

20070109_gaydamaka_kl
.pdfНа плоскофангових машинах типу ПВК, ПВРК для включення голок в роботу замкова каретка має спеціальний механізм для включення голок в роботу. Даний механізм включається від програмного пристрою.
Рис. 12.3. Механізм для включення голок в роботу (прибавочник)
1 – траекторі руху п’яточок, які йдуть в систему; 2 – траекторія виключення голок з роботи.
3 – підголкові пружини для включення голок в роботу – траекторія руху.
При роботі машини п’ятка підголкової пружини попадає на додавач 4, який повертається і піднімає підголкову пружину, в якій п’ятка крайної голки переміщується по траекторії Г1, Г2, Г3 і попадає між створки клинів і далі потрапляє в систему.
Лекція 13.
Зменшення ширини в’язання на плоскофанговій машині.
Для зменшення ширини в’язання використовуються виключення голок з роботи з скиданням петель і перенесенням петель.
На плоскофангових машинах типу ПВК, ПВРК, зменшення ширини в’язання виконується в автоматичному режимі за рахунок зміни розмаху нитковода.
В результаті зменшення розмаху нитковода, нова нитка не прокладається на крайні голки згідно з програмою і стара петля скидається зз крайніх голок.
Для цього на машинах установлений спеціальний контурний механізм.
На плоскофангових машинах виконується ручне та автоматичне перенесення. При ручному перенесенні використовується спеціальний вушковий переносчик.
31
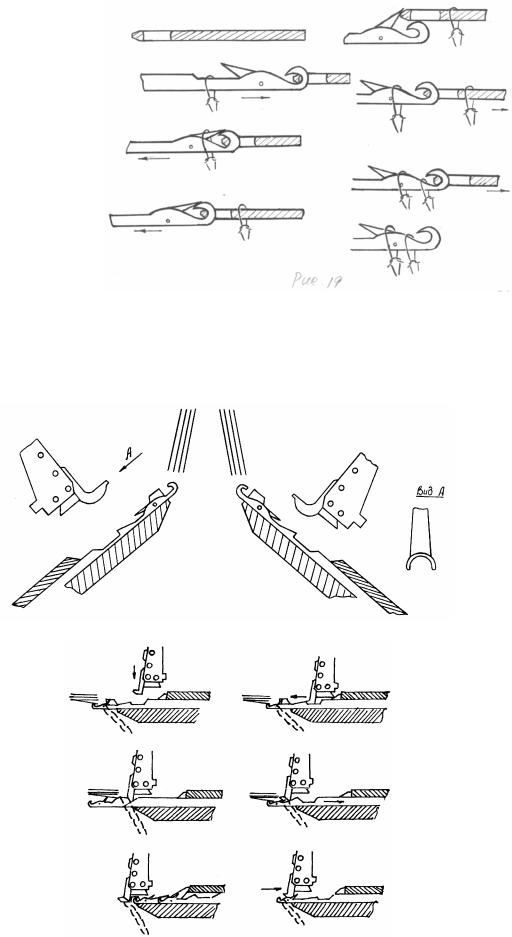
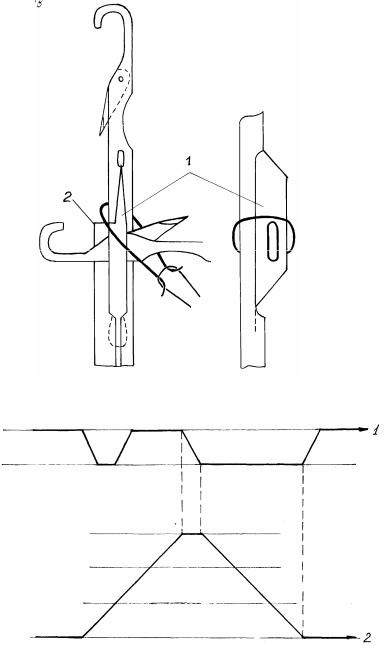
Рис. 13.1. Схема ручного перенесення петель
Автоматичне перенесення петлі на голках однієї голочниці.
Для автоматичного перенесення використовуються спеціальні голки і переносчики Переносчик опускається в спеціальний виріз голки, петля рухається і попадає на
переносчик
Рис. 13.2
Рис. 13.3
32
Перенесення петель з голки однієї голочниці на голки другої голочниці Для перенесення петель використовуються:
Голки з розширювачем. Голки з вирізом (виїмкою). Спарені голки.
