

Metod_ukaz_po_DRавтом.пр.проц.в маш.(норко)
.pdf1.5.Устройство подачи ориентированных деталей в серийном производстве
Всерийном производстве основным средством подачи и загрузки технологического оборудования является промышленный робот (ПР). Промышленные роботы относятся к классу машин, называемых манипуляторами.
Манипулятор - это устройство, предназначенное для осуществления
перемещения тела в пространстве, удерживаемого охватом кистью в ориентированном положении. Траектория движения схвата манипулятора
постоянная. |
|
Промышленный |
робот- это автоматический переналаживаемый |
манипулятор с программным управлением траекторией перемещения схвата манипулятора. Отличительной особенностью ПР является их способность к переналадке, вследствие чего их применение наиболее эффективно в условиях частой смены объектов производства. Промышленные роботы характеризуются следующими показателями:
1.Число степеней подвижности - сумма возможных движений захватного устройства ПР без учёта возможных движений самого схвата.
2.Точность позиционирования - оценивается отклонением центра схвата от заданного положения при многократном повторении роботом рабочего цикла.
3.Рабочая зона ПР - пространство в котором при работе может находиться схват манипулятора.
4.Грузоподъёмность ПР - определяется как суммарная перевозимая схватом масса заготовок.
В зависимости от компоновки механизмов ПР, реализующие отдельные степени подвижности, меняется зона обслуживания, а также способы задания координат точек перемещения схвата.
На рисунках рис.1. 13 и 1.14 приведены основные компоновочные решения ПР, а в табл. 1.10 используемые системы координат, в которых

задаются координаты точек траектории перемещения захвата. Таблица 1.10 Системы координат промышленных роботов
Система |
Рабочая зона |
Параметры рабочей зоны |
|
координат |
|||
|
|
||
|
|
|
|
|
Плоская |
|
|
Декартовая |
|
|
|
Пространственная |
|
||
|
|
||
|
|
|
|
|
Плоская |
|
|
Полярная |
|
|
|
Цилиндрическая |
|
||
|
|
||
|
|
|

Сферическая
Цилиндрическая
Сложная полярная
Сферическая
Рис.1.13. Основиые конструктивно компоновочные схемы промышленных роботов:
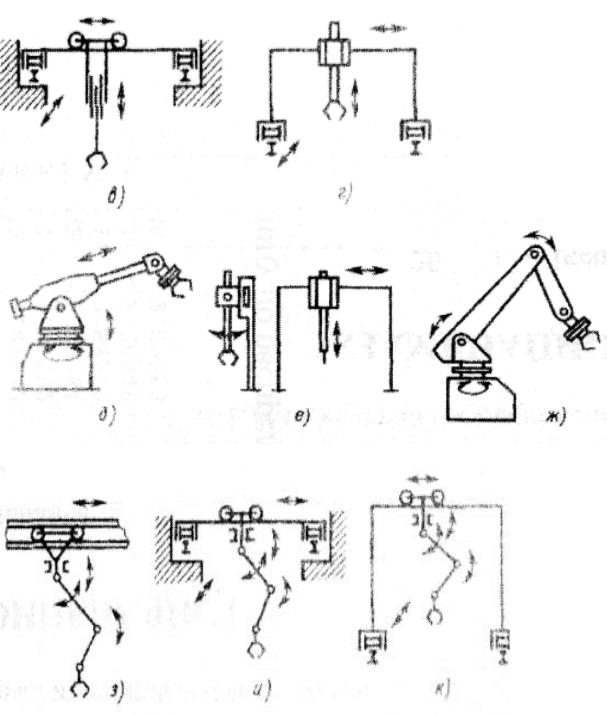
Продолжение рис.13
Рис.1.13. Основиые конструктивно компоновочные схемы промышленных роботов: а - напольно-стреловая;6 — тельферно-стреловая; в — мостостреловая; г — порталъно-стреловая, д — напольно-шарнирно-стреловая; ( - портально-шарннрно-стреловая; ж - напольно-шарнирная; з — тельферношарнириая, м – мосто - шарнирная; к- — портально-шарнирная. Стрелками указаны возможные движения роботов и их элементов

Рис.1.14. Промышленные роботы,выпускаемые промышленностью:
а)-СМ80Ц 48.11; б)-СМ80Ц.25.01.А; в) - УМ160Ф2.81.01.; г) - СМ40Ф2.80.01; д) - СМ160Ф2.05.01; е)- СМ40Ц 40.11.
