные (тянутые и холоднотянутые) |
Л63, ЛАМШ77-2-,06 |
|
Бесшовные из алюминия и алюминиевых сплавов |
АЛ1; Амг2; Амг3; Амг5В |
|
Бесшовные биметаллические (сталь + медь) |
Сталь 10 + М3р; 12ХН3А + М3р |
|
Титановые |
1М; 7М; 3В
|
|
Футерованные пластмассами |
Сталь 10 + П404-А; сталь 20+П203-18 |
|
Полиэтиленовые |
П400-0; П2003К; П2006Т-Ш
|
Нормы пробных гидравлических давлений, МПа
Таблица 2
|
Трубопроводы и системы |
Для судов, строящихся по правилам | |||
|
Морского регистра |
Речного регистра | |||
|
Трубопроводы: свежего пара и продувания отработавшего пара, парового отопления |
1,5p + 0,35 1,25р | |||
|
Перекачивающие, пресной воды, обогревания цистерн |
2р |
2р (не менее 0,8) | ||
|
Наливные и приемные перекачивающие |
0,4 |
2р | ||
|
Напорные перекачивающие |
1,25р |
2р | ||
|
Циркуляционные ГТЗА |
2р (не менее 0,4) |
- | ||
Нормы пробных гидравлических давлений, МПа
Таблица 3
|
Трубопроводы и системы |
Для судов строящихся по правилам | |
|
Морского Регистра |
Речного регистра | |
|
Системы : мытьевой, питьевой и забортной воды; водоотливная, осушительная, креновая, дифферентная, балластная, затопления, охлаждения пресной и забортной водой; конденсатные и приемные питательных насосов, приемные топливные |
1,25р |
1,25р |
|
сточные и шпигатов открытых палуб |
Наливом |
Не менее 0,4 |
|
топливные напорные |
2р |
2р |
|
Примечание: р- рабочее давление | ||
Диаметры и условные проходы труб
Таблица 4
|
Условный проход, мм |
Наружный диаметр |
труб,мм | |
|
стальных |
медных |
| |
|
3 |
6 |
6 | |
|
6 |
10 |
9; 12; 14 | |
|
10 (3/8 ) |
14 |
14; 15; 16 | |
|
15 ( ½) |
17; 22 |
18; 22 | |
|
20 (3/4) |
25; 28 |
24 | |
|
25 (1 ) |
32 |
28; 32 | |
|
32 (1 ¼) |
38; 40 |
35; 36: 38; 40 |
|
40 (1 ½) |
45 |
45; 46 |
|
50 (2 ) |
57 |
55; 60 |
|
60 |
70 |
65; 70 |
|
70 (2 ½) |
76 |
75; 80 |
|
80 (3 ) |
89 |
85,90 |
|
100 |
108; 114 |
105; 110 |
|
125 |
133; 140 |
130; 135 |
|
150 |
159; 168 |
155; 160 |
|
175 |
194 |
181; 185 |
|
200 |
219; 245 |
206; 210 |
Прокладки для соединений систем
Таблица 5
|
Материал |
Параметры среды (не более) |
Рабочая среда | |
|
Температура, К |
Давление, МН/м | ||
|
Паранит |
723 |
5 |
Вода, воздух, пар, аммиак, выпускные газы, растворы кислот, солей, щелочей |
|
Резина |
273 - 373 |
1,6 |
Вода, масло, бензин, топливо, растворы кислот, щелочей, солей |
|
Фторопласт |
213 - 523 |
6,4 |
Вода, воздух, кислоты, щелочи
|
|
Фибра листовая |
373 |
8 |
Воздух, инертные газы, бензин, керосин, масло, кислород, углекислота |
|
Медь (М3, М1) |
523 |
20 |
Воздух, пар, дизельное топливо, нефть, масло, фреон, углекислота |
|
Сталь 05кп; 08кп; 35ХМЮА |
743 |
6,4 |
Перегретый и насыщенный пар |
|
Кожа |
30 |
1 |
Вода, масло, воздух, инертные газы, бензин |
|
Примечание. Прокладки из меди перед установкой необходимо отжечь при температуре 823 – 973 К с последующим охлаждением в воде
| |||

Рисунок 7 - Соединения труб: а - фланцевое; б - штуцерное; в - муфтовое; г - рукавное;
д – неразъемное
Таблица 6
|