Рис. 13.4
Процес перенесення голками з розширювачем
|
Рис. 13.5. Графік руху голок першої і другої голочниць |
1. |
приймають петлі |
2. |
голки, які передають петлі |
голка, яка приймає петлю, виходить вперед два рази, перший раз – для відкривання язичків, другий – для заходу в отвір голки, яка передає петлю.
33
В’язання виробів по заданому контуру на котонних машинах
На котонній машині при збільшенні та зменшенні ширини в’язання виконуються включення голок в роботу та перенесення петель. При збільшенні ширини в’язання, як правило, використовується включення крайніх глок в роботу (це виконується за рахунок збільшення розмаху нитководіїв). При зменшенні ширини в’язання використовується перенесення однієї, двох або групи петель.
При перенесенні для зменшення ширини в’язання петля може переноситися на 1, 2, 3, 4 петельні кроки.
При збільшенні ширини в’язання, петля переноситься на один петельний крок.
Лекція 14
Для збільшення ширини в’язання, використовується перенесення петлі на один голковий крок. Таке перенесення має основний недолік – це утворення на полотні отворів, що погіршує якість. Для ліквідації цього на машинах установлені спеціальні заповнюючі декери (переносчики), які переносять сусідню петлю з попереднього ряду на голку вільну від петлі (з якої була перенесена петля).
Основні механізми та робочі органи, які приймають участь в перенесенні петель
В перенесенні петель приймають участь такі механізми:
-руху голок (горизонтально і вертикально);
-руху платин (горизонтально і вертикально);
-система механізмів перенесення петель (механізм вертикального руху переносчиків та механізм горизонтального руху – механізм п-в).
Машина переключається на режим перенесення за допомогою механізм зсуву голок вала. При перенесенні відколючається кулірний механізм і механізм нитководіїв і знижується швидкість в’язання.
Основними робочими органами є голка, переносчик (декер), нижні та верхні платини.
Декер складається:
миска, чаші, стерженя і п’ятки.
Основне призначення декера – запресовать голку. Чаша декера повинна перегрити головку голки. Голка повинна мати подовжену чашу, для того щоб мисок декера заходив посередині чаші. Верхні платини служать направляючими при заході декера і висуваються вперед при нанесенні петель на декери. Нижні платини виконують вертикальних рух при зніманні петлі з голки та одяганні петлі на голку.
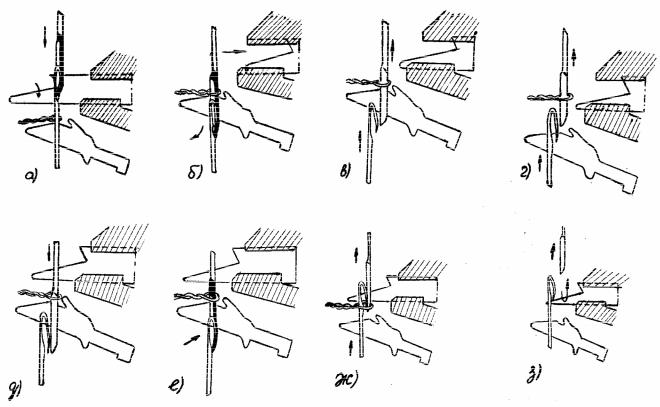
Процес перенесення петель
Процес перенесення петель включає 10 моментів: а) перший захід; б) перше пресування;
в) нанесення петлі на декер; г) перше розпресування; г) зсув декера (зміщення);
д) другий захід (замкнення); е) друге пресування;
ж) нанесення петіл на голку (знімання петлі з декера);
34
з) друге розпресування; з) відхід.
1. Перший захід
Декери повинні стати в таке положення, при якому голки могли б об них запресуватися. При заході характерні такі 3 моменти:
І – миски декера перетинають носик платини і платина з декером зустрічається в конічній частині. Платини – направляючі (для запобігання поломки декера).
ІІ – мисок декера пересікає горловину платини. Якщо декер пройде далі від горловини, то нитка може попасти на дкер, відбудеться скидання петлі і нерівний край.
ІІІ – кінець заходу, декер повинен зупинитися за 1 мм за кромку платини.
2. Перше пресування
Голка підходить до декера і розміщується на ньому так, щоб утворити один складений стержень обтікаємої форми. Верхні платини в кінці операції відходять. Пінцетний механізм ослабляє нитку.
