

20070109_gaydamaka_kl
.pdf2, 3. Пресування, нанесення.
Голка рухається до платинної головки і пресується заправочним крючком. Верхні платини виходять вперед платинної головки (цим забезпечується надійність операції нанесення), оскільки петлі утримуються нижньою частиної верхньої платини.
Дану операцію інколи називають замкненням.
Голка разом крючком підіймається вверх, так що головка перетинає нижню лінію верхньої платини.
4. Розпресування
Заправочні крючки підіймаються вгору, чаша крючка сходить з головки голки, крючки повертаються за годинниковою стрілкою і звільняють петлю.
5. Відхід
Заправочні крючки відходять в вихідне положення, машина переключається на режим в’язання і продовжується в’язання виробу.
Лекція 9
В’ЯЗАННЯ ПОЧАТКОВИХ РЯДІВ НА ДВУХФОНТУРНИХ ПЛОСКОВ’ЯЗАЛЬНИХ МАШИНАХ.
В залежності від ступеня автоматизації та конструкцій плосков’язальних машин, в’язання початкових рядів може виконуватися:
а) з використанням ручних операцій; б) в автоматичному режимі.
В'язання початкових рядів з використанням ручних операцій.
Для в’язання початкових рядів використовуються спеціальні гребінки з крючками.
21
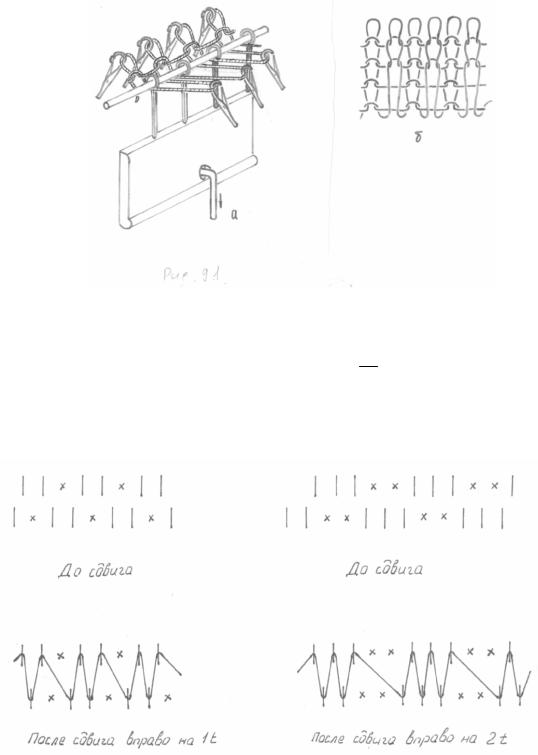
Рис. 9.1
Особливості в’язання початкових рядів ластиком 2 + 2, 3 + 3
R2в −1 = 3,
При в’язанні ластика 2+2 необхідно виконати зсув голочниці на один голковий крок. Це необхідно для того, щоб протяжка петель від голок однієї фонтури шла на голки іншої фонтури і не утворювалися подвійні петлі.
Рис. 9.2
Автоматизовані способи в’язання початкових рядів на плосков’язальних машинах До таких машин, які широко використовуються на підприємстві є:
Фірма (Німеччина) |
Марка машини |
Штоль (Німеччина) |
“ЦМС” (CMS) |
Універсал (Німеччина) |
“МС” |
Діамант (Німеччина) |
КАРС |
Текстіма (Німеччина) |
Трансробот |
Дюбьє (Швейцарія) |
JET – 2F |
Шіма Сейкі (Японія) |
|
22
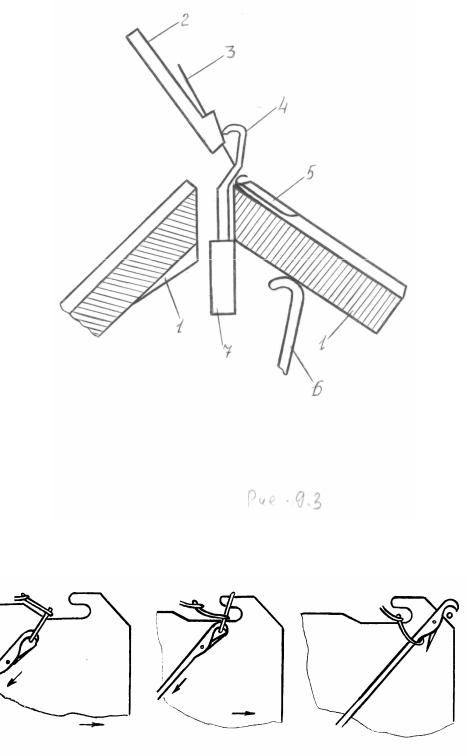
Для в’язання початкових рядів в автоматичному режимі відомі таки способи:
-за допомогою автоматичної гребінки (Рис. 9.3);
-з використанням платин (Рис. 9.4);
-з використанням пруткового механізму (Рис. 9.5).
