

Metod_ukaz_po_DRавтом.пр.проц.в маш.(норко)
.pdf
|
|
d2 |
V |
|
d3 |
|
|
l3 |
|
|
|
|
||
β |
|
|
l1 |
|
|
|
|
l2 |
|
|
l |
|
|
|
|
|
|
Центр |
|
Хс –координата |
А |
d1 |
тяжести О |
|
заготовки |
||||
центра тяжести |
|
|||
|
|
|
||
заготовки |
|
|
|
|
|
L2>l1 +l2+ l3 |
|
||
|
d3 |
|
d2 |
|
|
|
|
||
|
|
|
L1=d1+Δ d |
|
|
|
L2>l1+l2+ l3 |
||
Рис.1.11. Параметры ориентирующей части лотка |
||||
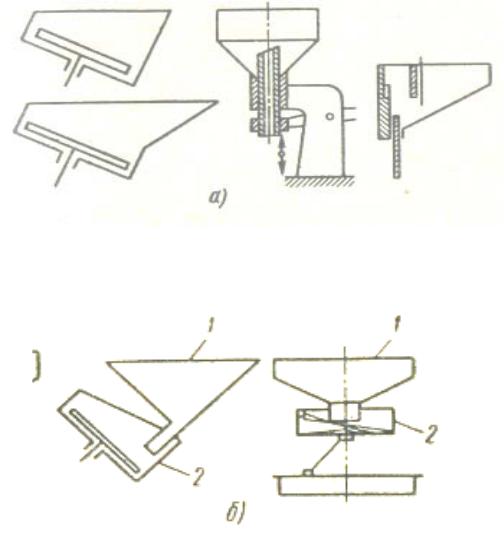
1.4.Бункерные устройства ориентации .
Для ориентации мелких деталей (заготовок) широко применяются бункерные устройства. Бункерные устройства ориентации обеспечивают: а) запас заготовок в необходимом количестве для непрерывной работы механизма ориентации в течение заданного промежутка времени без пополнения; б) подготовку заготовок к захвату, а значит и ориентированию. В бункер заготовки загружают навалом.
Наибольшее распространение получили бункера ковшеобразные, имеющие форму цилиндра, конуса или усеченного цилиндра (рис.1. 12). Бункера могут иметь одну емкость для накопления и захвата заготовок (рис.1. 12 а) и две емкости — предбункер 1, служащий для накопления основного запаса заготовок, и собственно бункер 2 (рис.1. 12 б).
Объем бункера рассчитывают по формуле
Vб = V3 T/ ( t q) = V3 T Qcp/ q,
где Vз — объем заготовки, см3; Т — период времени непрерывной работы загрузочного устройства при одной заправке бункера (без досыпки), мин; t
— штучное время обработки, мин; q — коэффициент объемного заполнения; Qср — средняя производительность загрузочного устройства, шт/мин.
Коэффициент объемного заполнения q зависит от конфигурации и размеров заготовок ( его определяют экспериментально). Для простых по форме заготовок q = 0,4-…-0,6.
Механизмы ориентации. Производительность механизмов ориентации бункерных загрузочных устройств Qcp должна несколько превышать потребность станка в заготовке QСТ.Заготовки из механизма ориентации выдаются поштучно, порциями и непрерывно. Производительность механизмов ориентации в зависимости от способа выдачи заготовок рассчитывается по следующим формулам.
Для поштучной выдачи Qср = k z n;
Для порционной выдачи |
Qср = kzтп; |
Для непрерывной выдачи |
Qср = k v/l-. |
В формулах приняты обозначения: Qср — средняя производительность механизма ориентации, шт/мин; z — число захватывающих элементов (крючков, карманов и т. д.), принимающих участие в одном цикле работы (один оборот, один двойной ход); п — число циклов (оборотов, двойных ходов) в 1 мин; т — число заготовок, которые могут быть захвачены одним элементом; v — средняя скорость движения заготовок, м/мин; l — длина заготовки в направлении движения заготовок, мм; k — коэффициент захвата.
Рис. 1. 12. Бункера: а — с одной емкостью; б — с двумя емкостями
Автоматическое ориентирование бывает первичное и вторичное. Первичное ориентирование — часть процесса автоматического
ориентирования, в течение которого загружаемые заготовки переводятся из хаотического состояния в любое определенное и устойчивое положение относительно ориентирующих поверхностей.
Вторичное ориентирование — часть процесса автоматического ориентирования, в течение которого неправильно ориентированные заготовки отсеиваются или переводятся из начального определенного устойчивого положения в другое устойчивое положение до тех пор, пока заготовка не будет переведена в какое-либо одно заданное положение.
Вторичное ориентирование может осуществляться в самих захватных органах, в приемнике механизма ориентации или в отдельном дополнительном устройстве (селекторе).
Автоматическое ориентирование включает опознавание положения подаваемой заготовки и активное или пассивное изменение ее ориентации.