3. Нанесення петлі на декер
Петля з голки повинна перейти на стержень декера, з’єднані в один стержень, голка і декер опускаються з однаковою швідкістю по одній траєкторії так, щоб головка голки опускалася нижче відбійної лінії, але не вище за висоту петлі. Нижні платини підіймаються для скорочення вертикального руху. Верхні платини заходять в платинну головку.
4, 5. Перше розпресування, зсув декера (зміщення)
Голки повинні відійти від декеря для того, щоб не заважати наступній операції зсуву. Але не більше, ніж на величину платинної дуги. Після розпресування голки і декери узгоджено підіймаються. Верхні платини заходять максимально в платинну головку.
Під час зсуву петлі, взяті декером повинні переміститися так, щоб розташуватися над головками голок, на які вони будуть перенесені.
6, 7. Другий захід (замкнення), друге пресування
Голки і декери узгоджено опускаються, петлі переводяться в відбійну площину. Верхні площини починають висуватися вперед. Його призначення приблизно аналогічно першому, але відбувається в нижніх платинах, старі петлі знаходяться під крючком.
35
8. Нанесення петлі на голку (знімання петлі з декера)
Суть операції полягає в тому, що перенесена петля повинна бути одягнута на голку, на якій вже є петля (у випадку зменшення ширини в’язання). Голка і декер разом підіймаються так, щоб головка голки перетнула нижній край верхньої платини. Петлі. Спочатку утримаються носиками нижніх платин, а потім нижнім краєм верхніх платин.
9. Друге розпресування
Особливість другого розпресування полягає в тому, щоб не тільки відвести голку від декера, але і вивести з-під крючка стару петлю. Для цього необхідно розпресувати голку раніш, чим з декера зійде перенесена петля, тому декер підіймається з вищою швидкістю, ніж голка, петля перейде на конічну частину миска і може початися розпресування.
10. Відхід
Дана операція необхідна, щоб перевести всі петлетвірні органи на процес в’язання.
Рис. 14.1
36
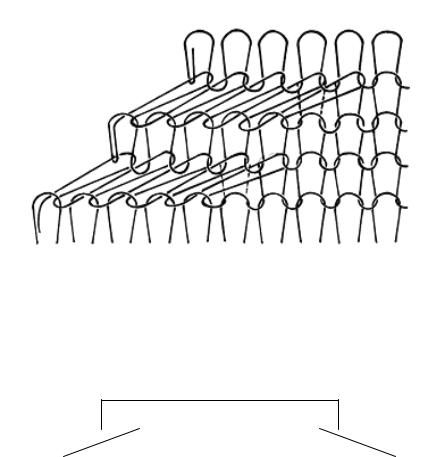
Перенесення петель чи групи використовують при зменшенні ширини в’язання.
При перенесенні одної чи двох петель спарені петлі попадають в шов, в результаті виникає потовщення.
Для ліквідації даного недоліку використовуть групове перенесення петель (рис. 14.2).
В результаті такого перенесення збавочні нитки (спарені петлі) розташовуються на деякій відстані від краю.
Рис. 14.2
Лекція 15
Тема 7. Способи утворення та види п’яток панчішних виробів
Способи утворення та види п’яток
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Вв’язування неповних |
|
|
В’язання трбчатого виробу при |
|
|
В’язання неповних петельних |
|||||
|
|
петельних рядів при |
|
|
|
|
круг. обертанні циліндра |
|
|
|
рядів при круг. обертанні |
||
|
ріверсивному русі циліндра |
|
|
|
|
|
|
|
|
|
|
циліндра |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
класична |
|
|
|
|
без підсилення |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
зпрощена півсфера |
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
з підсиленням |
|
|
|
|
|
|
|
|
у-оподібна |
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
з підсиленням та |
|
|
|
|
|
|
|
|
клиновидна |
|
|
|
|
подовженими петлями |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
секторна |
|
|
з формуванням чи без |
37 |
|||||||
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
|
|
|||
В’язання та будова класичної п’ятки
Класична п’ятка в’яжеться при реверсивному обертанні циліндра. Може в’язатися однією, двома або трьома системами. Переважно в’яжеться одною системою. Класична п’ятка є найбільш складнішою ділянкою виробу. При в’язанні такої п’ятки необхідно:
-приблизити форму до форми п’ятки ноги (забезпечити сферність);
-забезпечити поворот сліду на визначений кут відносно гомілкової частини;
-ділянка п’ятки повинна в’язатись з ниток з підвищеним коефіцієнтом тертя.
