

ТЕМА 4. БАЗИРОВАНИЕ И БАЗЫ В МАШИНОСТРОЕНИИ (2 ЧАСА ЛЕКЦИИ)
Базирование и размерные цепи
Основы базирования
Задачи определения положения детали в машине и в процессе ее контроля, заготовки при обработке на станке или их базирование занимают центральное место в процессе создания машины. От того, как они решены, во многом зависит качество деталей и машины в целом.
Вопросам базирования и в нашей стране, и за рубежом уделено большое внимание и посвящено немало специальных научных трудов. Большой вклад в разработку теории базирования внесен учеными Б.С. Балакшиным, А.И. Кашириным, В.М. Кованом, А.А. Маталиным, А.П. Соколовским, В.П. Фираго и многими другими.
Теорию базирования разрабатывали в двух направлениях. Первое из них преследовало цель обобщения опыта машиностроения и классификации баз в соответствии с терминологией, порожденной практикой. Результатом этого направления явилась чрезвычайно обширная и недостаточно строгая терминология, пользование которой было сопряжено с немалыми трудностями. Основу другого научного направления составила теоретическая механика, ее раздел об определении положения твердого тела в пространстве. Основоположником этого направления был Б.С. Балакшин, разработавший в 40-х годах теорию базирования, положенную в основу ГОСТ 21495–76 "Базирование и базы в машиностроении", созданного под его руководством.
Теоретическая механика рассматривает два состояния твердого тела: покоя и движения. Понятия "покоя" и "движения" являются относительными и имеют смысл только тогда, когда указана система, отсчета.
Требуемое положение или движение твердого тела относительно выбранной системы отсчета достигается наложением геометрических или кинематических связей.
Связями в теоретической механике называют условия, которые налагают ограничения либо только на положение, либо также и на скорость точек тела. В первом случае связь называют геометрической, во втором – кинематической.
Связи обычно осуществляются в виде различных тел, стесняющих свободу движения данного тела. Эффект действия связей такой же, как и действие сил, вследствие чего действие связей можно заменить соответствующими силами, называемыми реакциями связей. Направление реакции связи совпадает с тем направлением, в котором связь препятствует перемещению тела.
Независимые перемещения, которые может иметь тело, называют степенями свободы. Абсолютно твердое тело имеет шесть степеней свободы. Для того чтобы придать телу необходимое положение и состояние покоя относительно выбранной системы отсчета, его надо лишить шести степеней свободы, наложив на него шесть двусторонних геометрических связей.
Если избрать в качестве системы отсчета прямоугольную систему координат OXYZ (рис. 3.1), то при наложении шести геометрических связей 1–6 тело лишится трех перемещений вдоль осей ОХ, ОУ и OZ и трех поворотов вокруг осей, параллельных им, оставаясь неподвижным в системе OXYZ.
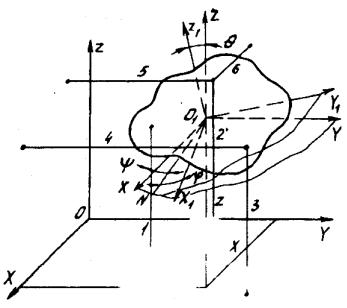
Аналитическое определение требуемого положения абсолютно твердого тела сводится к заданию значений шести независимых параметров, однозначно характеризующих его положение. Сделано это может быть различными способами.
По одному из них с телом связывают неизменно прямоугольную систему координат O1XlYlZl, называемую подвижной. Ее положение в системе OXYZ характеризуют координаты х, у, z начала Ol и три угла Эйлера: – угол нутации, – угол прецессии и – угол собственного вращения системы O1XlYlZl. По значениям этих параметров судят о положении как системы O1XlYlZl так и самого тела относительно системы OXYZ, являющейся системой отсчета.
Положение подвижной системы координат и самого тела будет также определено, если выбрать на плоскости XlOlУ1 три точки, не лежащие на прямой линии, на X1OlZl – две, на Y1O1Z1 – одну и задать значения их координат (рис. 3.2). Поскольку параметру х, у, z, , , аналитически связаны со значениями координат этих шести точек, то такой способ характеристики положения тела в системе OXYZ будет равнозначен изложенному выше. Из восемнадцати координат, определяющих положение шести точек, шесть (z1, z2, z3, у4, у5, х6) будут независимыми. Неизменность их значений есть условие действия шести геометрических связей, наложенных на тело.
