

Лёнька-60% / К диплому / Диплом по торцевому шлиф / Пояснительная записка1
.doc
2.1 Выводы из обзора и постановка задач исследования
На основании анализа литературных источников, используемых в данной работе, выяснилось, что процесс плоского шлифования торцем круга очень мало рассмотрен в литературе.
Основными особенностями плоского торцового шлифования являются:
-
увеличенная зона контакта;
-
значительные силы резания и температура обрабатываемой поверхности по сравнению с другими видами шлифования;
-
длительный контакт детали с кругом;
-
неблагоприятные условия охлаждения зоны резания и удаление из нее отходов (металлической стружки и продуктов износа круга).
Основные задачи исследования данной дипломной работы:
- математически смоделировать и описать кинематику формообразования поверхности при торцовом шлифовании (определить траектории движения абразивных зерен), в зависимости от условий шлифования;
- аналитически описать формирование шероховатости поверхности, обусловленной кинематикой движения и формой рабочей поверхности абразивных зерен при плоском шлифовании торцем круга.
3. Аналитическое описание траекторий движения зерен шлифовального круга при торцевом шлифовании
Для надежной работы детали большое значении имеет шероховатость обработанной поверхности, характеризуемая величиной его микронеровностей. Формирование микрогеометрии поверхности и качества поверхностного слоя является сложным физическим процессом с активным химическим взаимодействием всех материалов, находящихся в зоне обработки. В этом процессе многое определяется результатом копирования траекторий массового перемещения шлифующих зерен круга относительно обрабатываемой детали.
В результате действия шлифующих зерен на поверхностный слой детали наносится огромное число микроцарапин, формирующих микропрофиль. Такое формирование является также результатом макро и микрогеометрии шлифующего зерна, удельной нагрузки на режущие зерна, взаимодействием шлифующего и обрабатываемого материала, жесткости системы СПИД.
Переход от исходной к установившейся шероховатости можно условно представить совмещением в одну плоскость зерен контура шлифовального круга, проходящего через определенный участок обрабатываемой детали за время ее контакта с кругом.
Из числа контактирующих режущих кромок стружку снимают только те, которые имеют более благоприятную форму вершин и достаточную глубину внедрения в металл. Остальные контактирующие зерна выполняют работу трения и упругопластической деформации.

Рис.3.1 Определение положения произвольной точки на торце круга
Составим уравнения для нахождения траекторий движения одного зерна, находящемся на произвольном радиусе.
Из рис.3.1 следует:
Рассмотрим
случай расположения кривой траектории
движения ниже оси Х, угол Θ
лежит в интервале
![]() .
.
Сначала найдем радиус детали Rdi
![]() ,
,
где Rср – средний радиус шлифовального круга,
Ri – произвольный радиус шлифовального круга.
Отсюда:
![]()

![]()
![]()
![]()

![]()
![]() ;
;
![]() ;
;
![]()
![]() ;
;
![]() ;
;
![]()
![]()
![]()

![]()
Координаты
точки В при угле Θ
лежащей в интервале
![]() :
:
![]()
![]()
Рассмотрим
случай расположения кривой траектории
движения зерна выше оси Х, угол Θ
лежит в интервале
![]() .
.
![]()
![]()
![]()
![]() ;
;
![]() ;
;
![]()
![]()