Условный проход, мм |
Наружный диаметр труб, мм | |
|
стальных |
медных | |
|
250 |
273; 290 |
258; 260 |
|
300 |
325; 351 |
307; 310 |
|
350 |
377 |
357; 310 |
|
400 |
426 |
- |
|
Примечание. В скобках указан диаметр резьбы Водопроводных Труб в дюймах. | ||
Классификация уплотнительных устройств
Уплотнительные устройства можно разделить на следующие группы:
По степени герметичности (плотности) – абсолютно герметичные ( плотные) соединения, через которые не допускается протечка газа или жидкости, и соединения, через которые допускается протечка некоторого количества газа или жидкости;
По характеру действия – неподвижные уплотнительные устройства (фланцевые, штуцерные и др.); подвижные уплотнительные устройства (уплотнения шпинделей, поршней и др.); уплотнительные устройства периодического действия, узлы затворов (уплотнение тарелки и седла судовой арматуры).
Неподвижные уплотнительные устройства. По конструктивному признаку неподвижные уплотнительные устройства можно разделить на фланцевые, штуцерные, бугельные и муфтовые.
Фланцевые соединения. Все существующие фланцевые соединения
Разделяют по конструкции затворов и по способу присоединения.
По конструктивному признаку фланцевые соединения условно делятся на три группы: защищенные (шип – паз), полузащищенные (выступ – впадина) и незащищенные (плоские). Это деление основано на степени защищенности прокладки от воздействия усилий, создаваемых давлением рабочей среды.
По способу присоединения к трубам и корпусу арматуры различают следующие фланцевые соединения: жесткие крепления, в которых кольцевая часть изготовлена заодно с цилиндрической; приварные; свободно сидящие (на приварном кольце или отбортованной трубе и навертные).
Фасонные части – детали, предназначенные для разветвления линии трубопроводов, измерения направления движения рабочей среды и обеспечения непроницаемости судовых конструкций.
К основным фасонным частям относятся отводы (колена), угольники, тройники, четверники, кресты, стаканы, полустаканы, наклепыши, приварыши,вварыши, патрубки (переходные, распределительные, амортизационные) и отростки.
В состав трубопроводов включают компенсаторы для устранения деформаций при нагреве и амортизации динамических и вибрационных нагрузок. Компенсаторы делят на трубчатые, линзовые, сильфонные и сальниковые.
Крепления труб к корпусным конструкциям и между собой осуществляется с помощью опор и подвесок. Опоры бывают неподвижные и подвижные, а подвески - жесткие, пружинные и талрепные.
Трубопроводной арматурой (таблица 7) называют различные устройства и изделия, предназначенные для управления движением, распределением и регулированием транспортируемой средой (газ, жидкость).
К клапанной арматуре относят:
клапаны запорные, невозвратные, невозвратно-запорные, дыхательные, предохранительные, дроссельные, редукционные, перепускные, манометровые;
рожки;
коробки клапанные;
кингстоны;
краны, задвижки, захлопки, заслонки;
головки водогазонепроницаемые, грибовидные и запорные.
