

1.5. Проектирование комплексной детали.
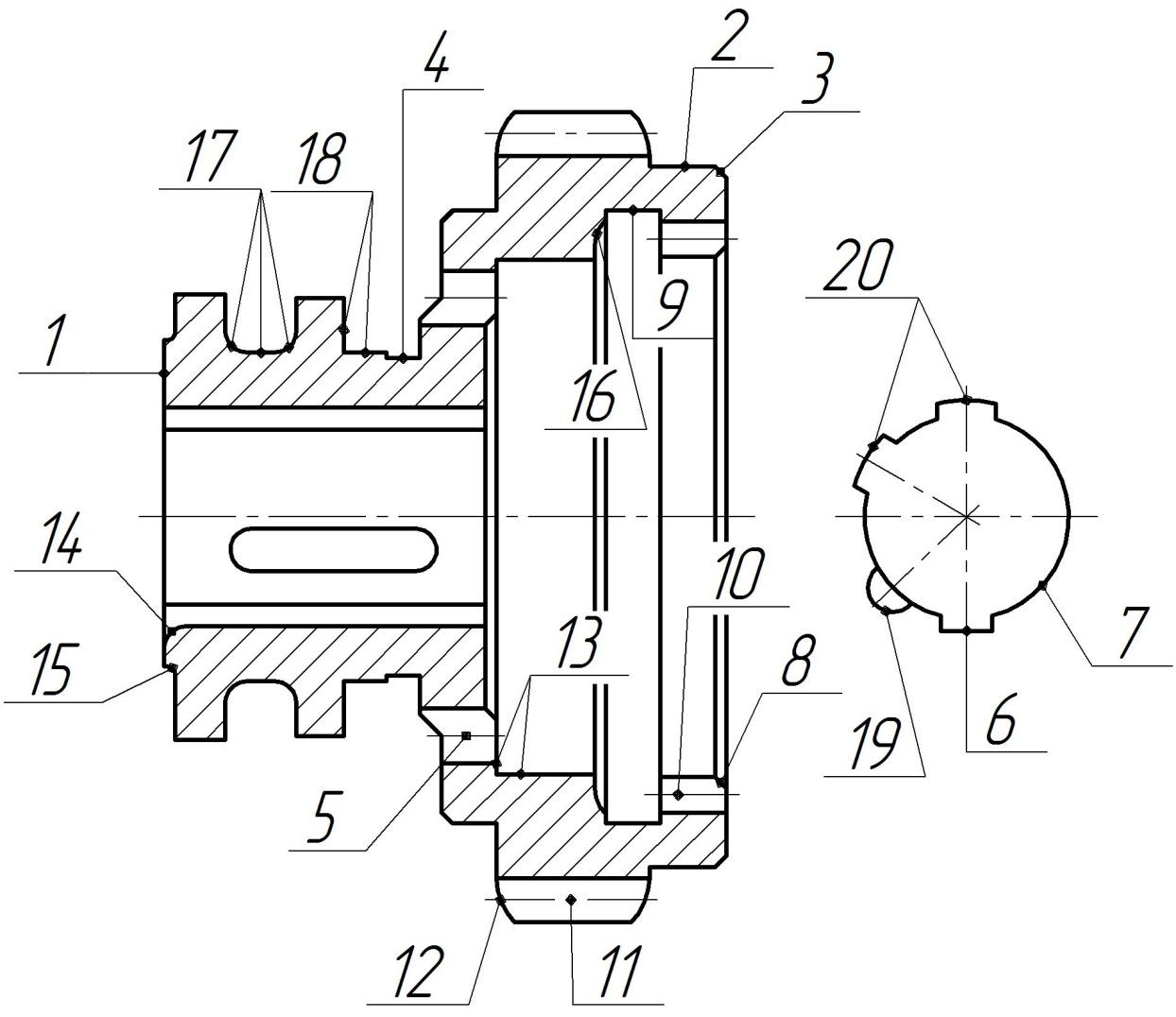
При построении групповых процессов механической обработки за основу принимается комплексная деталь – это деталь либо самая сложная, либо виртуальная, включающая все поверхности обрабатываемых деталей. Строим комплексную деталь, на которой указываем номера обрабатываемых поверхностей и заносим их в комплекную матрицу.