Автоматическое ориентирование может быть пассивным, при котором заготовки, занявшие положение в рабочем органе механизма ориентации, отличное от требуемого, сбрасываются в бункер, и активным, когда в ориентирующих устройствах создаются условия для перевода всех возможных различимых положений заготовки в одно заданное.
Дисковые карманчиковые м е х а н и з м ы ориентации различаются расположением карманов для захвата, количеством приемов, за которые ориентируется заготовка, и расположением устройства для вторичной ориентации (внутри или вне бункера). Заготовки в диске могут располагаться по хорде, перпендикулярно диску и по радиусу диска
(рис.1. 12).
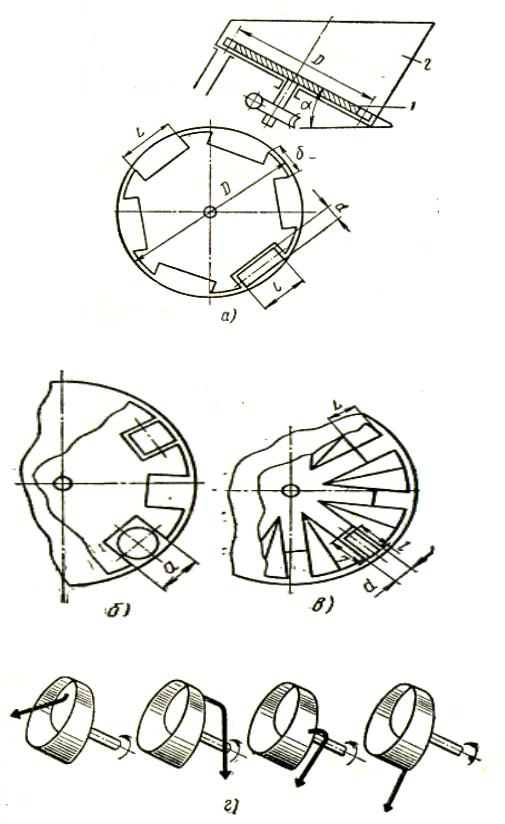
Рис.1.12. Дисковые карманчиковые механизмы ориентации: а — с вырезами (карманами) по хорде; 6 — с аксиально расположенными вырезами (карманами); в — с радиально расположенными вырезами (карманами); г — схемы выдачи заготовок из механизма ориентации; 1 диск с вырезами (карманами); 2 — бункер
Дисковые карманчиковые механизмы с ориентированием заготовок по хорде и радиально используют для гладких и фасонных сплошных и полых тел вращения сd< 15 мм,l< 80 мм и отношением —l/d == 2,5-…- 4
При проектировании механизмов ориентации необходимо учитывать, что расстояние между осями вырезов (шаг) для заготовок в захватных органах зависит от длины заготовки и зазора между заготовкой и стенками гнезда:
т = l + δ + l ,
где δ — толщина перегородки, мм (определяется конструктивно): l = ((l – L / 2)2 + d2)1/2 < L / 2,
l = ( 1.4,…1.6) d .
Число вырезов (карманов) для первичного ориентирования определяют по длине окружности диска, а шаг корректируют с учетом толщины перегородки δ.
Размеры вырезов (карманов) для захвата и первичного ориентирования и карманов для вторичного ориентирования следующие:
l < L ,< l + d и .L = l + l = m – δ .
Диаметр диска
D ≥ (8…10) L ,
где L — длина выреза, мм.
Уголα наклона бункера к горизонтальной плоскости принимается равным 45— 50°; толщина стенки бункера 1,5—3 мм.
Коэффициент выдачи η = 0,6-..-0,65. Число карманов
z = 180 /(arksin (5 d / D )).
Дисковый зубчатый механизм ориентирования (рис. 12 6) предназначен для подачи колпачков и подобных им заготовок, высота которых равна (1,25—3,5) d (наибольшая высота 50 мм и наименьший диаметр 15—20 мм).
При проектировании механизмов этого типа расстояние между осями вырезов для заготовок в диске (шаг)
т = d + d + δ.
Для обеспечения свободного западания заготовки в карман (вырез) d принимается равным 0,7—1 мм, толщина перегородкиδ должна быть такой, чтобы заготовка не могла лежать одновременно на трех перегородках вырезов в диске (стенках кармана).
Для лучшей подготовки заготовок к захвату диск выполнен коническим с углом φ = 3-…-5°, а на торце снабжен желобками.