Классификация трубопроводной арматуры
Таблица 7
|
Тип классификации |
Наименование арматуры |
|
По запирающему элементу |
Клапанная, краны, задвижки, захлопки, заслонки, золотниковая |
|
По способу соединения |
Фланцевая, хомутовая, щтуцерная, рукавная, цапковая, муфтовая, приварная |
|
По конструкции корпуса |
Приходная, угловая, трехходовая,многоходовая |
|
По способу уплотнения штока (см. таблица 7) |
Сальниковая, бессальниковая с самоуправлением и герметизацией |
Продолжение таблицы 7
|
По типу привода |
С ручным, паро-,гидро-, пневмо-,электро-, и электромагнитным приводом |
Уплотнительные набивки
Таблица 7а
|
Набивка |
Рабочая среда |
Параметры |
среды |
|
Давление МПа (кгс/см ) |
Температура , К ( С ) | ||
|
Бумажная: Сухая пропитанная |
Пресная вода Масло, вода морская, топливо, воздух |
0,6 (6) 2,5 (25) |
До 333 (60) |
|
Асбестовая: Пропитанная |
Пар, горячая вода |
4 (40) |
До 333 (60) |
|
Сухая, прографиченная |
Пар |
3,2 (32) |
573-673 (300-400) |
|
Асбестопроволочная |
Выпускные газы |
10 (100) |
573-673 (300-400) |
Краны бывают проходные, трехходовые, расходные, пробные, манометровые и манипуляторы.
Задвижки делят на клинкетные и шиберные, захлопки – на водогазонепроницаемые, противопожарные и путевые, заслонки – на дроссельные, жидкостные и вентиляционные.
К прочим изделиям относят:
грязевые коробки для грубой очистки топлива, масла и воды от механических примесей;
решетки (приемная и сточная) и сетки для защиты приемных трубопроводов и механизмов от засорения;
колонки указательные, гуськи воздушные, втулки (наливная и измерительная), воронки, ключи, пробки и т.д.
В процессе ремонта арматуры наиболее распространенной операцией является притирка (таблица 8)
Последовательность операции притирки деталей
Таблица 8
|
Эскиз притирки |
Наименование операции и оборудования |
|
Форма поверхности |
|
|
Предварительная и чистовая притирка уплотнительных поверхностей корпусов на притирочном станке. |
6-32 |
Плоская |
|
|
Предварительная и чистовая притирка уплотнительной поверхности тарелок, дисков на притирочных станках. |
20-500 |
Плоская |
|
|
Предварительная и чистовая притирка уплотнительной поверхности тарелок, дисков на притирочных. станках.
|
175 |
Плоская |
|
|
Предварительная и чистовая притирка уплотнительной поверхности тарелок, дисков на притирочных. столах. |
20-125 20-175
|
Плоская |




Продолжение таблицы 8
|
|
Предварительная и чистовая притирка уплотнительной поверхности тарелок ручным способом.. |
- |
Плоская |
|
|
Предварительная и чистовая притирка уплотнительной поверхности тарелок на притирочном столе. |
6-32 |
Плоская |
|
|
Доводка уплотнительной поверхности корпусов штуцерной арматуры ручным способом. |
6-32 |
Плоская |
|
|
Доводка уплотнительной поверхности корпусов вручную |
20-500 |
Плоская |
|
|
Доводка уплотнительной поверхности тарелок |
20-500 |
Плоская |



Для арматуры дистанционного управления притирка состоит из трех операций: предварительной, чистовой и доводки.
Притирку арматуры с ручным управлением производят за две операции: предварительную и чистовую. Для каждой операции применяют отдельный притир. После каждой операции и периодически в процессе притирки для контроля шероховатости поверхностей притирочную пасту следует удалять хлопчатобумажной салфеткой, смоченной в уайт-спирите. Для получения зеркальной поверхности после притирки или доводки необходимо дополнительно притереть поверхность чистым притиром.
Притиры изготовляются из следующих материалов: серого чугуна марок СЧ 15-32 и СЧ 16-38 перлитной и перлитно-ферритной структуры твердостью НВ 120-190, а также медь, бронза, зеркальное стекло толщиной 2 см и др.
Притиры для доводки изготавливаются из стеллита или зеркального стекла. Рабочая поверхность притира для грубой (черновой) притирки имеет шероховатость 1,25-0,63; это достигается токарной обработкой, шлифованием.
Трубы малых диаметров
Для транспортирования различных жидких и газообразных сред с большими значениями условных давлений применяют, как правило, трубы малых диаметров. Изготовление таких труб осуществляется на специализированных участках монтажного цеха.
