

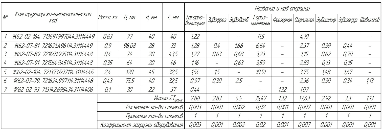
1.9. Нормирование технологического процесса.
Таблица
6
|
№ Операции и перехода |
tо |
tвсп |
tоп |
tоб |
tотд |
Тшт | ||||||
|
tуст |
tупр |
tизм | ||||||||||
|
05(1) |
0,02 |
0,23 |
0,07 |
0,07 |
0,85 |
0,026 |
0,03 |
1,476 | ||||
|
05(2) |
0,02 |
0,23 |
0,07 |
0,07 |
0,7 |
0,021 |
0,028 |
1,272 | ||||
|
05(3) |
0,09 |
0,23 |
0,07 |
0,07 |
0,73 |
0,022 |
0,03 |
1,209 | ||||
|
05(4) |
0,16 |
0,23 |
0,07 |
0,07 |
0,84 |
0,025 |
0,034 |
1,479 | ||||
|
05(5) |
0,02 |
0,23 |
0,02 |
0,00 |
0,04 |
0,001 |
0,002 |
0,313 | ||||
|
05(6) |
0,02 |
0,23 |
0,02 |
0,00 |
0,04 |
0,001 |
0,002 |
0,313 | ||||
|
05(7) |
0,09 |
0,23 |
0,07 |
0,07 |
0,72 |
0,022 |
0,029 |
1,231 | ||||
|
05(8) |
0,04 |
0,23 |
0,07 |
0,09 |
0,69 |
0,021 |
0,028 |
1,189 | ||||
|
05(9) |
0,02 |
0,23 |
0,07 |
0,09 |
0,72 |
0,022 |
0,029 |
1,251 | ||||
|
05(10) |
0,02 |
0,23 |
0,14 |
0,22 |
9,72 |
0,292 |
0,389 |
1,476 | ||||
|
05(11) |
0,11 |
0,23 |
0,07 |
0,07 |
0,74 |
0,022 |
0,03 |
1,272 | ||||
|
05(12) |
0,13 |
0,23 |
0,07 |
0,07 |
0,76 |
0,023 |
0,03 |
1,313 | ||||
|
05(13) |
0,24 |
0,23 |
0,07 |
0,07 |
0,87 |
0,026 |
0,035 |
1,541 | ||||
|
05(14) |
0,02 |
0,23 |
0,02 |
0,00 |
0,04 |
0,001 |
0,002 |
0,313 | ||||
|
05(15) |
0,02 |
0,23 |
0,02 |
0,00 |
0,04 |
0,001 |
0,002 |
0,313 | ||||
|
05(16) |
0,02 |
0,23 |
0,02 |
0,00 |
0,04 |
0,001 |
0,002 |
0,313 | ||||
|
05(17) |
0,2 |
0,23 |
0,07 |
0,07 |
0,8 |
0,024 |
0,032 |
1,396 | ||||
|
10(1) |
4,6 |
0,01 |
0,14 |
0,22 |
5,1 |
0,15 |
0,20 |
10,51 | ||||
|
15(1) |
0,33 |
0,05 |
0,07 |
0,09 |
0,87 |
0,026 |
0,035 |
1,371 | ||||
|
20(1) |
0,24 |
0,2 |
0,07 |
0,09 |
0,87 |
0,026 |
0,035 |
1,531 | ||||
|
25(1) |
0,02 |
0,2 |
0,02 |
0,00 |
0,04 |
0,001 |
0,002 |
0,283 | ||||
Проведем расчет нормирования группового технологического процесса для детали 1К62-02-164 на основе детали 1К62-02-104.
Токарно-винторезная операция

Горизонтально-протяжная операция

 Сверлильная
операция
Сверлильная
операция

Для всех остальных
деталей найденные
 сведем в таблицу.
сведем в таблицу.
Групповой
технологический процесс
Таблица 7
ТттТТ
1.10. Размерный анализ
Строим два технологических графа (по двум осям координат).
Выявив замкнутые цепи на графах, проводим расчет межоперационных размеров.
