

20070109_gaydamaka_kl
.pdfПср = C1 + C2 + C3 + C4 ; 4
Пзагальне = Пср · Р
Р – кількість рядів Псер – середня кількість петель
С1 = 0,5 · Г
Г - кількість голок в циліндрі
С2 = С3 = 0,5Г – (0,5Р + 1) = 0,5Г – 0,5Р - 1 С4 = 0,5Г – (0,5Р + 1) + (0,5Р – 1) = 0,5Г – 2
Пср = 0,25[0,5Г + (0,5Г – 0,5Р – 1) 2 + (0,5Г – 2)] = 0,5Г – 0,25Р – 1 + 1 – додаємо на
обкрутку = 0,5Г – 0,25Р |
|
||
П = (0,5 Г - 0,25 Р) Р |
Р = Р1+Р2 |
||
Р1= |
2Г |
, |
Р2 = Р1 – 2. |
|
|||
6 |
|
|
|
Особливості в’язання класичної п’ятки на багатосистемних панчишних автоматах
Панчішні автомати можуть мати до 12 систем, але класична п’ятка може в’язатися максимально на 3-х системах. Необхідною умовою в’язання п’ятки двома або трьома системами є розміщення петлетвірних систем на половині циліндру. Це необхідно для того, щоб при зміні руху оберттання циліндру всі виключені голки вийшли з системи.
На багатосистемних автоматах при в’язання п’ятки з роботи виключаються всі системи крім однієї, двох або трьох.
В основному для в’язання п’ятки на багатосистемних автоматах використовується одна система. Це пов’язано з протяжністю петлетвірної системи.
Особливості в’язання п’ятки двома системами
Рис. 15.6
І – перша система ІІ – друга система
41
Ісистема розташована по аналогії з односистемним панчішним автоматом
ІІ – під кутом 90о до першої. 1, 2 – сбавочники І системи; 3, 4 – сбавочники ІІ системи;
5 – додавач.
Всі збавочники збавляються по одній голці, додавач додає по три голки за один оборот в’яжеться два ряда, то в кожному ряді збавляється по одній голці.
Рис. 15.7. Петлі п'яточного шва мають дві обкрутки
Рис. 15.9
42
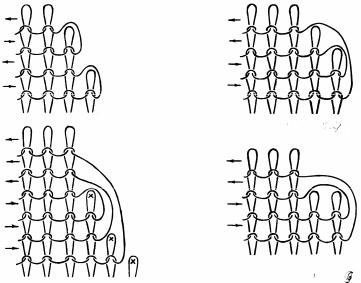
Особливості в’язання п’ятки трьома системами
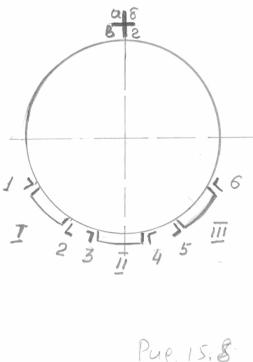
Рис. 15.8
І, ІІ, ІІІ – петлетвірні системи, розташовані на ? циліндру; 1, 3, 4, 6 – збавочники; 2, 5 – додавачі;
7 – комбінований збавочник-додавач: а, б – збавочники; в, г – додавачі.
Всі збавочники, включаючи комбінований, збавляють по одній голці, всі додавачі і комбінований додавач по дві голки.
При в’язання першої частини п’ятки включенні всі збавочники, включаючи комбінований. При в’язанні другої половини включаються всі додавачі і комбінований, але виключаються збавочники другої системи. Структура петель показана на рис. 15.9.
Особливості в’язання у-подібної секторної та клиновидної видів п’яток
При виготовленні жіночих панчох з трубчатим миском в’яжуть укорочені п’ятки. При цьому може змінюватися і глибина п’ятки. В’язання таких п’яток викликано тим, що на панчішних автоматах, які мають більше 300 голок, п’ятка утворюється гбилока і мішкувата в результаті на підйомі утворюються складки.
Вид та розгортка таких п'яток показана на рис. 15.10.
43
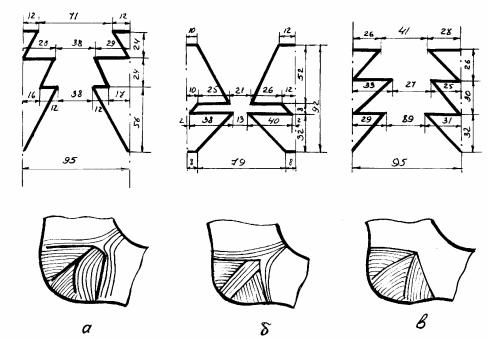
Рис 15.10
Такі види п'яток утворюються за рахунок поєднання групового та послідовного зменшення голок.