Прокладка трассы трубопроводов производится согласно монтажному чертежу или схеме. При пробивке трассы на судне положение труб должно строго соответствовать чертежному. Все технические требования, указанные в руководящей технической документации (чертежи, ГОСТы, ОСТы, нормали и др.), должны быть соблюдены. Трассы трубопроводов необходимо прокладывать ярусами вдоль продольных и поперечных переборок по наиболее короткому пути с максимально возможным количеством прямых труб и минимальным количеством соединений. Радиусы гнутых труб унифицированы:
наружный
диаметр трубы,
мм 14 18 22 24 28 32 36 38 42 45 50 55 57
радиус погиба,
мм 35 45 55 70 70 70 100 100 120 120 140 160 160
Прокладываемая трасса трубопровода должна обеспечивать свободный доступ к механизмам и арматуре для обслуживания и демонтажа. Как правило, трубы малых диаметров (менее 57 мм) прокладывают после труб больших диаметров.
Шаблоны для последующей гибки трубы и установки на ней ответвительной арматуры изготовляют из стальной проволоки диаметром 6 –8 мм. Гибку шаблонов производят вручную или с помощью простейшей оснастки. При этом необходимо:
изучить монтажный чертеж системы;
ознакомиться с помещением судна, по которому пройдет трассы системы;
подготовить проволоку для изготовления шаблонов;
изготовить погибы шаблонов по осям или образующим труб в соответствии с унифицированными радиусами;
чередовать погибы труб с прямыми участками между ними, которые должны быть не менее 1,5 –2 диаметров трубы;
не допускать соединения труб над оборудованием (особенно электрическим), приборами и др.;
выдерживать все зазоры между трубой и корпусными конструкциями, механизмами или другими трубами, особенно имеющими тепловую изоляцию.
При получении труб со склада следует обращать внимание на соответствие сертификатных данных требованиям ГОСТов, ОСТов, ТУ и другой документации, фактических отклонений по наружному диаметру и толщине стенки трубы допускаемым техническими условиями или стандартами на эти трубы, а также на качество наружной и внутренней поверхностей труб. Трубы должны быть очищены, расконсервированы и термообработаны.
Перед гибкой отрезают трубу заданного размера, размечают начало и конец погибов, места приварки отростков или ответвительной арматуры. При разметке труб следует соблюдать следующие нормы припусков:
на зажим трубы в трубогибочном станке – 1,0 – 1,5 наружного диаметра;
на резку – 3 – 5 мм;
на пригонку (забойной) трубы – 20 – 50 мм.
Гибку труб производят, как правило, холодным способом на трубогибочных станках. Следует обращать внимание на строгое соответствие оси (образующей) изгибаемой трубы шаблону. Зазор между шаблоном и трубой, а также отклонение шаблона от оси трубы наружным диаметром до 57 мм не должен превышать 5 мм.
После гибки трубы поступают на механическую обработку – вырезание отверстий под отростки и ответвительную арматуру, раздачу, обжатие или отбортовку концов труб для установки соединений или концевой арматуры, разделку и зачистку концов труб под сварку. Сварку и пайку труб выполняют вручную, сварными полуавтоматами или автоматами.
На водогазопроводных трубах нарезают резьбу для последующего монтажа (таблица 9).
Длина резьбы на трубах
Таблица 9
|
Наружный диаметр труб |
Наружный диаметр резьбы, мм |
Длина резьбы, Мм, при соединении | |||||
|
дюймы |
мм |
С чугунной муфтой |
Со стальной муфтой |
С угольником, тройником | |||
|
|
|
|
|
| |||
|
⅜ |
17 |
16,7 |
15 |
45 |
12 |
35 |
8 |
|
½ |
21,2 |
20,9 |
18 |
50 |
14 |
40 |
9 |
|
¾ |
26,7 |
26,4 |
20 |
55 |
16 |
45 |
11 |
|
1 |
33,5 |
33,2 |
23 |
60 |
18 |
50 |
11 |
|
Продолжение таблицы |
42,2 |
41,9 |
25 |
65 |
20 |
55 |
13 |
|
1½ |
48 |
47,8 |
28 |
75 |
22 |
60 |
15 |
|
2 |
60 |
59,6 |
33 |
85 |
24 |
65 |
17 |
|
2½ |
75,5 |
75,2 |
37 |
95 |
27 |
75 |
20 |
|
3 |
88,5 |
87,9 |
40 |
105 |
30 |
85 |
22 |
Трубы для ответственных систем или сложной конфигурации после гибки направляют на судно, где их пригоняют с целью окончательного определения возможности их монтажа.