При в'язанні за допомогою автоматичної гребінки задню голочницю виключаємо з роботи,
прокладання нитки відбувається на голки передньої голочниці та крючки гребінок і відтягуються за допомогою гребінки.
За допомогою платин.
В’язання таким чином застосовують на рукавичних автоматах та плоскофангових машинах.
23
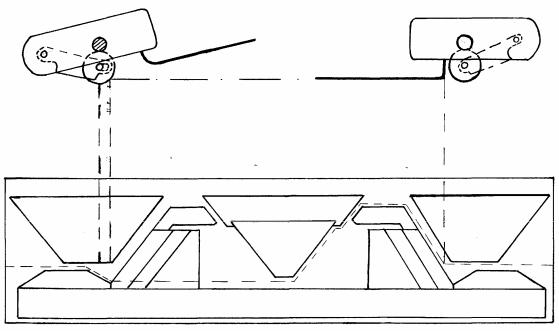
За допомогою пруткового механізму
Прутковий механізм встановлюють на каретці, він складається з 2-х прутків і роликів.
При переміщенні каретки зліва направо включається в роботу пруток правий ролик. Навпаки при переміщенні справа наліво включаються в роботу пруток і ролик зліва. В’язання початкових рядів на рукавичному автоматі.
ПА-1 (перчаточний автомат);
ПА-2, ПА-3, ПА-9-33.
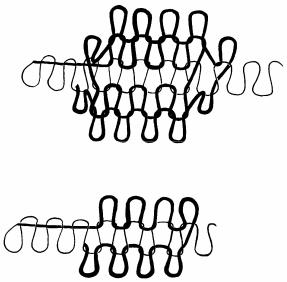
На даних рукавичних автоматах використовуються платини для в’язання початкових рядів. В’язання починається з пальців. Для забезпечення закриття пальців по контуру виконується така послідовність в’язання.
1-й ряд
10 голок Нитка прокладається на кількість голок, що дорівнює ширині пальця.
2-й ряд
4 голки
Трубчата гладь
3-й ряд
6 голок
4-й ряд – 8 голок, 5-й ряд – 10 голок.
В результаті відбувається закриття пальців (Рис.9.6).
Для в’язання початкових рядів і забезпечення включення та виключення голок, використовують спеціальний механізм відбору голок.
24
Лекція 10
В’язання початкових рядів на двухфонтурних котонних машинах На котонних машинах деталі виробів можуть в’язатися однота двопроцесним
способом.
При двопроцесному спаособі пояс (ластик) в’яжеться на плоскофангових машинах ластичним переплетенням у вигляді безперервної стрічки з роздільними рядами.
Після зняття з машини ластики розділяються і вручну переносяться на спеціальну ластичну гребінку.
Зластичної гребінки за допомогою спеціального пристрою ластики переносяться на заправочну гребінку.
З заправочної гребінки ластики автоматично переносяться на голочниці котонної машини. Враховуючи, що такий процес включає ручні операції, ластики в’яжуть на спеціальних автоматах “трансробот” (“ТЕХТІМА”) де ластики автоматично переносяться на ластичну гребінку (по 10, 12 штук).
Для автоматичного в’язання пояса переплетення ластик, використовують спеціальні двухфонтурні котонні машини, на яких пояс в’яжеться переплетенням ластик, стандартний – гладдю. Для такого в’язання необхідно забезпечити:
1.Постійність голок, як при в’язанні ластика так і при в’язанні гладі.
2.Перенесення петель з однієї голочниці на другу при переході з ластика на
гладь.
Для забезпечення такого в’язання котонна машина має основну і додаткову голочниці.
Додаткова голочниця має спеціальні язичкові голки з розширювачем для забезпечення перенесення петель.
25
Тема 2.5. Процес в’язання перехідних рядів
При в’язанні початкових рядів без наявності старих петель використовуються способи з використанням ручних чи автоматизованих операцій.