Лекція 15
Способи в’язання п'ятки при односторонньому обертанні циліндру
Застосовуються два способи в’язання п’ятки:
1.В’яжеться трубка із термопластичних ниток з наступною формовкою чи без формовки.
2.Вв’язування неповних петельних рядів. При в’язанні п’ятки у вигляді трубки, п’ятка може в’язатися з підсиленням нижньої частини, без підсилення, з підсиленням і подовженими петлями.
Подовжені петлі в’яжуть для того, щоб при форму-
ванні отримати більш глибоку п’ятку, що знижує змошки на передній частині панчохи
З підсиленням
В’язання п’ятки способом вв’язування неповних петельних рядів
Даним способом в’яжуться панчішні вироби на багатосистемних (3, 4, 5) автоматах. Для в’язання автомат повинен мати механізм відбору голок.
44
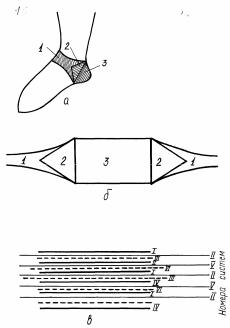
Рис. 16.1
На рисунку показані:
а - вид п'ятки, б - розгортка п'ятки, в - схема в'язання.
1, 4 системи – в’яжуть неповні постійні ряди (ділянка 3 розгортки); 2, 5 системи – повні постійні ряди (ділянка 1); 3, 6 – перемінні ряди (неповні, ділянка 2).
Способи в’язання миска панчішних виробів на круглопанчішних автоматах.
Мисок може в’язатись відкритим після в’язання і закритим безпосередньо на панчішньому автоматі:
-в’язання виробу з відкритим миском;
Мисок в’яжеться аналогічно в’язанню класичної п’ятки. Відомі такі види класичного миска:
-простий (мисковий шов у вигляді прямої діагональної лінії);
-клиновидний мисок (шов може мати форму, яка відрізняється від прямої лінії);
-балетний мисок;
-мисок з продольним нижнім швом.
-
Способи в’язання миска безпосередньо на панчішному автоматі
Відомі способи закриття миска на панчішному автоматі можна розділити на 2 групи. До першої групи відносяться способи стягування петель миска до центру. До другої групи – способи закриття миска з утворенням лінійного шва.
По першій групі відомі такі способи:
1.Перекручування трубки миска.
2.Обкручування трубки миска нитками.
3.Поступове включення голок в роботу.
45
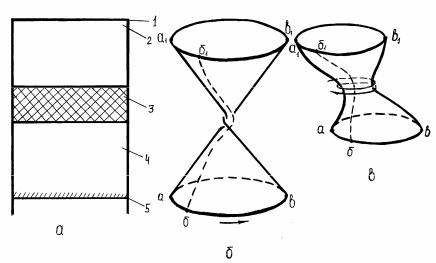
Рис. 15.1. Закриття миска способом перекручування(б) Спосіб закриття миска обкручуванням нитками (в)
Мисок може починати в’язатися з миска або борта. При в’язанні з миска виконують спосіб аналогічно в’язанню подвійного борта, але в роботі приймають участь ? циліндра (наприклад, при кількості голок 400, мисок в’яжеться 200).
Впершому ряді нитка прокладається на кожну четверту голку від всіх працюючих.
Вдругому ряді працюють всі голки.
Втретьому ряді висуваються бортові крючки, нитка прокладається на них і голки працюють через одну.
Далі в’яжеться трубка заданої довжини. В середній частині трубки в’яжеться ділянка виробу (20%) з нитки меншої товщини (це необхідно для того, щоб при перекручуванні зменшити товщину).
За 4 оберти до закінчення в’язання включаються в роботу всі голки і в’яжеться
кільцеве підсилення. Перед перенесенням петель з крючків на голки, диск з бортовими крючками зупиняється, а циліндр робить оборот на 240о – 360о.
Після перекручування петлі з крючків переносяться на голки і продовжується в’язання сліду.
1.Початок в’язання борта заданої довжини виконується на одноциліндровому автомати, оснащеним диском з бортовими крючками, аналогічно способу перекручування.
2.За 20 – 30 рядів до закінчення в’язання всі петлетвірні системи відключаються, відключаються нитководи, крім двох – диаметрально протилежних.
3.Диск з петлями піднімається (див. рис.), а циліндр продовжує обертатися, робить чотири оберти, в результаті трубка в середній частині обкручується 8-ма витками і затягується нитками.
