

20070109_gaydamaka_kl
.pdfМІНІСТЕРСТВО ОСВІТИ І НАУКИ УКРАЇНИ Київський національний університет технологій та дизайну
ОСНОВИ ТЕХНОЛОГІЇ ВИРОБІВ ЗАДАНОЇ ФОРМИ
Конспект лекцій
Для студентів напрямку 6.0918 «Легка промисловість» спеціальності 7.091803 «Технологія і дизайн тканин і трикотажу»
КИЇВ КНУТД 2006
1
УДК 677.025
Основи технології виробів заданої форми : Конспект лекцій для студентів напрямку 6.0918 «Легка промисловість», спеціальності 7.091803 «Технологія і дизайн тканин і трикотажу»/ упор. Гайдамака В.К.
Упорядники: Гайдамака В.К. доц., к.т.н.
2
Література:
1.Шалов Технология трикотажного производства
2.Далидович Рабочие процессы трикотажных машин
3.Гензер Технология и оборудование котонного производства
4.Гонтаренко Одинарные котонные машины для производства верхнего трикотажа
5.Шляхова Новое оборудование перчаточного производства
6.Присяжнюк Наладка и эксплуатация плосковязальных трикотажных машин
7.Антонов Круглые чулочно-носочные автоматы
8.Кудрявин Лабораторный практикум по технологии трикотажного производства
9.Ровинская Чулочно-носочные изделия. Справочник
10.Кудрявин Основы технологии трикотажного производства
11.Богданович Технология вязания бесшовных чулок
12.Шалов Машины и технология круглочулочного производства
13.Симек Кругловязальные машины для полурегулярных изделий
14.Колесникова Вязальное оборудование трикотажных фабрик
Лекції 1,2,3. Способи виготовлення трикотажних виробів. Групи та види виробів заданої форми. Прийоми, які використовуються для виготовлення виробів заданої форми.
До виробів заданої форми відносяться панчішно-шкарпеткові вироби, деталі та вироби верхнього трикотажу, купони, рукавичні вироби та види технічного та медичного призначення.
Форма виробів заданої форми досягається безпосередньо при в’язанні або після в’язання необхідні незначні додаткові операції (зшивання окремих деталей чи формування). До виробів заданої форми відносяться: панчішно-шкарпеткові вироби, рукавичні вироби, вироби верхнього трикотажу, в’язання купонів, спортивні шапки, берети, платки, шарфи, вироби технічного та медичного призначення.
Способи виготовлення трикотажних виробів
Розрізняють 3 способи виготовлення трикотажних виробів:
-розкрійний;
-напіврегулярний;
-регулярний.
3
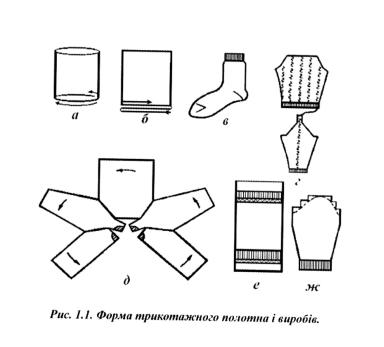
При розкрійному способі полотно плоскої чи трубчатої форми (рис. 1.1,б), розкроюють по лекалам і зшивають на швейних машинах, надаючи виробам заданої форми. На сучасних підприємствах використовують комп'ютерні технології для цих процесів. До переваг розкрійного способу відносяться: можливість виготовити вироби любої форми, спосіб не впливає на процес в'язання, і як результат можна максимально використати продуктивність машини, обробка полотна можлива безкінечної довжини, що дає можливість максимально використати продуктивність обладнання.
До недоліків розкрійного способу відносяться: великі відходи трикотажу досягають 15-25%, розкрій та пошив виробу вимагає додаткових затрат на швейне та розкрійне обладнання і додаткових виробничих площ (1 в’язальниця виготовляє таку кількість полотна, що для обробки необхідно 8-10 робітниць).
Враховуючи недоліки та переваги , даний спосіб доцільно використовувати при в'язанні полотна на високопродуктивних круглов'язальних машинах з недорогої сировини.
Напіврегулярним способом називають спосіб, при якому в’яжуться купони трубчатої або плоскої форми заданої довжини, які по форми близькі до форми виробу.
Купони в'яжуться на круглих та плоских двохфонтурних машинах.
Купон (рис. 1.1е)складається з пояса і стана, і в’яжеться у вигляді безперервної стрічки з перехідними рядами.