Як перший так й другий способи мають недоліки (ручний спосіб вимагає затрат часу, автоматизований ускладнює конструкцію машини), тому для в’язання виробів заданої форми використовують машини на яких вирів в’яжеться у вигляді безперервної стрічки з роздільними рядами (в’язання купонів на круглов’язальних машинах, в’язання штучних ластиків, в’язання шкарпеткових виробів на двухциліндрових панчішних автоматах).
Структура перехідних рядів залежить від структури переплетення пояса і конструкції машини.
Пояс може в’язатися переплетеннями:
1)ластик 1+1, 2+2, ...
2)Трубчатою гладдю.
Структура і послідовність в’язання залежить від схеми розташування голок (інтерлочна, ластична).
В’язання перехідних рядів на односистемних машинах Будова купона
1 – заключні ряди (якщо стан попереднього виробу в’яжеться переплетенням ластик 1+1, то останні ряди будуть заключними, якщо інші в’яжуться ластиком 1+1).
2 – закріплюючі ряди (можуть в’язатися переплетення одностороння гладь “валик”, трубчата гладь, пресове переплетення (напівфанг)).
3 – роздільний ряд (ряд гладі, який утворений скиданням петель з однієї голочниці). 4 – початок в’зання (ряд трубчатої гладі чи переплетення “валик”).
5 – пояс наступного виробу.
Графічний запис перехідних рядів |
|
1. |
ластик 1+1 |
2. |
2 ряди односторонної гладі |
3. |
Ряд гладі утворюється скидан- |
|
ням петель з однієї голочниці |
4. |
Напівфанг |
5. |
Трубчата гладь |
26
Лекція 11
В’язання перехідних рядів при автоматичному переході на в’язання пояса ластиком
2+2
При в’язанні купонів з поясом переплетенням ластик 2+2 на машині необхідно виконати:
-виключення кожної другої голки циліндра та диску з роботи;
-виконати зсув голочниці в один бік і назад.
Враховуючи, що конструкція машини не дозволяє вибірково виключати голки, нам необхідно скинути петлі з голок однієї фонтури і виключити кожну другу голку, потім пров’язати закріплюючий ряд. Скинути петлі з другої фонтури, пров’язати закріплюючий ряд.
Послідовність в’язання перехідних рядів на плоскофанговій машині.
При в’язанні перехідних рядів у випадках автоматичного переходу на в’язання ластику 2+2, виконується така послідовність:
В’яжуться заключні ряди (ластик 1+1).
Закріплюючі ряди (як правило в’яжуться 2 – 3 ряди односторонньої гладі “валик”). В’яжеться ряд ластику 1+1 і з однієї фонтури петлі скидаються.
Виключається кожна третя голка однієї фонтури. Пров’язується 2 – 3 ряди ластика.
Пров’язуються закріплюючі ряди (петлі утримуються на другій голочниці). В’яжемо ряд ластика 1+1 і скидаємо петлі з голок другої голочниці. Виконуємо зсув голочниці.
Пров’язуємо два ряди трубчатої гладі. Виконуємо зворотній зсув голочниці. В’яжемо ластик 2+2 (Рис. 11.1)
27
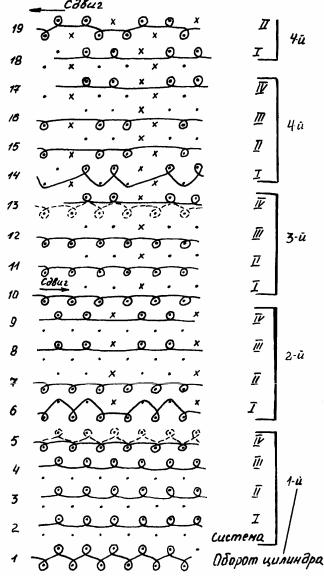
Рис. 11.1
Особливості в’язання перехідних рядів на багатосистемних круглов’язальних машинах
В’язання перехідних рядв на багатосистемних машинах ускладнюється тим, що виникає багаторядна спиральність рядів (сходження петельних рядів в залежності від кількості систем).
При в’язанні перехідних рядів на машинах з невеликою кількістю систем (4 – 12 систем) в’язання виконується за 1 – 2 обороти, з розподіленням функцій між системами.
При в’язанні на багатосистемних (12 – 24) частина систем виключається з роботи, в’яжемо на 4 – 12 системах.
Особливості в’язання перехідних рядів на інтерлочних машинах
На інтерлочних машинах голки розташовані одна напроти другої, довга і коротка голки чергуються.
Для переходу на в’язання ластик 1+1, необхідно виключити з роботи парні і непарні системи. Для цього на машині необхідно передбачити спеціальні пристрої для утримування ниток на виключених системах.