4.Диск опускається і дов’язується друга частина миска 20 – 30 рядів.
5.Після закінчення в’язання, петлі, які знаходяться на бортових крючках, переносяться на голки.
Розглянуті способи обмежують діапазон класів машини і діапазон пряжі або ниток. Дані методи використовуються для машини вищих класів, для в’язання тонких
жіночих панчох і колгот.
Для в’язання виробів на машинах середніх та низьких класів, використовується спосіб поступового включення голок в роботу. Даний спосіб використовується на автоматах фірми “Мончензіо” (Італія).
46
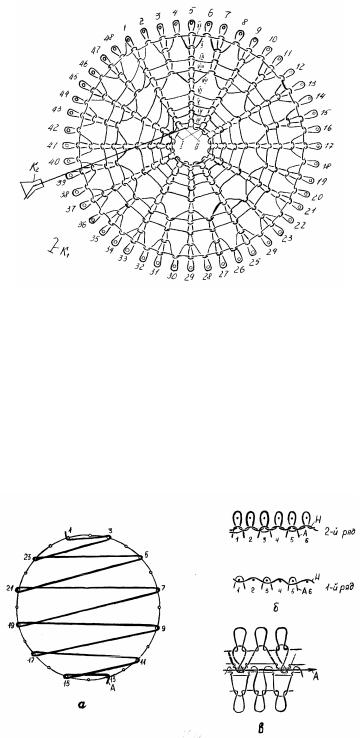
Рис.
Спочатку включаються в роботу 3 – 4 голки, які захватують нитки і підводять під спеціальний крючок, крючок заводить нитку в спеціальний натяжний пристрій. За перший оберт циліндру нитка прокладається на кожну восьму голку, за другий оберт – на кожну четверту голку і в’яжеться задана кількість рядів (залежно від форми миска). Наступні оберти поступово включають всі голки в роботу. Натіжний пристрій затягує нитку першого ряду.
До другої групи належать 2 способи:
1.Спосіб прокладання з’єднувальної нитки.
2.Перенесення петель з одної половини голок циліндру на голки другої.
Рис. 15.4 Спосіб прокладання з’єднувальної нитки
З’єднувальна нитка прокладається за кожний оберт циліндру на дві протилежні голки, крім першого і останнього, в процесі в’язання ця нитка затягується і утворює лінійний шов.
Перенесення петель з одної половини голок циліндру на голки другої
Цей спосіб вперше був розроблений фірмою “Скотт і Вільямс” (США) і удосконалений у Радянському Союзі і був названий спосіб “Смірнова-Валянського”.
47
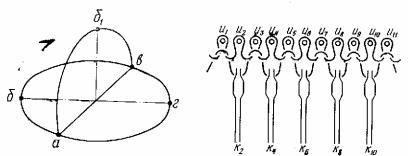
Рис. 15.5
При в’язанні миска даним способом панчішний автомат оснащений напівдиском з бортовими крючками, напівдиск поворотний по осі а, в.
В першому ряді нитка прокладається через одну на голки половини циліндра а б в і бортові крючки, в другому – на всі голки половини циліндру.
В процесі в’язання напівдиск піднімається з висячими на крючках петлями. Після в’язання необхідної кількості рядів, петлі, які висять на крючках переносяться на голки другої половини циліндру а в г.
Недоліками є:
- |
ненадійність перенесення крайніх петель; |
- |
необхідність підшивки борта, так як в’язання починається з миска. |
В Німеччині цей спосіб був удосконалений: в’язання починається з борта, а мисок |
|
зашивається спеціальним пристроєм, установленим на панчішному автоматі. |
|
В’язання підсилених частин панчішних виробів
На панчішних виробах підсилення виконується з метою підвищення щільності для підвищення коефіцієнта тертя, а також для надання виробу декоративності.
Процес підсилення залежить від п'ятки та призначення виду ділянки підсилення.
висока прямокутна п’ятка; сходинкова п’ятка; фігурна п’ятка.
Способи прокладання підсилених ниток
Способи прокладання залежать від форми підсилених ділянок, від призначення підсилених ділянок, типу панчішнього автомату та способу в’язання (при круговому та реверсивному обертанні циліндру).
Відомі такі способи прокладання підсиленої нитки:
1.Нитковод включається в роботу на початку в’язання і виключається в кінці підсиленої ділянки.
2.Нитковод включається в кожному ряді в’язання на постійне число голок.
3.Нитковод включається і виключається в кожному ряду на перемінне число голок (по програмі).
