

Metod_ukaz_po_DRавтом.пр.проц.в маш.(норко)
.pdfПримечание к табл.1.2.
Примечание к табл.1.2. Если лоток имеет несколько изгибов
(криволинейных участков) различного радиуса rн, то ширина лотка Вл вычисляется для изгиба наименьшего радиуса.
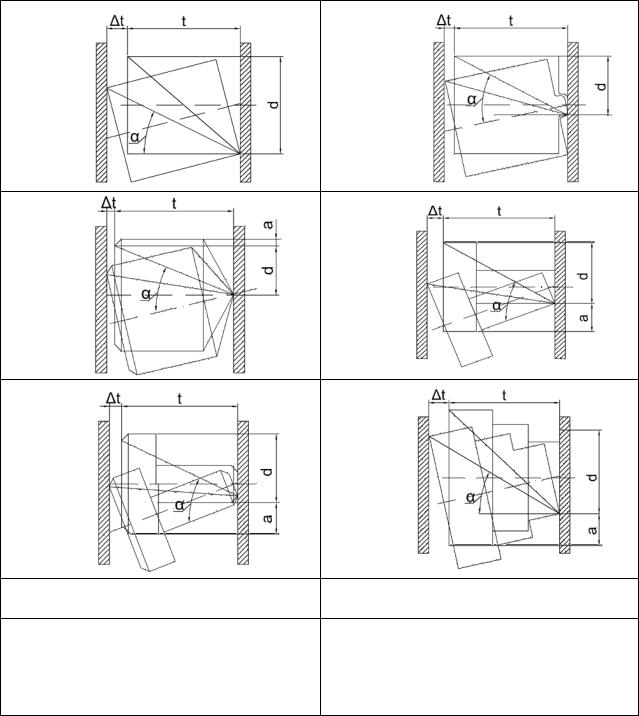
Обозначения для табл. 1 . 2 ; Вл - ширина лотка, мм; d — диаметр (ширина) заготовки, мм; d — зазор между заготовкой и бортами лотка, мм; l — длина заготовки, мм; l — зазор между заготовкой и бортами лотка в направлении, перпендикулярном к ее большой оси, мм; rп — радиус криволинейного участка наружного борта лотка, мм; l’ — допуск на длину заготовки, мм; d 2 — допуск на диаметр заготовки, мм; α’ — угол на криволинейном участке, °; Вл’ — ширина борта у У-образного лотка, мм Нб— высота борта лотка, мм; Н — зазор между стенкой лотка и заготовкой: Н = 0,5,…1 мм; λ— угол контакта заготовки с бортом лотка,
°; ɵ угол криволинейного участка лотка, °.
Зазоры, рассчитанные по формулам табл.1. 3, являются максимально допустимыми. Применяемые на практике зазоры l 1 определяют по формуле
l 1 = Δ' + min + B, |
|
где Δ' — допуск на длину (ширину) |
заготовки; min— наименьший |
гарантированный зазор; В —допуск на ширину лотка. |
|
Гарантированный минимальный зазор |
min при отсутствии загрязнения |
лотка и заготовок принимают равным допуску на длину заготовки или детали по 10-11 квалитету точности, если заготовки загрязнённые, то по 1214 квалитету точности. Значения допусков (мкм) и шероховатости поверхности (мкм) соответствующих квалитетам точности приведены в табл.1.4.
Угол наклона γ лотков-скатов и лотков-склизов назначают в зависимости от шероховатости поверхностей заготовок и лотков, твёрдости и степени загрязнения заготовки;, наличия на их поверхности смазки и уточняются
экспериментально.
Таблица 1.3.. Формулы для расчета зазора l в лотке для заготовок с различными торцами (по данным В.П. Боброва.)