При необходимости производят подгибку труб на месте.
После сварки (пайки) трубы подвергают повторной обработке с целью снятия наплывов в районе сварного шва. Перед гидравлическими испытаниями на прочность проверяют качество выполнения промежуточных операций (гибка, обработка отростков, сварка).
При испытании труб на прочность давление должно строго соответствовать указанному в монтажном чертеже системы или в детальном чертеже трубы. После испытаний трубы продувают сжатым воздухом для удаления воды и на их концах устанавливают технологические (временные) заглушки.
Заключительные операции – очистку, грунтование, окрашивание и изоляцию труб – выполняют с целью защиты труб от коррозии.
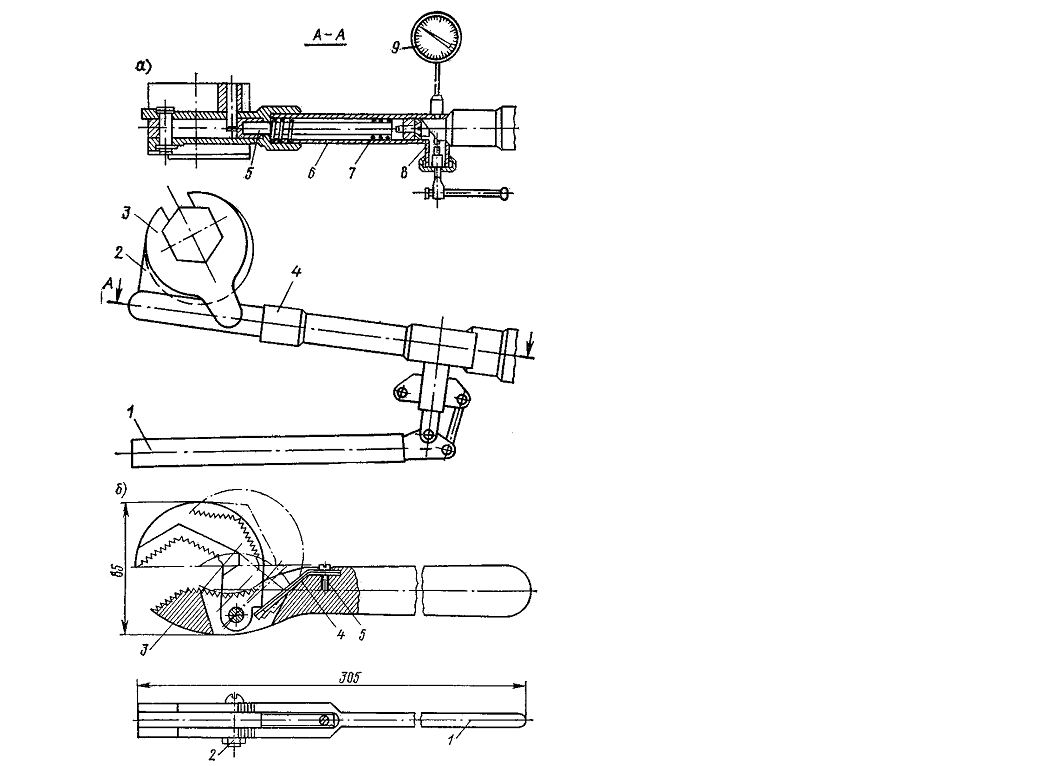
Рисунок 8 - Ключи для монтажа труб со штуцерными (а) и резьбовыми (б) соединениями