Тело находится в неподвижном состоянии, если выполняются два условия:
сумма всех активных сил, действующих на тело, и реакций равна нулю;
в начальный момент скорость тела также равна нулю.
Рис. 3.1. Геометрические связи и координаты, определяющие положение твердого тела в системе OXYZ
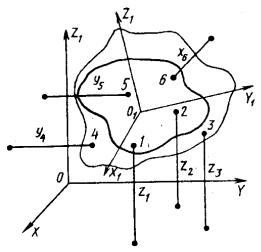
Рис. 3.2. Определение положения твердого тела с использованием координат шести точек, размещенных на плоскостях подвижной системы OlXlYlZl
Если в избранной системе отсчета требуется создать движение тела с определенной скоростью в одном или нескольких направлениях, то соответствующее число геометрических связей должно быть заменено таким же числом кинематических связей.
Под базированием в машиностроении понимают придание заготовке или изделию требуемого положения относительно выбранной системы координат.
Под изделием подразумевают деталь, сборочную единицу, а также режущий и измерительный инструмент, приспособления, приборы и другие объекты, допускающие их представление как абсолютно твердых тел.
Придание детали требуемого положения в избранной системе координат осуществляется в реальной ситуации путем соприкосновения ее поверхностей с поверхностями детали или деталей, на которые ее устанавливают или с которыми ее соединяют. Фиксация достигнутого положения и постоянство контакта обеспечиваются силами, в числе которых первым проявляется действие массы самой детали и сил трения.
Реальные детали машин ограничены поверхностями, имеющими отклонения формы от своего идеального прототипа. Поэтому базируемая деталь может контактировать с деталями, определяющими ее положение лишь на отдельных элементарных площадках, условно считаемых точками контакта.
В общем случае при сопряжении детали по трем поверхностям с деталями, базирующими ее, возникает шесть точек контакта. При этом на контактирующих поверхностях точки контакта распределяются определенным образом.
На рис. 3.3 показана деталь типа прямоугольного параллелепипеда, установленная в "угол", образованный базирующими деталями. Шесть точек контакта распределились на поверхностях детали (соответственно и на поверхностях деталей, на которые она установлена) следующим образом: три точки контакта на нижней поверхности детали, две на боковой поверхности наибольшей протяженности и одна на торцовой поверхности. Такому распределению и местоположению точек контакта способствовали выбор места приложения и соотношений сил N1, N2, и N3
Таким образом, наложение на деталь шести геометрических связей и определение ее положения относительно деталей, на которые она установлена, в реальной жизни осуществляется

через точки контакта. Более того, шесть точек контакта материализуют подвижную систему координат О1XlYlZl, связанную через них как с базируемой, так и базирующими деталями.
Рис. 3.3. Сопряжение реальных деталей по трем номинально плоским поверхностям
Из рассмотренного примера видно, что базирование детали было осуществлено с помощью нескольких ее поверхностей – баз.
Базой называют поверхность или выполняющее ту же функцию сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования.
Для наложения на деталь шести связей с целью определения ее положения в системе OXYZ и придания ей состояния покоя потребовались три базы, образовавшие подвижную систему O1X1Y1Z1. Совокупность трех баз, образующих систему координат заготовки или изделия, называют комплектом баз. В рассмотренном примере система OlXlY1Zl была построена на точках контакта базируемой детали с деталями, на которые она установлена. При идеализации геометрической формы поверхностей баз считается, что контакт деталей происходит полностью по сопрягающимся поверхностям. И тогда за координатные плоскости принимают поверхности баз, а наличие связей, наложенных на них, отображается опорными точками, носящими теоретический характер.
Опорная точка – это символ одной из связей заготовки или изделия с выбранной системой координат. Условное изображение опорной точки показано на рис. 3.4.
Рис. 3.4. Условное обозначение опорной точки: а – на виде спереди и сбоку; б – на виде сверху
Все опорные точки на схеме базирования нумеруют порядковыми номерами, начиная с базы, на которой располагают наибольшее число опорных точек. Число проекций детали на схеме базирования должно быть достаточным для четкого представления о размещении опорных точек. При наложении в какой-либо проекции одной опорной точки на другую, изображают одну точку и около нее проставляют номера совмещенных точек.