Для запобігання розпуску після розділення купонів в'яжуться закріплюючі ряди 3.1 (пресовими переплетеннями, трубчатою гладдю, валиком). Роздільні ряди мають петельну структуру гладі.
Якщо ширина купона дорівнює ширині виробу, то виріб виготовляють без бокових швів. Пояс в’яжеться ластичним переплетенням.
При в'язанні купонів необхідно забезпечити автоматичний режим: в’язання початкових рядів; переключення машини на в’язання різних переплетень; визначення числа рядів купона;
зміну щільності в'язання при зміні переплетення.
Переваги даного способу
1.В купонах нижній край виробу (пояс, манжети) не підшиваються.
2.Можливість в’язання пояса різними переплетеннями.
3.Відходи полотна нижче порівняно з розкрійним знижуються на 2-5%.
4.Менші затрати на розкрій та пошив на 10 – 12%.
Недоліки:
1.Нижче продуктивності (при переключенні на в’язання перехідних рядів швидкість в’язання знижується).
2.Ускладнення конструкції машини, що також веде до зниження продуктивності машини.
При регулярному способі в’яжуться деталі або вироби закінченої форми (рис 1.1 в, г, д, ж). Вироби, які виготовлені регулярним способом можна розділити на дві групи:
-деталі виробів заданого контуру (рукав, спинка, полочка);
-суцільнов’язані вироби (панчішно-шкарпеткові вироби, рукавичні вироби та вироби верхнього трикотажу).
Для даного способу характерно найбільш економне використання сировини (відходи складають 3-5%). Основним недоліком зниження продуктивності машини. Це викликано зменшенням швидкості в'язання при в'язанні початкових рядів та зміні ширини в'язання.
Контурами І є деталі виробів верхнього трикотажу (рукав, спинка, полочка...)
4
ГРУПИ ТА ВИДИ ВИРОБІВ ЗАДАНОЇ ФОРМИ
5
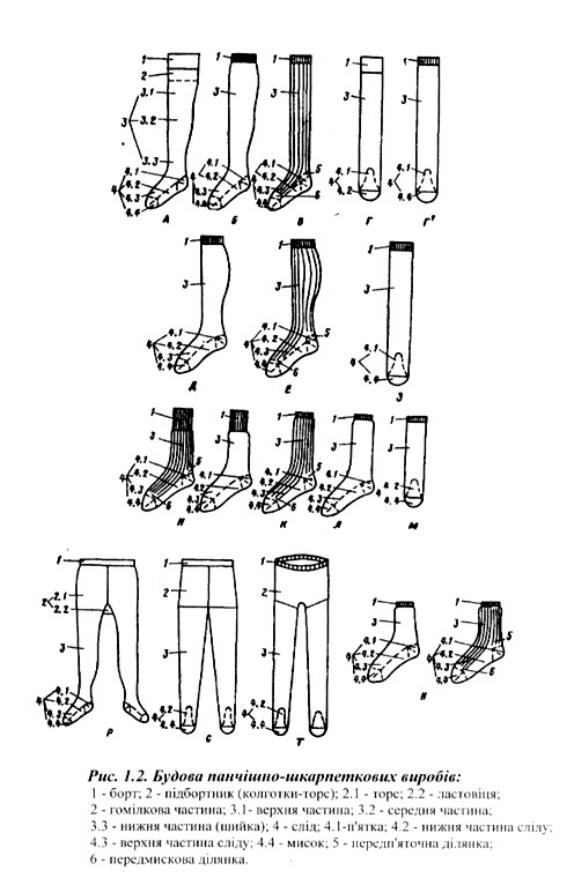
Панчішно-шкарпеткові вироби (рис. 1.2) можуть виготовлятися на котонних машинах та круглопанчішних автоматах.
На котонних машинах панчішні вироби виготовляються до 1940 року, сьогодні панчішно-шкарпеткові виготовляють на круглопанчішних автоматах, що викликано високою їх продуктивністю.
Згідно зі стандартами панчішні вироби поділяються:
-за призначенням;
-за способом виготовлення;
-за способом обробки.
За призначенням вироби поділяються на панчохи (жіночі, дитячі), півпанчохи, шкарпетки, підслідники, колготки.
За способом виготовлення поділяються на:
-суцільнов’язані зі стаченими мисками (зашитими);
-суцільнов’язані з мисками, закритими при в’язанні;
За способом обробки поділяються на:
-формовані;
-неформовані.