1.6. Захватные устройства промышленных роботов
Захватное устройство (захват) промышленного робота предназначено для захватывания предмета обработки и удержанияего в процессе перемещения. Вид захвата определяетсяформой, размером, массой и свойствами захватываемого предмета обработки, а такжеспецифическими требованиями технологическою процесса.
В зависимости от принципа действия захваты делят на:
-механические (работают попринципу зажима с удержанием детали с помощью сил трения и запирающего действиярабочих элементов, а также ио принципу использования выступающих частей рабочихэлементов устройств в качестве опоры для детали);
-вакуумные (работают в результате сил,возникающих при разности давлений);
-магнитные (работают с помощью сил магнитногопритяжения).
По числу рабочих позиций захваты всех типов разделяют на:
-однопозициониые (имеют одну рабочую позицию);
-многопозиционные(имеют несколько рабочих позиций).
Захватные устройства изготовляют несменными и сменными (требуют малого времени для смены, могут заменяться автоматически),
Для загрузки металлообрабатывающих станков, как правило, используют механические зажимные устройства. Кроме закреплениязаготовки эти устройства выполняют функции ориентации, центрирования предмета обработки.
Узкодиапазонные захватные устройства при переналадке обеспечивают возможность закрепления детали за поверхность с размерами, включающими соседние меньшие значенияряда: 1; 4; 12; 32; 63; 100; 125; 160; 200; 250;320;
400; 500 мм. Эти захваты обычно выполняют на базе клиновых и рычажных механизмов.
Широкодиапазонные захваты обладают возможностью закрепления без
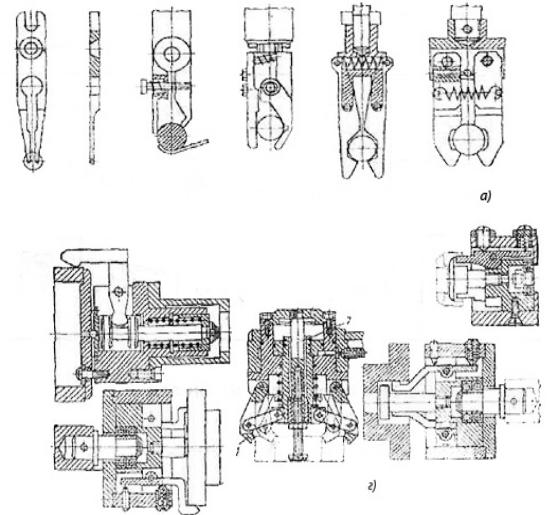
переналадки деталей с размерами, включающими соседние меньшие значения указанного выше ряда. Эти захваты выполняют обычно с использованием реечных и зубчатых передаточных механизмов. Они имеют более широкие технологические возможности, чем узкозахватные. Механическиезахваты (рис.1.15) используются для загрузки станков деталями типа тел вращения или коробчатой формы.
Рис.1.15. Захваты промышленных роботов
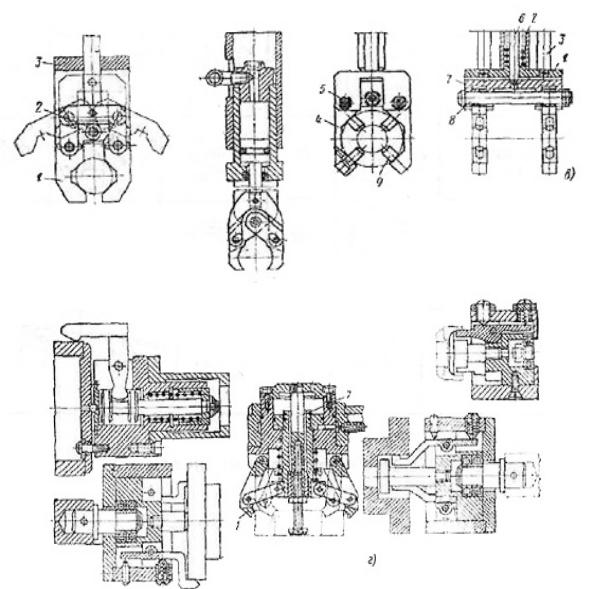
Продолжение рис. 1. 15
Рис.1.15. Захваты промышленных роботов: а) неуправляемые типа пинцета или клещей для валов; б)неуправляемые для втулок в)клещевые управляемые для валов; г) патронные для захвата за наружную поверхность; д)
оправочные.