1
2
3 |
4 |
5 |
6 |
Номер эскиза |
формулы |
1, 2, 3, 4, 5, 6 |
l =(( ( d2 + l2 ) / (1 +f 2)) ½) -l . |
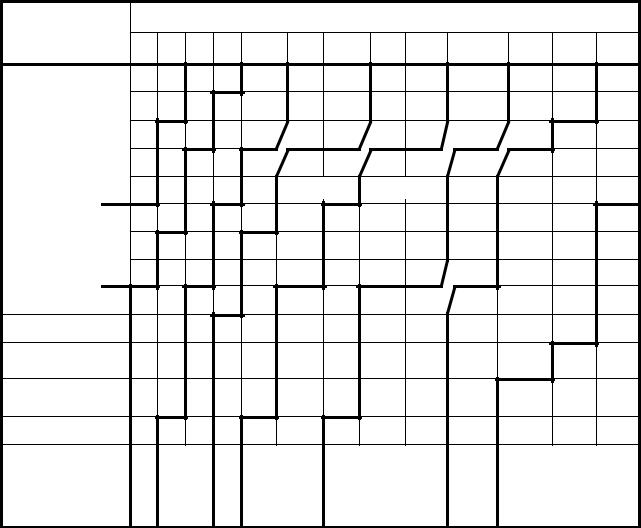
Таблица 1.4 − Значения допусков (мкм) и шероховатости поверхности (мкм) соответствующих квалитетам точности для размеров до 500 мм
Размер, мм
до 3 |
|
|
от 3 до 6 |
0,32 |
|
|
||
от 6 до 10 |
||
Ra |
||
|
||
от 10 до 18 |
||
|
||
|
|
|
от 18 до 30 |
|
|
от 30 до 50 |
0,63 |
|
|
||
от 50 до 80 |
||
Ra |
||
|
||
от 80 до 120 |
||
|
||
от 120 до 180 |
|
от 180 до 250
от 250 до 315
от 315 до 400
от 400 до 500
|
|
|
|
|
|
Квалитет |
|
|
|
|
||
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
4 |
6 |
10 14 |
25 |
40 |
60 |
100 140 |
250 |
400 |
600 |
1000 |
||
5 |
8 |
12 18 |
30 |
48 |
75 |
120 180 |
300 |
480 |
750 |
1200 |
||
6 |
9 |
15 22 |
36 |
58 |
90 |
150 220 |
360 |
580 |
900 |
1500 |
||
8 |
11 |
18 |
27 |
43 |
70 |
110 |
180 270 |
430 |
700 |
1100 1800 |
||
9 |
13 21 33 |
52 |
84 |
130 |
210 330 |
520 |
840 |
1300 2100 |
||||
11 16 |
25 |
39 |
62 |
100 160 |
250 390 |
620 |
1000 1600 2500 |
|||||
13 19 30 46 |
74 |
120 190 |
300 460 |
740 |
1200 1900 3000 |
|||||||
15 22 35 54 |
87 |
140 220 |
350 540 |
870 |
1400 2200 3500 |
|||||||
18 25 40 63 |
100 |
160 250 |
400 630 |
1000 |
1600 2500 4000 |
|||||||
20 29 |
46 |
72 |
115 |
185 290 |
460 720 |
1150 |
1850 2900 4600 |
|||||
23 32 52 81 |
130 |
210 320 |
520 810 |
1300 |
2100 3200 5200 |
|||||||
25 36 57 89 |
140 |
230 360 |
570 890 |
1400 |
2300 3600 5700 |
|||||||
27 40 63 97 |
155 |
250 400 |
630 970 |
1550 |
2500 4000 6300 |
|||||||
Ra 1,25 |
Ra 3,2 |
Ra 6,3 |
Ra 12,5 Rz 40 |
|
Rz 80 |
|
Rz 160 |
|
Rz 320 |
|
||
1.2.Расчет пропускнойспособности лотков
Плавность и скорость перемещения заготовок по лотку (рис.1. 5) зависят от материала заготовки и лотка, размера и шероховатости поверхности скольжения и прогиба лотка. Тяжелые заготовки при всех прочих равных условиях скользят лучше легких. На выпуклых и вогнутых участках лотка заготовки перемещаются медленнее, чем на прямолинейных. Наибольшая скорость движения заготовки обеспечивается при использовании наклонной поверхности в виде циклоиды, а наименьшая— в виде прямой. Если конечная скорость заготовки велика, то для ее уменьшения лотки выполняют из двух

участков, имеющих разные углы наклона, сопрягаемые по радиусу R, который больше длины заготовки, перемещаемой по лотку (рис.1. 5, б).
Угол наклона первого участкаγ 1 = 25-…30°, а угол наклона второго участкаγ2 обязательно меньше угла трения.