Після переходу на в’язання ластика 1+1, послідовність в’язання перехідних рядів аналогічна ластичним машинам.
28
В’язання штучного ластика
Штучний ластик в’яжеться на ластичних автоматах у вигляді безперервної стрічки з перехідними рядами. Використовується для панчішно-шкарпеткових виробів і напульсників для виробів білизняного і верхнього трикотажу.
Будова штучного ластика 1 – ряди ластика попереднього виробу (останні ряди);
2 – ранжейка (подовжений ряд петель);
3– ряди ластика (розпуск);
4– закріплюючі ряди(ряд ? фанга, 2 ряди “замка”);
5– роздільний ряд (2 ряди гладі) – бахрома;
6– закріплюючі ряди (ряд ? фанга, 2 ряди “валика”);
7– ряди напівфангу (додаткові ряди, запобігають розпуску 6).
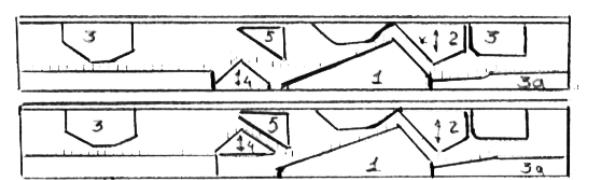
Заключаючий клин може мати 3 положення.
1 – максимальне положення до центру (голки виключаються); 2 – середнє (? фанг);
3 – максимальне положення від центру (гладь на голка циліндру). Скидаюча система
1 – опускаючий клин
2 – підйомний клин (рухомий)
Тут нема нитководу і якщо нема прокладання, петля підніметься, опуститься і скинеться.
Лекція 12
Способи надання форми виробам в процесі в’язання
Вироби заданої форми після в’язання можуть бути плоскими та об’ємними. Характеристикою особливості плоских деталей є паралельність петельних рядів та петельних стовпчиків (рукава, полочки, спинки, кармани, комірці та ін.).
Особливістю об’ємних деталей є порушення цієї паралельності. Досягнення об’ємності досягається за рахунок двох способів:
-групове перенесення петель усередині контурів деталей;
-в’язання неповних петельних рядів серед повних (зменшення числа голок в роботі без скидання петель).
29
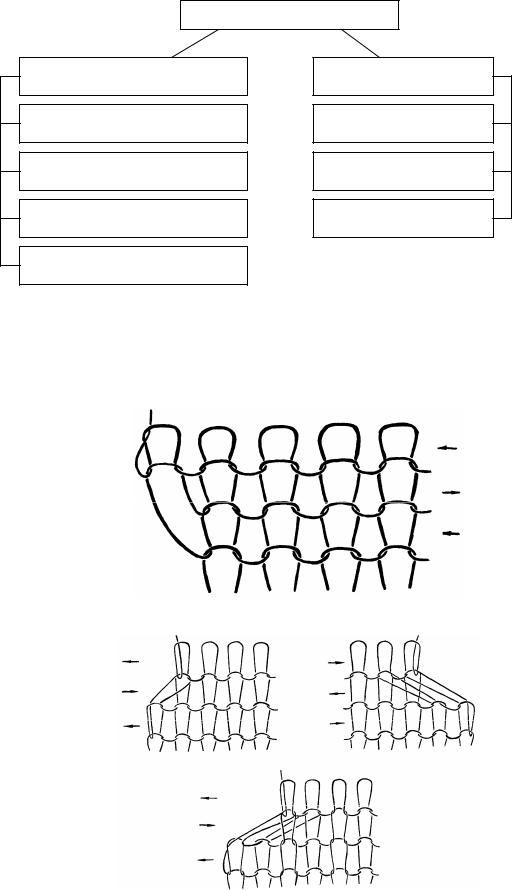
Схема
Способи надання форми
Підіймання чи опускання голок, які приймають участь у в’язанні
Включення та виключення голок в роботі по контуру деталі
Перенесення петель по контуру деталі
Перенесення петель у середині контура
В’язання неповних петельних рядів
Зміна структури трикотажу
Зміна довжини нитки в петіл
Зміна лінійної щільності нитки
Зміна переплетення
Процес в’язання виробів заданої форми на плоскофангових машинах
На плоскофангових машинах для збільшення ширини в’язання використовують включення голок в роботу.
Для зменшення ширини в’язання використовуються виключення голок з роботи (скидання петель і перенесення петель однієї чи групи петель).
Рис. 12.1
Рис. 12.2
30