![]()
Координаты
точки В при угле Θ
лежащем в интервале
![]() :
:
![]()
![]()
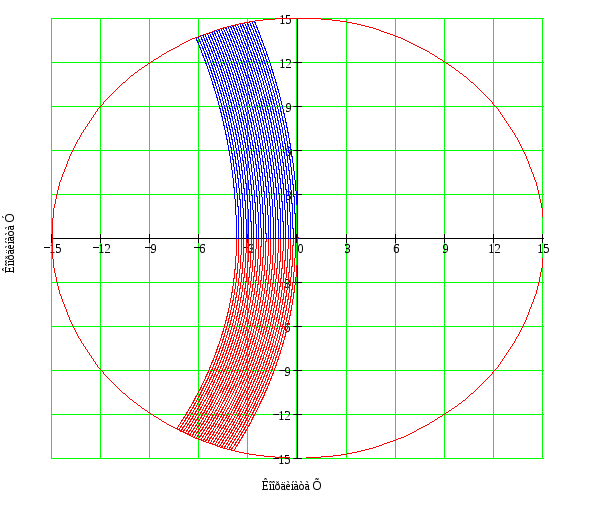
Рис 3.2 Траектории движения зерен, расположенных на радиусах
круга Ri в диапазоне (Rmin ≤ Ri ≤ Rср)
Выше рассмотрены траектории перемещения при неподвижной детали. Так как деталь и шлифовальный круг движутся относительно друг друга, то будет происходить поворот траекторий на угол 2π с угловым шагом β, равным расстоянию между абразивными зернами на периферии детали.
В нашем случае будет применяться абразивный круг с зернистостью № 28, значит средний диаметр абразивного зерна
![]()
Условно примем, что зерна расположены в плотную и расстояние между ними будет равным диаметру зерна.
Угловая координата будет определятся по формуле:
![]() ;
;
где Rdmax – максимальный диаметр детали,
dз – средний диаметр абразивного зерна.
i=1..К,
число К зерен на периферии детали:
![]() ,
примем равным: К=3365
зерен.
,
примем равным: К=3365
зерен.
Для построения графика поворота траекторий преобразуем координаты при повороте осей на угол β:
![]()
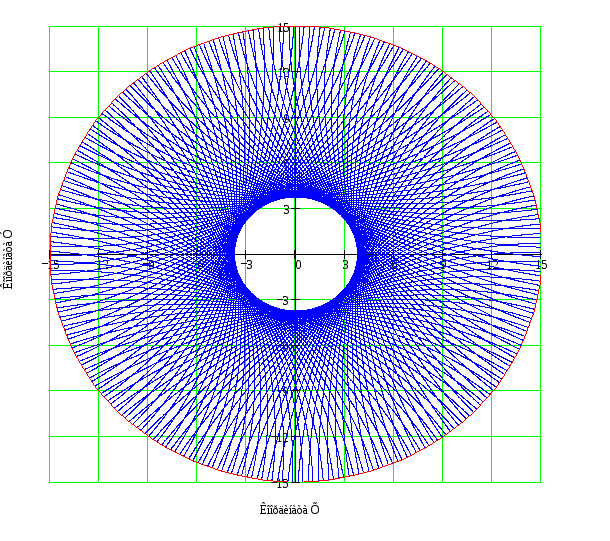
Рис.3.3 Поворот кривой
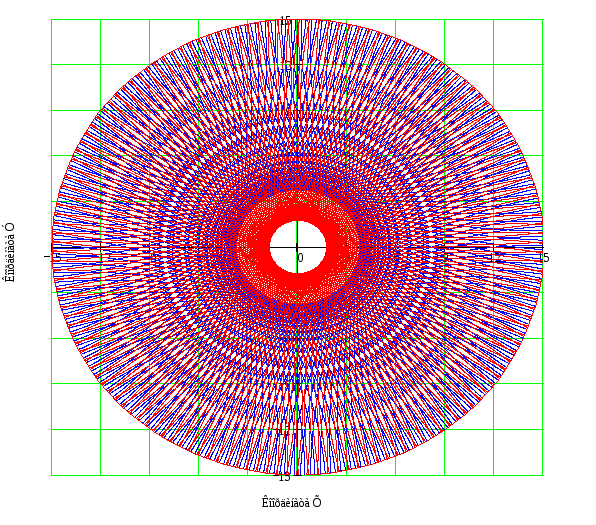
Рис.3.4

Рис.3.5
Исследование формирования шероховатости поверхности по ширине шлифуемой детали
На вращающемся шлифовальном круге можно отметить ряды абразивных зерен, напоминающих по своему действию работу резьбовых гребенок. Здесь действуют 2 фактора: сдвиг рядов зерен друг относительно друга и изменчивость шага между зернами в ряде. Конечно, форма абразивных зерен в одном и том же круге не является постоянной, и рабочие кромки зерен очерчены довольно сложными линиями, однако зернам одной и той же размерной категории одного и того же абразивного материала свойственна некоторая средняя, более или менее стабильная форма.
Для оценки формирования шероховатости поверхности зададимся такой величиной, как число пересечений траекторий абразивных зерен базовой длины, расположенной на различных участках по ширине детали.