Ось X
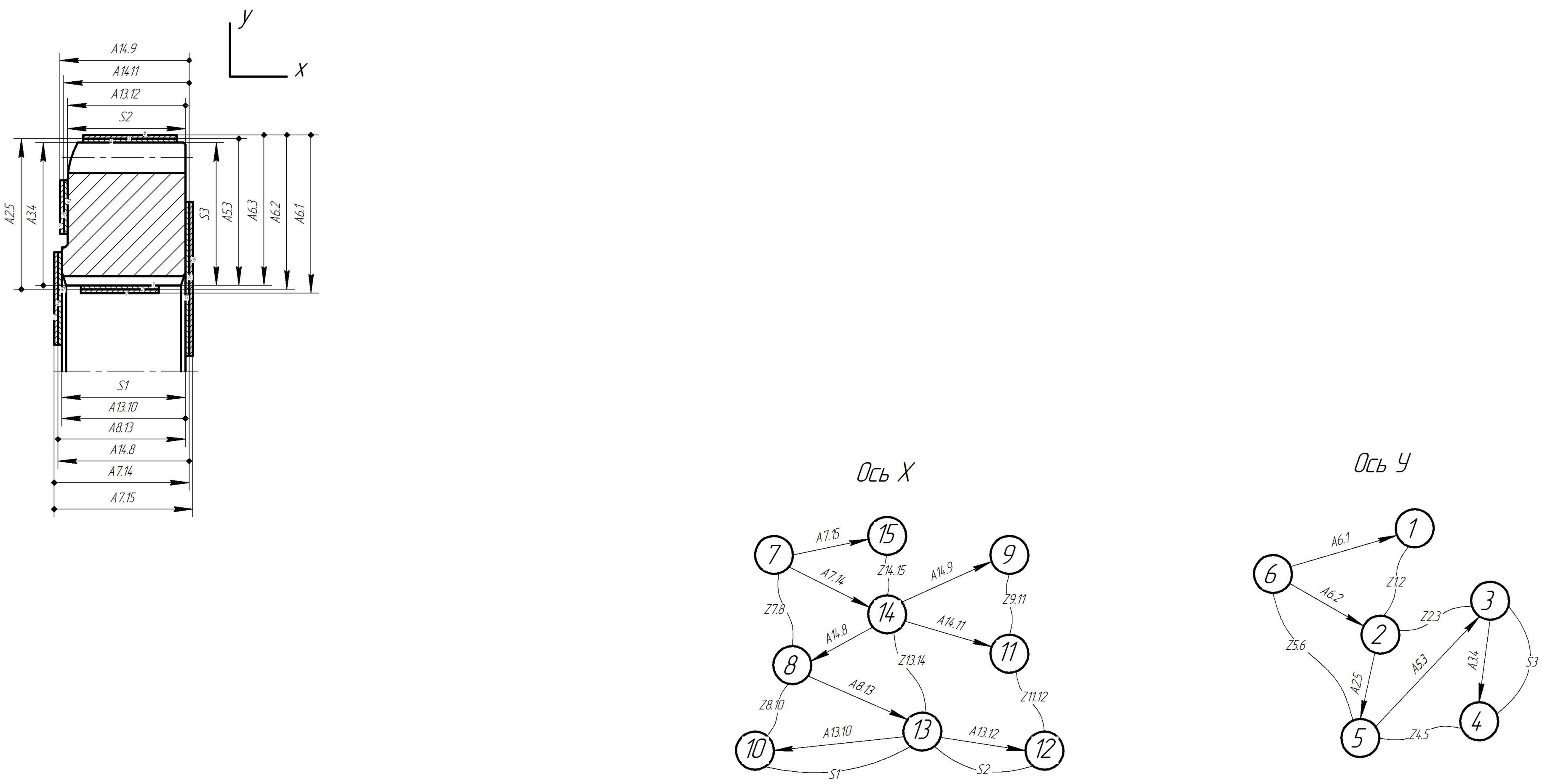
Припуски: Z7,8 = 4,68; Z8,10 = 0,94; Z9,11 = 4,68; Z11,12 = 0,94; Z13,14 = 4,68;
Z14,15 = 0,94.
Конструкторские размеры: S1 = 32,5; S2 = 31.