|
Деталь\Пов-ть |
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
11 |
12 |
13 |
14 |
15 |
16 |
17 |
18 |
19 |
20 |
∑j |
|
1К62-02-164 |
1 |
1 |
0 |
0 |
0 |
1 |
1 |
0 |
0 |
0 |
0 |
0 |
0 |
1 |
0 |
0 |
0 |
1 |
0 |
0 |
6 |
|
1К62-07-81 |
1 |
1 |
1 |
0 |
0 |
1 |
1 |
1 |
0 |
0 |
1 |
1 |
0 |
0 |
0 |
0 |
0 |
1 |
0 |
1 |
10 |
|
1К62-07-89 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
13 |
|
1К62-07-91 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
1 |
0 |
1 |
1 |
0 |
0 |
0 |
0 |
15 |
|
1К62-02-104 |
1 |
1 |
1 |
0 |
0 |
0 |
1 |
1 |
0 |
0 |
1 |
1 |
0 |
0 |
1 |
0 |
0 |
0 |
0 |
1 |
9 |
|
1К62-07-79 |
1 |
1 |
1 |
0 |
0 |
0 |
1 |
1 |
1 |
0 |
1 |
1 |
0 |
0 |
0 |
0 |
1 |
1 |
0 |
0 |
10 |
|
1К62-02-93 |
1 |
1 |
1 |
0 |
1 |
0 |
1 |
1 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
0 |
1 |
0 |
7 |
|
∑ i |
7 |
7 |
6 |
2 |
3 |
4 |
7 |
6 |
3 |
2 |
5 |
5 |
2 |
1 |
2 |
1 |
1 |
3 |
1 |
2 |
|
1.6. Разработка маршрутного технологического процесса механической обработки шестерни.
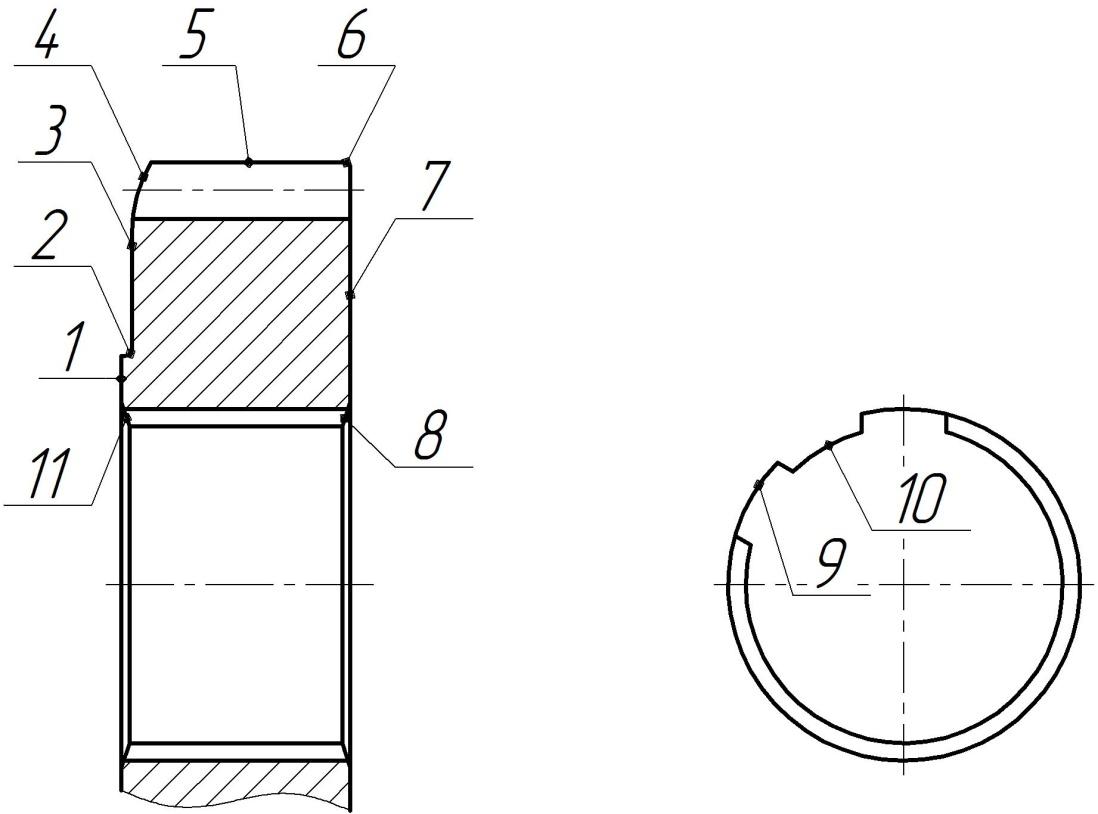
Заготовка
– круг
 130
мм из стали 40Х ГОСТ 4543-71.