Рис.1. 5. Схема движения единичной заготовки по лотку:а — лоток-склиз; б - лоток-склиз, состоящий из двух секций; в - лоток, имеющий секции с разными коэффициентами трения
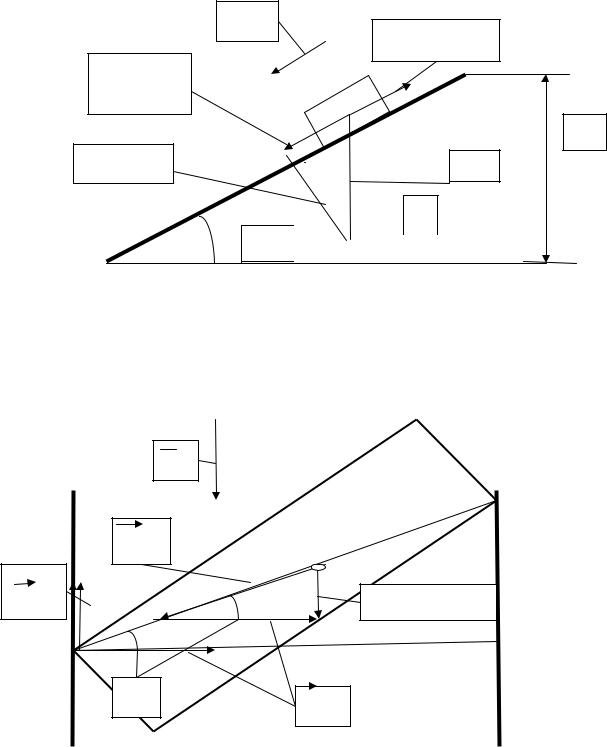
Н рис.1. 6 приведена расчетная схема системы сил , обеспечивающей движение детали (заготовки) по лотку.
a
f1 mg Cosγ
mg Sinγ
h
mg Cosγ |
mg |
 γ γ
γ γ 


a
|
Fсж |
Fбтр |
Fд= mgSinγ |
α Fn
Рис. 1 6 . Расчетная схема для определения ускорения движения детали (заготовки) по лотку
На рис.1.7 приведена расчетная схема лотка, состоящего из двух наклонных участков. Скорость движения заготовки к концу первого участка будет равна: V1=V0 +a1t1 где а1- ускорение заготовки на первом участке; t-

время прохождения пути S1; V0-начальная скорость. |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||||||
Ускорение заготовки будет равно |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
а1 = ( mg Sin γ1 – fmg Cos γ1 ) / m = g (Sin γ1 – f1 Cos γ1). |
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||||||||
Время прохождения пути t1 |
определяется из следующего уравнения |
|
|
|
|||||||||||||||||||||||||||||||||
|
S1 = v0 t1 + a1t12 /2 . |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||
Отсюда следует |
a1t12 + 2 v0 t1 – 2S1 = 0 или |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||||||||
t1 = ( - v0 +(v02+2S1a1)(1/2))/a1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||
Или |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
V |
=v |
0 |
+ а |
(( - |
|
2 |
+2S1a1) |
(1/2) |
|
2 |
|
|
|
g (Sin γ |
1 |
– f |
1 |
Cos γ |
) |
|
(1/2) |
) |
|
|
|||||||||||||
1 |
|
|
1 |
|
|
v0 +(v0 |
)/a1) =(v0 |
+2S1 |
|
|
|
|
|
1 |
) |
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
V0 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
mgsin γ1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S1 |
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
h1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
mgcos γ1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
mg |
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
V1 |
|
|
|
|
|
|
|
|
γ1 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
S2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
h2 |
|||
|
|
|
V2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||
|
|
|
|
|
|
|
|
|
γ2 |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
Рис.1 7. Расчетная схема движения единичной заготовки по лотку
Второй участок характеризуется торможением, т.к. угол наклона лоткаγ2 меньше угла трения , т.е. V2= V1 –a2t2
Ускорение торможения a2 равно a2 = g ( f2 Cos γ2 - Sin γ2 ) Время t2 равно решению уравнения
S2 = V1t2 –a2t22/2 или a2t22 - 2 V1t2 + 2 S2 = 0 .
Отсюда
t2 = (V1 + (V12 -2 S2 a2)(1/2))/ a2 .