Технологические размеры:
А13,10 = S1 = 32,5-0,2
– Z8,10 + А8,13 – А13,10 = 0; A8,13 = 0,94 + 32,5 = 33,44-0,16
A14,8 – Z13,14 – A8,13 = 0; A14,8 = 4,68 + 33,44 = 38,12-0,16
– Z7,8 + А7,14 – А14,8 = 0; А7,14 = 4,68 + 38,12 = 42,8-0,52
А7,15 – Z14,15 – А7,14 = 0; А7,15 = 0,94 + 42,8 = 43,74-0,52
А13,12 = S2 = 31-0,17
– А14,11 + Z11,12 + А13,12 – А8,13 + A14,8 = 0; А14,11 = 0,94 + 31 – 33,44 + 38,12 = 36,62-0,16
– А14,9 + Z9,11 + А14,11 = 0; А14,9 = 4,68 + 36,62 = 41,3-0,52
Ось Y
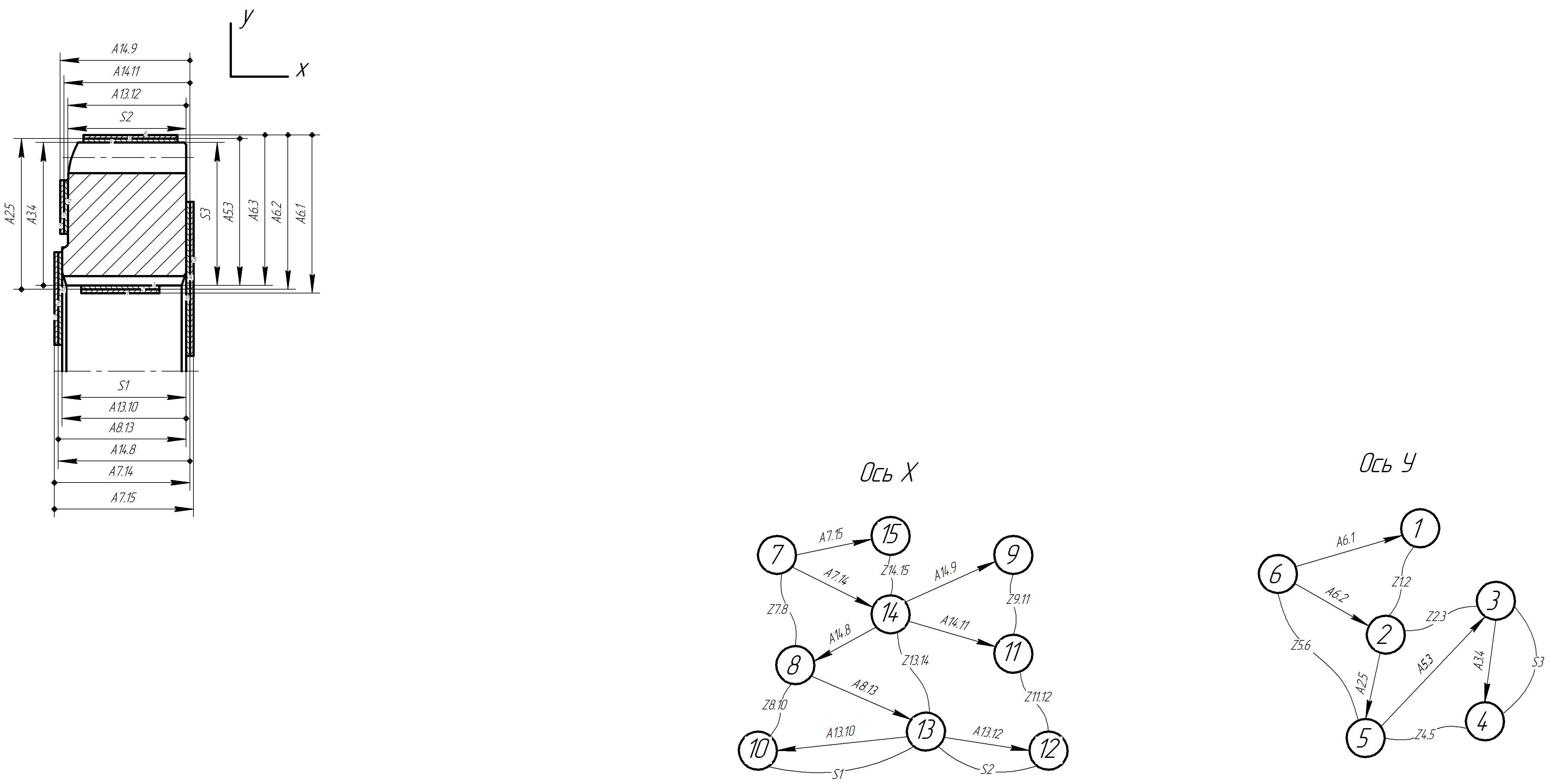
Припуски: Z1,2 = 0,67; Z2,3 = 0,625; Z4,5 = 0,5; Z5,6 = 3,165.
Конструкторские размеры: S3 = 35.
Технологические размеры:
А3,4 = S3 = 35+0,34
– А5,3 + А3,4 + Z4,5 = 0; A5,3 = 35 + 0,5 = 35,5-0,23
– A2,5 + Z2,3 + A5,3 = 0; A2,5 = 0,625 + 35,5 = 36,125+0,13
– А6,2 + А2,5 + Z5,6 = 0; А6,2 = 36,125 + 3,165 = 39,29-0,53
– А6,1 + Z1,2 + А6,2 = 0; А6,1 = 0,67 + 39,29 = 39,96+0,25