Рис.3.6 Расположение базовой длины относительно детали
l – базовая длина для определения шероховатости соответствующего класса
Базовая длина l, в мм : 0,01; 0,03; 0,08; 0,25; 0,8; 2,5; 8; 25.
За базовую длину
принимают квадрат
![]() в зависимости от направления следов
обработки. Т.к. при плоском шлифовании
торцем круга расположены хаотично, то
направление измерения шероховатости
на базовой длине может быть выбрано
произвольно. В связи с этим можно
представить базовую длину в виде
окружности с диаметром l.
в зависимости от направления следов
обработки. Т.к. при плоском шлифовании
торцем круга расположены хаотично, то
направление измерения шероховатости
на базовой длине может быть выбрано
произвольно. В связи с этим можно
представить базовую длину в виде
окружности с диаметром l.
Найдем дискрету разбиения угла поворота для определения числа пересечения траекторий базовой длины:
![]() ;
;
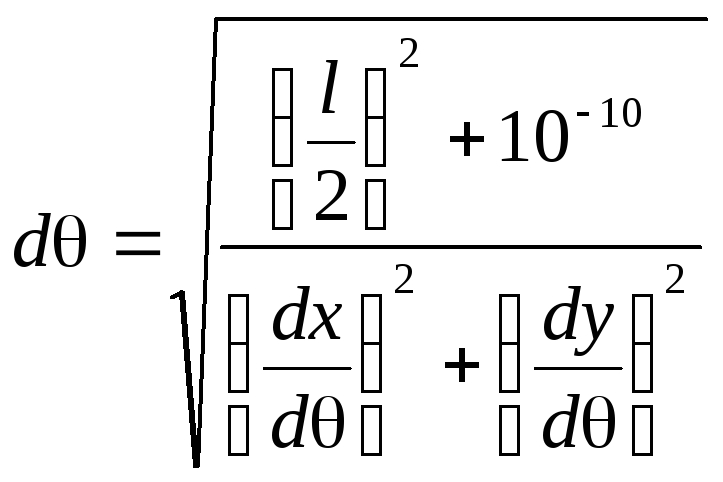 .
.
Выражения, определяющие расположение расположения базовой длины на торце детали:
N=0;
если выполняется условие
![]() ,
тогда N=N+1.
,
тогда N=N+1.
Таким образом, мы найдем число пересечений траекторий абразивных зерен базовой длины:
-
в центре детали:
![]() ;
;
-
в середине радиуса детали:
![]() ;
;
-
на Rmin
круга:
![]() ;
;
-
в середине площади контакта детали с
кругом:
![]()
4. Теоретическое прогнозирование формирования шероховатости поверхности при торцевом шлифовании в зависимости от формы рабочей поверхности абразивных зерен
Установим закономерность уменьшения максимальной высоты остаточных поперечных шероховатостей Hmax, вызываемых наличием продольной подачи. Будем исходить из того, что профиль остаточных шероховатостей приближенно можно принять за сферический, эллипсоидный и треугольный (рис.4.1).