130
мм из стали 40Х ГОСТ 4543-71.
Операция 05: Токарная.
Оборудование: токарно-винторезный станок 16К20.
А. Установить деталь в 3-х кулачковом патроне. База – поверхности 1, 5.
1. Подрезать торец 7, предварительно, выдерживая размер 33,24 -0,52
2. Центровать
3. Сверлить отверстие
 20Н14
на проход
20Н14
на проход
4. Расточить
отверстие, предварительно, выдерживая
размер
 44,09
+0,25
44,09
+0,25
Б. Переустановить деталь на цанговый патрон. База – поверхности 7, 10.
1. Подрезать торец 1, предварительно, выдерживая размер 33,24 -0,52
2. Подрезать торец 3, предварительно, выдерживая размер 31,74 -0,52
3. Точить поверхность
5, предварительно, выдерживая размер
 120,77
-0,53
120,77
-0,53
В. Переустановить в 3-х кулачковый патрон. База – поверхности 1, 5.
1. Расточить
отверстие, окончательно, выдерживая
размер
 45
+0,34
45
+0,34
2. Снять
фаску 8, выдерживая размер 18 .
.
3. Подрезать торец
7, окончательно, выдерживая размер 32,5
-0,2,
биение относительно отверстия
 50
не более 0,03 мм.
50
не более 0,03 мм.
4. Снять фаску 6,
выдерживая размер, 0,5x45 .
.
Г. Переустановить деталь на цанговый патрон. База – поверхности 7, 10.
1.
Точить
поверхность 5, окончательно, выдерживая
размер
 120
-0,23
120
-0,23
2. Точить поверхность 4, выдерживая размер R20
3. Подрезать торец
3, окончательно, выдерживая размер 31
-0,17,
биение относительно отверстия
 50
не более 0,03 мм.
50
не более 0,03 мм.
4. Точить поверхность 2, выдерживая размер R1
5. Подрезать торец 1, окончательно, выдерживая размер 32,5 -0,2
6. Снять фаску 11,
выдерживая размер 18 .
.
Д.
Снять деталь.
Операция 10: Протяжная.
Оборудование: станок горизонтально-протяжной.
А. Установить деталь на станок. База – автоматически по отверстию.
1. Протянуть шлицевое
отверстие, выдерживая размер
 50
+0,027
50
+0,027
Б. Снять деталь
Операция 15: Зубофрезерная.
Оборудование: станок зубофрезерный 5304В. Специальная оправка.
А. Установить деталь на оправку.
1. Фрезеровать зубчатый венец.
Б. Снять деталь.
Операция 20: Зубозакругляющая.
Оборудование: зубозакругляющий полуавтомат, работающий пальцевой фрезой мод. 5Е580.
А. Установить деталь.
1. Закруглить торцы зубьев зубчатого венца.
Б. Снять деталь.
Операция 25: Термическая. ТВЧ.
А.
Установить деталь.
1. Калить венец, выдерживая HRC 45…50.
Б. Снять деталь.
Операция 30: Зубошлифовальная.
Оборудование: станок зубошлифовальный.
А. Установить деталь.
1. Шлифовать зубья зубчатого венца, до шероховатости Ra1,25.
Б. Снять деталь.