Панчохи укривають ногу зі ступнею і частково стегно. Випускають таких видів: А, Б, В, Г, Г''. (Рис. 1.2) Панчохи виду А мають такі ділянки:
борт подвійний, підбортник, необхідний для запобігання борта, (може бути відсутній),гомілкова частина, паголінок, п'ятка, мисок.
Гомілкова частина може бути гладкою чи рисунчатою на базі одинарних переплетень. П’ятка може бути вироблена при реверсивному чи круговому обертанні циліндра з підсиленням або без нього. Слід виробляється аналогічно гомілковій частині, але нижня частина може бути підсилена. Мисок може бути виготовлений при реверсивному чи
круговому обертанні циліндру, а також закритий безпосередньо на панчішному автоматі. П’ятка і мисок, які виготовляються при реверсивному обертанні циліндра
називаються класичними, панчохи теж називають класичними.
Панчохи виду Б відрізняються від виду А конструкцією борта, він може бути подвійним чи одинарним з еластичною ниткою.
Панчохи виду В мають борт ластичного переплетення, гомілкова частина – ластичного переплетення, верхня частина сліду – ластичного переплетення, нижня – гладь. П’ятка і мисок класичної форми. Характерна особливість: передп’яточна та передмискова частина, які необхідні для переходу з ластика на гладь. Виготовляються такі панчохи на двоциліндрових панчішних автоматах.
Панчохи виду Г і Г': виготовляються з текстурованих капронових ниток трубчатої форми, мисок зашивається або закривається на панчішному автоматі. Вид Г – борт подвійний без еластичної нитки, Г' – борт з еластичною ниткою.
Півпанчохи випускаються для жінок, чоловіків та дітей і укривають нижню частину ноги до колін. Вони випускаються трьох видів: Д, Е, З (рис. 1.2).
Півпанчохи виду Д складаються з таких частин: борта 1, гомілкової частини 3, сліду 4, п'ятки 4.1, миска 4.4, нижня частина сліду 4.2, верхня частина сліду 4.3. Борт може бути одинарним та подвійним з еластичною ниткою, слід з пісиленням на п'ятці і миску, або без пісилення. П'ятка і мисок можуть бути виготовлені при круговому та реверсивному обертанні циліндра.
6
Півпанчохи виду Е виготовляються на двоциліндрових панчішних автоматах і складаються з таких ділянок: борт1 одинарний з заробленою еластичною ниткою; гомілкова частина 3 гладка або рисунчата; слід 4 з підсиленнм на п'ятці і миску або без підсиленн; п'ятка 4.1. виготовлена при реверсивному обертанні циліндра; мисок 4.4 виготовлений при круговому обертанні циліндра, або при реверсивному з наступною зашивкою.
Півпанчохи виду З мають такі складові ділянки: борт 1 подвійний з заробленою еластичною ниткою; гомілкова частина 3 гладка або рисунчата; слід 4 з пісиленим на п'ятці, нижній частині сліду і миску; п'ятка 4.1 в'яжеться при реверсивному обертанні циліндра; мисок 4.4 виготовлений при коруговому обертанні циліндра зі швом розташованим вздовж сліду або по окнтуру пальців, автоматично закритий на автоматі.
Розмір піпанчох визначається довжиною стоми в сантиметрах.
Шкарпетки призанчені для жінок, чоловіків і дітей, укривають нижню частину ноги, включаючи щиколотку, або щиколотку і частину литки.
Шкарпетки з подовженою гомілковою частиною виготовляються різних видів: І, К, Л, М (рис. 1.2). Шкарпетки з короткою гомілковою частиною випускаються виду Н.
Шкарпетки всіх видів мають такі складові частини: борт 1 (одинарний, подвійний, з заробленою еластичною ниткою або без еластичної нитки); гомілкова частина 3 (подовжена, коротка, гладка або рисунчаста); п'ятка 4.1 (виготовлена при круговому або реверсивному обертанні циліндра, з підсиленням або без підсилення); мисок 4.4 (виготовлений при круговому або реверсивному обертанні циліндра, може бути відкритим після в'язання або автоматично закритий безпосередньо на круглопанчішному автоматі).