4.Нитковод с підсиленою ниткою підключається до основної нитки і підсилена нитка обкручується з основною (на двухциліндровому панчішному автоматі).
5.Нитковод з підсиленою ниткою включений постійно, але нитка прокладається на перемінне число голок (з використанням механізму відбору).
Підсилення класичної п’ятки та класичного миска
При підсиленні п’ятки нитковод включається на початку в’язання і виключається в кінці в’язання п’ятки.
Для включення і виключення
48
ниттководій з підсиленою ниткою використовує барабан управління і систему важелів.
Такий механізм (у вигляді накладок) не забезпечує чіткий контур підсилення, тому що виключення нитководія не є миттєвим (накладка має скос, тому нема миттєвого виключення, а з іншого боку – прямий кут, що приводить до миттєвого включення).
Підсилення прямокутної високої п’ятки
При підсиленні в’язання високої прямокутної п’ятки, нитководій включається і виключається в кожному ряді в’язання на постійне число голок. Для забезпечення такої роботи на панчішному автоматі крім основного механізму, на платтинному кількі установлена спеціальна накладка на половині кільця, яка через спеціальний важіль діє на нитководій з підсиленою ниткою.
В’язання фігурних п’яток
При в’язанні фігурних п’яток нитководій включається і виключається в кожному ряді в’язання на перемінне число голок.
Для в’язання п’ятки у вигляді сходинок на панчішному автоматі додатково до основного механізму, установлюються два додаткові кулачки, один – забезпечує включення нитковода, в кожному ряді на постійне число голок, другий – забезпечує включення нитководіїв в кожному рядів на переміне число голок.
Для в’язання фігурної високої п’ятки любої конфігурації на машині установлюються спеціальний копіювальний механізм з основною деталлюкопір (є точне зображення заданої п’ятки) рухається поступового, його обкатує ролик. На машині треба мати набір копирів.
І – барабан управління з накладками, включає нитководій на початку в’язання, виключає в кінці;
ІІ – кулачок, установлений на голковому валу, має два радіуси, включає і виключає нитководій в кожному ряді на постійне число голок.
ІІІ – профільний кулачок, його профіль відповідає формі підсиленої ділянки, включає і виключає нитководій в кожному ряді в’язання на перемінне число голок.
Лекція 16
Способи в’язання рукавичних виробів
Відомі такі способи:
-класичний (двох та трьох процесний);
-двопроцесний;
-однопроцесний;
-комбінований.
Класичний спосіб
При класичному способі в’яжеться, як правило, побутова рукавичка з міжпальцевими
заходами. В’язання рукавички починається з напульсника. Напульсник і корпус в’яжуться на спеціальних плоскофангових машинах: ЖМПМ, ПЛЖ, МПФ.
Пальці дов’язуються на універсальній плосков’язальній машині УПМ. Закриття пальців виконується вручну, перенесенням петель.
49
Послідовність технологічних операцій при класичному способі наступна:
1.В’язання корпуса з напульсником;
2.В’язання пальців;
3.Прасування напульсника і його підшивка;
4.Контроль готових виробів;
5.Штопка (якщо необхідно);
6.Скріплення у пари та маркування;
7.Упаковка.
Якщо рукавичка в’яжеться переплетенням гладь, то її можна в’язати на рукавичній машині типу УПМ.
При трьохпроцесному класичному способі напульсник в’яжеться на ластичному автоматі, переноситься на голки плосков’язальної машини, в’яжеться корпус, пальці дов’язуються на інших машинах.
Двопроцесний спосіб в’язання рукавички
При цьому способі в’яжеться чотирьохпалая заготовка з дов’язуванням великого пальця. В’язання виконується на рукавичних автоматах ПА-1, ПА-2, ПА-8-33.
Рукавичка в’яжеться без міжпальцевих заходів.
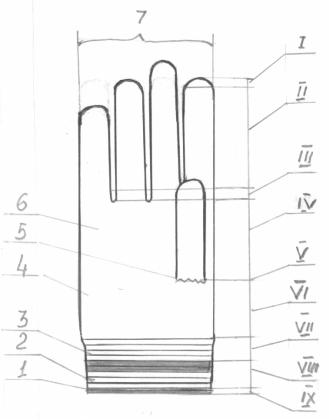
Рис. 16. Будова рукавички
1 – розпуск (ряд ластика);
2 – нижня частина напульсника; 3 – верхня з прокладання еластомерної чи гумової нитки;
4– нижня частина копруса;
5– відмітка великого пальця;
6– верхня частина корпуса;
7– пальці.
50