По числу рабочих позиций захваты всех типов разделяют на однопозициониые (имеют одну рабочую позицию) и многопозиционные (имеют несколько рабочих позиций).
Захватные устройства изготовляют несменными и сменными (требуют малого времени для смены, могут заменяться автоматически),
Для нагрузки металлообрабатывающих станков, как правило, используют
механические зажимные устройства. Кроме закреплениязаготовки эти устройства выполняют функции ориентации, центрирования предмета обработки.
Широкое применение находят многонозиционные (многоместные) захватные устройства. При наличии на руке робота двух захватов цикл загрузки-разгрузки оборудований сокращается. Во время обработки предыдущей заготовки робот захватывает заготовку для обработки и смешается на максимально близкое расстояние к рабочей зоне. После окончания обработки ПР свободным захватным устройством захватывает обработанную заготовку и после поворота устанавливает очередную заготовку, в приспособление станка. Во время обработки новой заготовки робот укладывает обработанную заготовку в тару или на тактовый стол, В результате совмещения вспомогательных переходов с работой станка время загрузки может сократиться в 2 — 3 раза. Современные захватные устройства помимо захватов для удержания заготовок имеют захваты для смены инструментальных головок или блоков.
Промышленные роботы обычно комплектуют набором типовых захватных устройств, Часто при переходе на обработку другой детали меняют не сам захват, а его сменные рабочие элементы (призмы, губки и т. д.).
К захватным устройствам предъявляют следующие требования: надежность захватывания и удержания объекта во время разгона и торможения подвижных элементов ПР, точность базирования заготовки в захвате, недопустимость повреждения или разрушения предмета обработки, прочность при малых габаритных размерах и массе. Особое вниманиедолжно быть обращено на проверку допустимых для данного захватного устройства сил, моментов, нагрузок на местакрепления.
При частой смене заготовок или при обслуживании одним ПР нескольких станков захватные устройства должны обеспечивать возможность работы с заготовками с размерами, формой и массой в широком диапазоне. В этом случае наиболее приемлемыми являются широкодиапазониые захватные
устройства. В некоторых случаях возникает необходимость применения захватных устройств с автоматической сменой их. Требование быстрой смены захватного устройства и его элементов часто является важным, так как восполняет недостаток подвижности самого ПР и позволяет более полно использовать робот в роботизированном процессе.
Расчет механических захватных устройстввключает проверку на прочность деталей захвата. Кроме того, необходимо определить силу привода захватного устройства, силу в местах контакта заготовки и губок, проверить отсутствие повреждений поверхности заготовки или детали при захватывании, возможность удержания захватом заготовки (детали) при манипулировании, особенно в моменты резкихостановок.
Соотношение между силой Р привода, силами F на губках или моментом М на губках захватного устройства определяют из условий статического равновесия. Так, для захвата с рычажным механизмом, показанным на рис.1. 16, из условия ∑ Р = 0 в точке С имеем
2 F23 sin γ – P =0 ,
откуда
F23 = P /(2 sin γ ) /
Из условия ∑М==0 относительно точки А следует
P = ( F / η ) (2 h1 sin γ ) / h2 ,
где η - КПД механизма.
При известном моменте М сила привода
P η = (∑j=1…n Mj sin γ)/ b ,
где Мj- — момент сил на губке; b — плечо рычага; п — число губок (обычно п =2).