Колготки призначені для жінок та дітей укривають нижню частину тулуба й ноги зі ступенями, кожну окремо. По способу виготовлення можуть бути зшивні і суцільнов'язані, по способу обробки – формовані і неформовані (рис. 1.3 Р, С, Т). Колготки в залежності від конструкції мають такі складові частини: борт одинарний або подвійний з наробленою еластичною ниткою; борт одинарний або подвійний з пришитою еластичною стрічкою; бор подвійний з прокладеною еластичною тасьмою; торс з підсиленням або без підсилення, з ластовицею або без ластовиці; гомілкова частина гладка або рисунчата; слід з підсиленням в нижній частині або без підсилення; п'ятка і мисок виговлені при реверсивному або круговому обертанні циліндра, мисок закритий автоматично безпосередньо на панчішному автоматі або відкритий з наступним зшиванням або петлюванням.
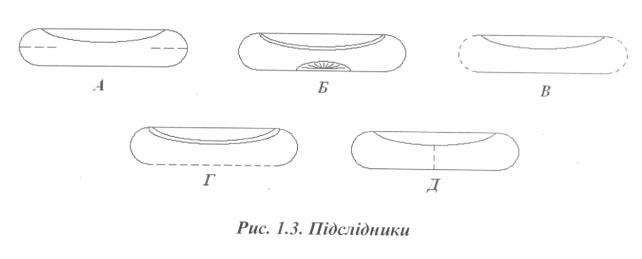
Підслідники призначені для жінок та дівчат, укривають ступні ніг частково або цілком.
Підслідники в’яжуться з капронових текстурованих ниток і виготовляються видів А,Б,В,Г,Д.
А – суцільнов’язані з п’яткою, миском та слідом, борт підшивається з прокладанням еластичної нитки;
7
Б – суцільнов’язані, закриті безпосередньо на панчішному автоматі, борт в’яжеться на панчішному автоматі з еластичною ниткою;
В – зшивні (сточені) в нижній частині сліду. Борт в’язаний на панчішному автоматі; Г – зшивні на п’ятці та миску, борт зашитий на швейній машині з еластомерною
ниткою; Д – суцільнов’язані з слідом та миском.
Колготки призначені для жінок та дітей, укривають нижню частину тулуба й ноги зі ступенями, кожну окремо.
Можуть виготовлятися двох видів – зшивні (в’яжуться дві по довжині панчохи і зшиваються на швейній машині або спеціальних автоматах) і суцільнов’язані.
По способу обробки формованя і неформовані (рис. 1.3. Р, С, Т)
Колготки мають такі складові частини: борт одинарний або подвійний з заробленою еластичною ниткою; борт подвійний з прокладеною еластичною тасьмою.
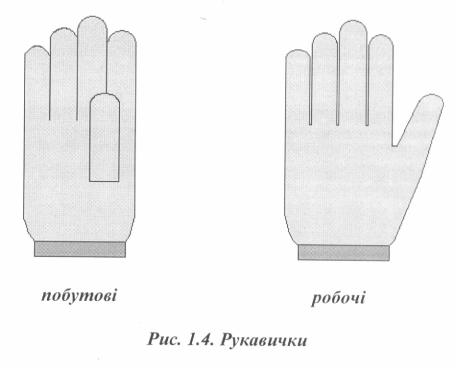
Рукавичні вироби. По призначенню рукавичні вироби діляться на побутові та робочі, по конструкції на рукавиці та рукавички.
Рукавиці – це виріб, яким укривають частково передпліччя, долоню руки, чотири пальці разом і великий окремо, або три пальці разом а великий і вказівний окремо, або п'ять пальців разом.
Рукавички – виріб, яким укривають частково передпліччя, долоню руки і п'ять пальців, кожний окремо.
В побутових рукавичних виробах великий палець знаходиться в області долоні, а в робочих великий палець знаходиться в одній площині з іншими пальцями (рис. 1.4).
Пальці рукавичних виробів як робочих так і побутових можуть в'язатися з міжпальцевими заходами та без міжпальцевих заходів. Наявність міжпальцевих заходів дає можливість економії сировини та покращенню зовнішнього виробу.
ПРИЙОМИ, ЯКІ ВИКОРИСТОВУЮТЬСЯ ДЛЯ ВИГОТОВЛЕННЯ ВИРОБІВ ЗАДАНОЇ ФОРМИ
8
1.В’язання початку виробу в автоматичному режимі або з використанням ручний операцій.
2.Включення голок в роботу при збільшенні ширини в’язання.
3.Групове або індивідуальне виключення голок з роботи при зменшенні ширини в’язання.
4.Перенесення петель при зміні ширини в’язання.
5.В’язання трубчатих виробів постійної чи змінної ширини.