Таким образом получим:
V2= V1 –a2t2 = (V12 -2 S2 a2)(1/2) = (V12 -2 S2 g ( f2 Cos γ2 - Sin γ2 ))(1/2)
где f-коэффициент трения ; S1 и S2-длины участков лотка (м); g-ускорение свободного падения.(м/с2)
Полученные выражения для расчета скорости скольжения детали (заготовки) по лотку не учитывают силы трения детали (заготовки) об борта лотка при движении.
Рельсовые лотки (рис. 1.8) применяют для заготовок с буртом. При перемещении заготовок внахлестку (рис. 8, а) угол наклона лотка
γ > arcsin(2h/((D2 -S2)(1/2)+d)) ,
а при соприкосновении головок заготовок друг с другом (рис. 8, 6)
γ < arctg(((D2 -S2 )(1/2))/(2l1 )).
При перемещении заготовок внахлестку зазор между ограничительной планкой
иопорной поверхностью лотка
H= (((D2-S2)1/2+D)/2) Sin (γ - arctg(((D2 -S2 )(1/2))/(2l1 ))) + h + ΔH,
где ΔH = 1,…2 мм, а присоприкосновении головок друг с другом
H= hmax + ΔH.
Вформулах приняты обозначения: l1 — расстояние от опорной
плоскости головки до центра тяжести заготовки; l1 =( R2 – ( S/2)2)1/2 ,
где S = В + h; В = 1,1 d; В < S < 0,8D; h — толщина рельсов |
по |
которым движется заготовка. Остальные обозначения даны на рис. 1.8. |
|

Рис. 1.8. Схема рельсового лотка:а-заготовки перемещаются в нахлестку;
б— заготовки перемещаются, соприкасаясь головками
1.3.Способы и устройства ориентирования деталей
Детали должны быть поданы к рабочим органам сборочного автомата или другого устройства (станочное приспособление), осуществляющего сборочный процесс, в требуемом ориентированном положении. Различают два метода ориентации: пассивный и активный. При пассивном методе ориентации из потока различно ориентированных деталей пропускаются только те детали, ориентация которых соответствует требуемой. Остальные детали вновь возвращаются в подающее устройство (например, бункер), откуда они снова подаются на вход ориентирующего устройства в устойчивых случайных положениях. При активном методе ориентации неправильно ориентированные детали переориентируются требуемым образом.
Простейшие ориентирующие устройства представляют собой различные преграды на пути потока различно ориентированных деталей, пройти которые могут только детали, ориентированные требуемым образом. На рис.1.9 а на
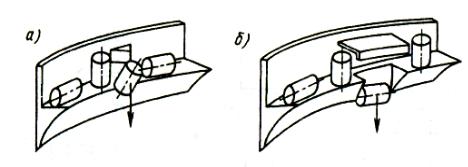
пути потока деталей установлен упор который сбрасывает на дно бункера вертикально ориентированные детали и пропускает горизонтально ориентированные детали. На рис.1.9 6 показано устройство, пропускающее только вертикально двигающиеся валики, которые поддерживаются верхней скобой. Детали с горизонтально расположенной осью по наклонной плоскости скатывается на дно бункера.
Рис. 1.9. Устройства пассивной ориентации.
Устройство активной ориентации переориентирует неправильно ориентированные детали. Примером является устройство, ориентирующее двухступенчатые валы с большим диаметром ступени вперёд (рис.1. 10). Валы в начальной фазе скользят по лотку с большим диаметром ступенью и вперёд и назад. При дальнейшем движении тело вала проваливается в паз и вал принимает вертикальное положение. Продолжая двигаться на нижнем торце ступени с большим диаметром ударяясь об уступ валы поворачиваются и двигаются только с большим диаметром вперёд. Для реализации этого способа ориентации необходимо чтобы центр тяжести вала располагался на ступени с меньшим диаметром.
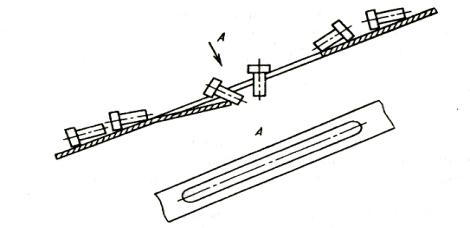
Рис.1. 10. Устройство активной ориентации.
Параметры ориентирующей части лотка приведены на рис.1.11.