Рис.4.1 Формы идеального абразивного зерна
а – треугольная форма; б – сферическая форма; в – эллипсоидная форма
При каждом новом соприкосновении круга с данным участком детали, вызываемом наличием продольной подачи, абразивные зерна, как правило, не совпадут с углублениями, нанесенными зернами при предыдущем касании.
Рассмотрим случай формирования шероховатости поверхности сферическим профилем зерна (рис.3.3).
Крайними предельными возможными положениями (1П, 2П) абразивных зерен по отношению к шероховатостям, оставшимся от предыдущего касания круга «с данной точкой» детали, будут: при полном совпадении середин абразивных зерен с серединами выступов и при полном совпадении середин абразивных зерен с серединами впадин.
Поэтому прогнозирование формирования шероховатости будем вести, принимая среднее положение между этими двумя предельными.
Остаточная минимальная шероховатость после 2-го прохода:
![]() ;
;
после 3-го прохода:
![]() ;
;
после 4-го прохода:
![]() ;
;
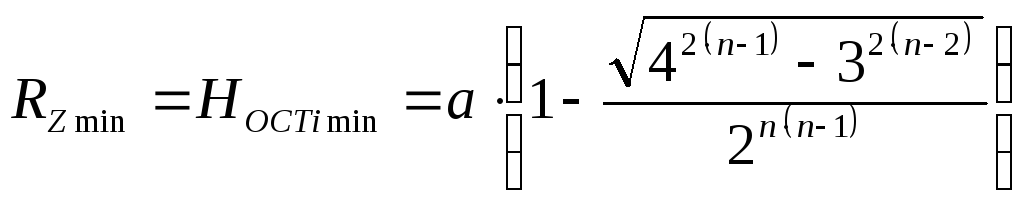
В общем виде высота минимальных остаточных шероховатостей будет равна:
![]() ,
,
где d – средний диаметр зерна;
n – число проходов зерна, n=1..i.
Величина максимальной остаточной шероховатости:
после 2-го прохода:![]() ;
;
после 3-го прохода:![]() ;
;
после 4-го прохода:![]() ;
;
В общем виде высота максимальной остаточной шероховатости:
![]()

Рис.3.3. Схема остаточных шероховатостей шлифованной поверхности при сферической форме зерна.

Рис.3.4. Схема остаточных шероховатостей шлифованной поверхности при эллипсоидной форме зерна.
Изменение остаточной шероховатости от числа проходов в зависимости от зернистости круга при сферической форме зерна представлено на рис.3.3(Программа 9)
На рис.3.4. изображен второй случай – формирование шероховатости поверхности эллипсоидным профилем зерна.
Остаточная минимальная шероховатость после 2-го прохода:
![]() ;
;
после 3-го прохода:
![]() ;
;
после 4-го прохода:
![]() ;
;
Высота минимальных остаточных шероховатостей будет равна:
 ,
,
где а – длина большей полуоси у эллипсоидного зерна;
n
– число проходов зерна, n=1..i;
![]() .
.
Величина максимальной остаточной шероховатости:
после 2-го прохода:![]() );
);
после 3-го прохода:![]() );
);
после 4-го прохода:![]() );
);
В общем виде высота максимальной остаточной шероховатости:
 .
.
Изменение остаточной шероховатости от числа проходов в зависимости от зернистости круга при эллипсоидной форме зерна представлено на рис.3.5. (Программа10).
На рис.3.5. представлено формирование остаточной шероховатости поверхности зерном треугольной формы.
Высота минимальных остаточных шероховатостей будет равна:
Остаточная минимальная шероховатость после 2-го прохода:
![]() ;
;
после 3-го прохода:
![]() ;
;
после 4-го прохода:
![]() .
.
Высота минимальных остаточных шероховатостей будет равна:
![]() ,
,
где h – высота зерна;
n – число проходов зерна, n=1..i.
Величина максимальной остаточной шероховатости:
после 2-го прохода:
![]() ;
;
после 3-го прохода:
![]() ;
;
после 4-го прохода:
![]() ;
;
Величина максимальной остаточной шероховатости в общем виде:
![]() .
.
Изменение остаточной шероховатости от числа проходов в зависимости от зернистости круга при треугольной формы зерна представлено на рис.3.7.(Программа11)
![]()

Рис.3.5. Схема остаточных шероховатостей шлифованной поверхности при треугольной форме зерна.
Сравнивая зависимости изменения шероховатости от формы зерна, представленные на рис.(3.3,3.5,3.7) можно сделать вывод, что предпочтительнее всего обрабатывать поверхности зернами, имеющими сферическую форму, т.к. за меньшее число проходов зерна достигается лучшая шероховатость.