Бункер устанавливают под углом α =40-…-50°; угол наклона приемника γ = 90° — α; приемник расположен под угломβ = 4… -10° к го-
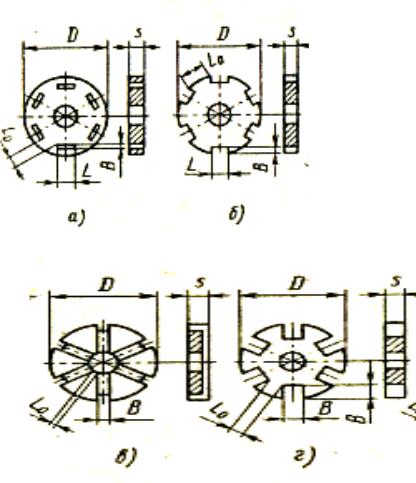
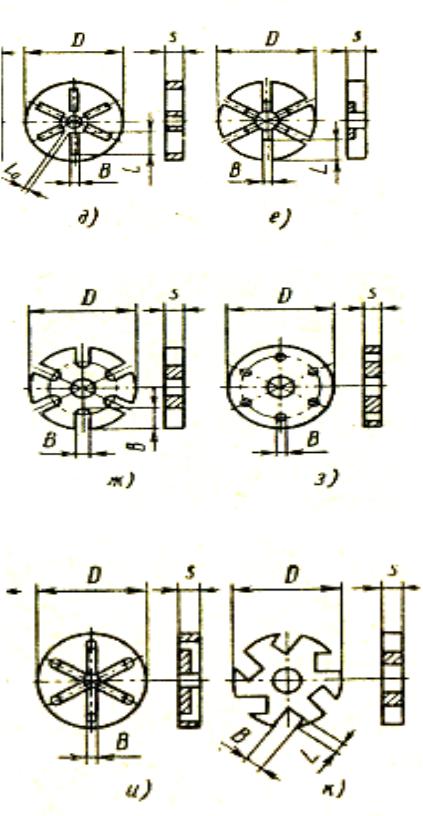
ризонтальной оси бункера. Размеры дисков в зависимости от типа гнезд приведены в табл.1. 8, а формулы для расчета скорости — в табл.1. 9.
Таблица 1.8. Размеры дисков для карманчиковых дисковых механизмов ориентации
Тип диска |
по |
L0 , мм |
L , мм |
B , мм |
S , мм |
D , мм |
эскизу |
|
|
|
|
|
|
а и б |
|
0.25 l |
l +0.7 |
1.5 d |
0.9 d |
≥ 10 l |
в и г |
|
0.25 d |
- |
1.2 d |
0.9 d |
≥ 10 d |
д и е |
|
0.25 d |
l +0.7 |
1.2 d |
0.9 d |
≥ 10 d |
ж , з ,и |
|
0.25 d |
- |
1.2 d |
0.8 d |
≥ 10 d |
к , л , м |
|
0.25 d |
l +0.7 |
1.2 d |
0.9 d |
≥ 10 l |
Примечание: l и d – соответственно длина и диаметр заготовки (детали)

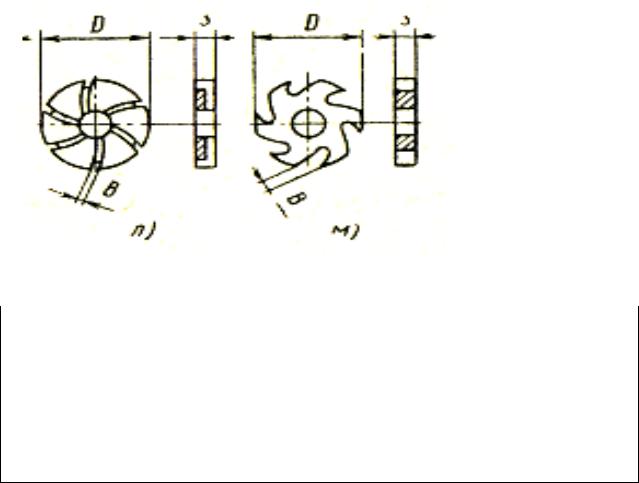
Таблица 1.9. Типы дисков карманчиковых механизмов ориентации
Эскиз диска |
Параметры механизма |
|
Ширина лотка |
|
В=l+v((2 d)/a)1/2 |
|
Коэффициент захвата |
|
К= 0.9 |
|
Максимальная скорость |
|
V=(A (B-l)2/(2(d-s)))1/2 |
|
a=g(cos α-f sin α) |
|
A=g(sin α-f cos α) |
|
α=kn arctg ((l f + d)/(l – f d)) |
|
Ширина лотка |
|
B=n ((l2 + d2)/ (1 + f))1/2 |
|
Коэффициент захвата |
|
К= 0.45…0.6 |
|
Максимальная скорость |
|
V=(B – d)/(2 (l –s)/ a)1/2 |
|
|
|
Ширина лотка |
|
В=2 d n /(1 + f2) |
|
Коэффициент захвата |
|
К= 0.1…0.2 |
|
Максимальная скорость |
|
V<(B-d/2)(a /(d-2 s))1/2 |
|
|
Обозначения: а — ускорение заготовки при скольжении по
плоскости, наклоненной под угломα ; а — = g (cos α — fsin α); l — длина заготовки; В — ширина отводящего лотка; g — ускорение свободного падения; s — зазор между подвижным диском и неподвижным днищем бункера; d — диаметр заготовки;ρ 1, — радиус инерции заготовки относительно оси, проходящей через точку касания заготовки с краем лоткаα;
— угол наклона лотка; К — коэффициент захвата; кн – коэффициент запаса, кн = 1,4…-1,6; f — коэффициент трения (0,4 — 0,5).