

3.2 Поворот траекторий движения зерен
Выше рассмотрены траектории перемещения зерен, расположенных на радиусах круга Ri из диапазона Rmin ≤ Ri ≤ Rср. Так как деталь и шлифовальный круг движутся относительно друг друга, то будет происходить поворот траекторий на угол 2π с угловым шагом β, равным расстоянию между абразивными зернами на периферии детали.
В нашем случае применяется абразивный круг с зернистостью № М28, значит средний диаметр абразивного зерна
![]()
Условно примем, что зерна расположены в плотную по радиусу круга.
Угловая координата расположения зерен будет определятся по формуле:
![]() ;
;
где Rdmax – максимальный диаметр детали,
dз – средний диаметр абразивного зерна.
i=1..К,
число К зерен на периферии детали:
![]() .
Округляя до целого, примем К=3365
зерен.
.
Округляя до целого, примем К=3365
зерен.
В расчетах примем 21% от общего количества зерен, что составит 706 зерен.
Количество зерен, расположенных на периферии детали в пределах Rmin ≤ Ri ≤ Rср составит 56 зерен.
Угловая координата одного зерна:
Βд=β/0,21=0,009.
Для построения графика поворота траекторий преобразуем координаты при повороте осей на угол βд (Программа 2 (Приложение)):
![]()
На рисунках 3.3, 3.4, 3.5, 3.6 приведены траектории движения зерен, формирующих шероховатость зерен детали, расположенных на различных радиусах.

Рис.3.3 Поворот траектории движения зерен, расположенных на радиусах
круга Rmin ,β=0,042

Рис.3.4 Поворот траекторий движения зерен, расположенных на радиусах
круга
Rmin
и
![]() ,β=0,042
,β=0,042
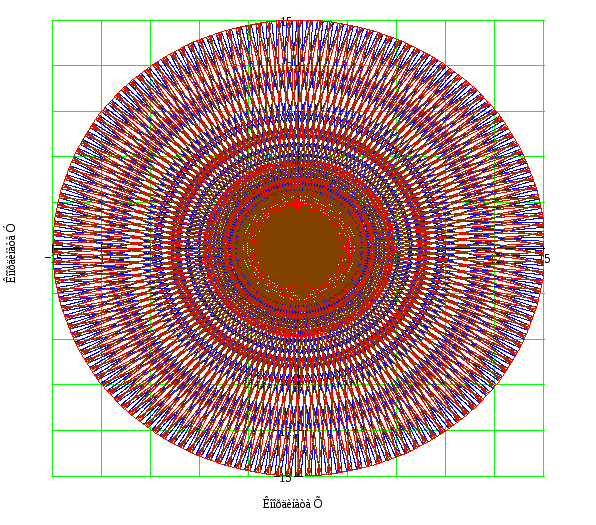
Рис.3.5 Поворот траекторий движения зерен, расположенных на радиусах
круга
Rmin
,
![]() иRср
, β=0,042
иRср
, β=0,042

Рис.3.6 Поворот траекторий движения зерен, расположенных на радиусе
круга Rср , β=0,009
3.3 Исследование формирования шероховатости поверхности по радиусу детали
На вращающемся шлифовальном круге можно отметить ряды абразивных зерен, напоминающих по своему действию работу резьбовых гребенок. Здесь действуют 2 фактора: сдвиг рядов зерен друг относительно друга и изменчивость шага между зернами в ряде. Конечно, форма абразивных зерен в одном и том же круге не является постоянной, и рабочие кромки зерен очерчены довольно сложными линиями, однако зернам одной и той же размерной категории одного и того же абразивного материала свойственна некоторая средняя, более или менее стабильная форма.
Для оценки формирования шероховатости поверхности зададимся такой величиной, как число пересечений траекторий абразивных зерен базовой длины, расположенной на различных участках по радиусу детали.

Рис.3.6 Расположение базовой длины относительно детали
l – базовая длина для определения шероховатости соответствующего класса
Базовая длина l, в мм : 0,01; 0,03; 0,08; 0,25; 0,8; 2,5; 8; 25 [4].
За базовую длину
принимают квадрат
![]() в зависимости от направления следов
обработки. Т.к. при круглом шлифовании
торцем круга траектории перемещения
зерен расположены хаотично, то направление
измерения шероховатости на базовой
длине может быть выбрано произвольно.
В связи с этим можно представить базовую
длину в виде окружности с диаметромl=
0,25мм.
в зависимости от направления следов
обработки. Т.к. при круглом шлифовании
торцем круга траектории перемещения
зерен расположены хаотично, то направление
измерения шероховатости на базовой
длине может быть выбрано произвольно.
В связи с этим можно представить базовую
длину в виде окружности с диаметромl=
0,25мм.
Xo, Yo – координаты центра площадки базовой длины (рис.3.6)
Xo=х-i![]() ,
i=0... Rmin+
,
i=0... Rmin+![]() ,
,
Yo=у=const=0,
Xo= Rср
,
Rmin-![]() ,
Rср-
Rд+
,
Rср-
Rд+![]() .
.
Найдем дискрету разбиения угла поворота для определения числа пересечения траекторий базовой длины:
![]() ;
;
 ,
,
для
зернистости микропорошка 28 мкм ![]() .
.
Выражения, определяющие пересечение базовой длины расположенной на торце детали:
![]()
Таким образом, мы найдем число пересечений траекторий абразивных зерен базовой длины, расположенных на разных радиусах круга (Программа 3):
если
выполняется условие ![]() ,
тогда N=N+1;
,
тогда N=N+1;
где N – число пересечений траектории базовой длины,
-
в центре детали:
![]() ;
;
-
на минимальном радиусе круга:
![]() ;
;
- на максимальном
радиусе детали:
![]() .
.
Результаты расчета числа пересечений траекториями базовой длины при изменении координаты Хo = приведены в табл