6.Одночасне в’язання декількох деталей і можливість їх з’єднання.
7.Вв’язування неповних петельних рядів при реверсивному та круговому обертанні циліндра.
8.Перенесення петель при переході від подвійного на одинарне переплетення або навпаки.
9.Перехід від одного переплетення до іншого.
10.Можливість вертикальної та горизонтальної орієнтації рідів.
11.В’язання перехідних рядів (купонів).
Лекція 4
Процес в’язання початкових рядів виробів заданої форми
Вироби заданої форми характеризуються кінцевими розмірами, тому при їх в’язанні необхідно забезпечити початок в’язання, в’язання виробу по заданому контуру і завершення в’язання.
СПОСОБИ В’ЯЗАННЯ ПОЧАТКОВИХ РЯДІВ
Відомі способи в’язання початкових рядів можна характеризувати в залежності від таких факторів:
1.Способу прокладання нитки 1-го ряду (ручний, напівавтоматичний, автоматичний).
2.В залежності від кількості голок, на які прокладається нитка 1-го ряду (на кожну голку чи через голку).
3.В залежності від допоміжних пристроїв або механізмів, які використовуються при прокладанні нитки 1-го рядку (з використанням спеціальних гребінок або крючків).
4.В залежності від способу в’язання виробів у вигляді безперервної стрічки або поштучно (наявність старих петель або їх відсутність при прокладанні нитки 1-го ряду наступного виробу.
Способи прокладання 1-го ряду.
Способи прокладання 1-го ряду залежать від виду обладнання (однофонтурні, двофонтурні, з плоскою чи круглою голочницею).
Вид конструкції петлетвірних органів (голки язичкові, крючкові, пазові, рухомі відносно одна одної та нерухомі; вид наявності механізму відбору; вид наявності старих петель).
При в’язанні початкових рядів ручним способом використовується обкрутка голок ниткою, вона може бути на кожну голку або через голку.
9
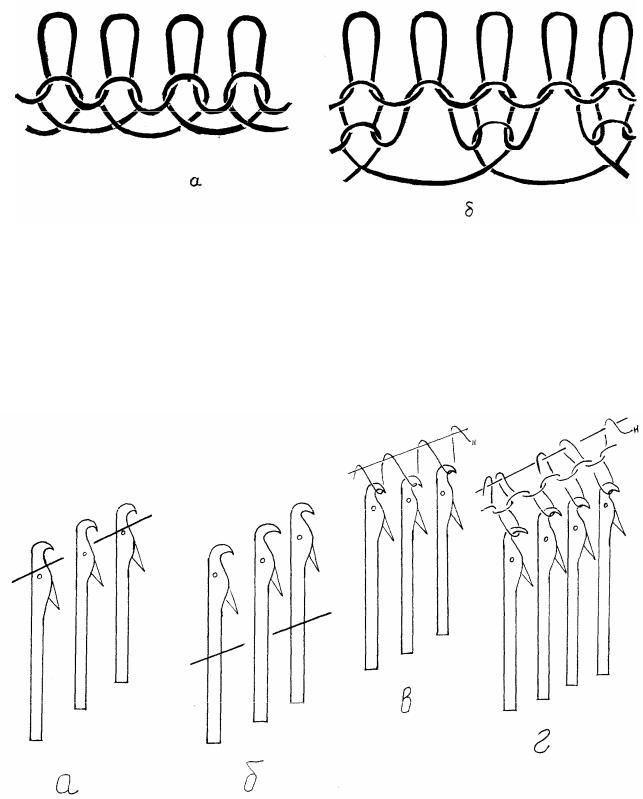
На кожну голку
Рис. 4.1.
Враховуючи, що в’язання початкових рядів суттєво відрізняється на однофонтурних і двофонтурних машинах розглядаємо способи в’язання окремо.
В’ЯЗАННЯ ПОЧАТКОВИХ РЯДІВ НА ОДНОФОНТУРНИХ МАШИНАХ З ГОЛКАМИ РУХОМИМИ ОДНА ВІДНОСНО ДРУГОЇ.
Для в’язання початкових рядів на даних машинах використовуються спосіб прокладання нитки “через голку”.
Рис. 4.2
Петлетвірні органи, механізми і послідовність їх роботи при в’язанні початкових рядів на ПА
На одноциліндрових ПА використовується спосіб прокладання через голку, так як старі петлі відсутні, то нитку 1-го рядку треба закріпити на голках і забезпечити відтягування петель 1-го рядку.
10