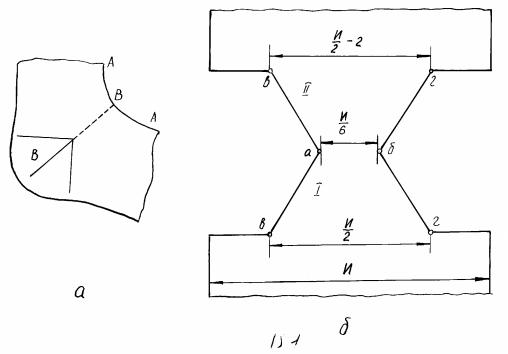
Вид класичної п'ятки та розгортка
Рис. 15.1
Структура петель п'яточного шва
Г – голка, р – кількість рядів.
Розгортка п’ятки складається з двох трапецій I, II, які послідовно ввязуються в
тубчату частину виробу при реверсивному оберті циліндру. При цьому виключається половина голок циліндра з роботи без скидання петель.
І трапеція в’яжеться при почерговому виключенні голок по одній з кожної сторони без скидання петель.
ІІ трапеція в’яжеться при почерговому включенні голок в роботу. При цьому в кожному ряді включається дві голки, але одна з них виключається (при в’язанні п’ятки однією системою).
38
Процес в’язання класичної п’ятки однією системою
При в’язанні п’ятки необхідно виконати такі переключення:
1.Переведення автомата або машини на ріверсивний рух.
2.Виключення половини голок з роботи.
3.Включення п’яточного нитковода.
4.Включення механізму збавки голок.
5.Включення механізму додавання голок.
6.Переведення машини на кругове обертання і виключення механізму збавки
ідодавання.
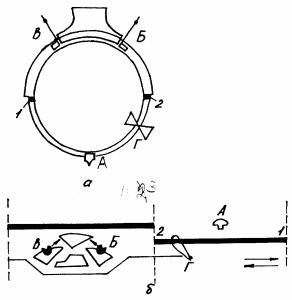
Циліндр набирається голками двох позицій, половина циліндру з короткими п’ятками, половина - з довгими. Біля петлетвірної системи з двох сторін устанавливають збавочники Б, В з протилежної сторони механізм додавання голок. Для виключення половина голок з роботи, установлений п’яточний клин Г.
Рис. 15.3
39
Голки, які залишаються виключеними повертаються в систему за допомогою додаткового п’яточного клину, конструкція якого залежить від виду автомату.
Способи виключення половини голок циліндра з роботи
Використовується два способи:
1.Голки піднімаються вверх, п’ятки йдуть на верх системи.
2.Голки опускаються вниз, п’ятки йдуть під систуму.
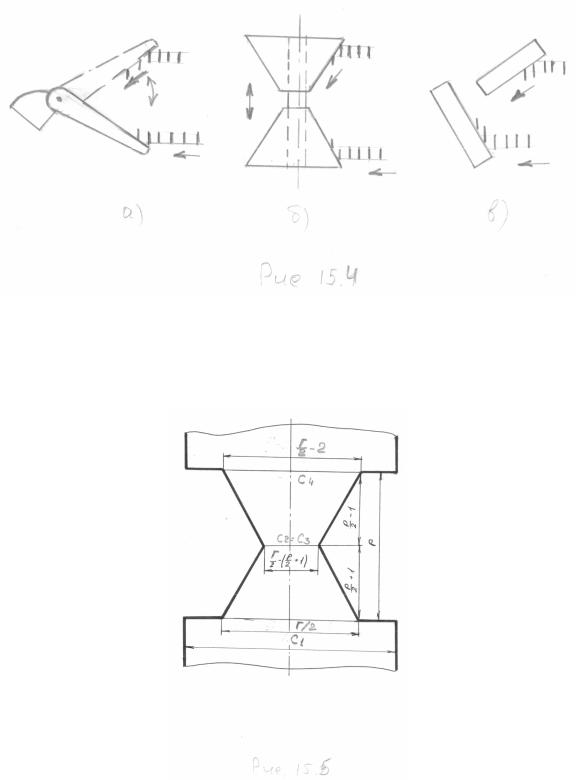
Для виключення голок використовується спеціальні п’яточні клини або підйомні утоплювані клини.
Рис. 15.4
а) поворотний радіально рухомий клин; б) вертикально рухомий; в) утоплюючі клини.
Рис. 15.5. Розрахунок числа петель класичної п’ятки.
40