


поверхностям. Однако наложение связей на координатные плоскости реализуется в этих случаях не непосредственно через точки контакта, как это было при базировании по явным базам (см. рис. 3.3), а при участии их и в функциональной связи с ними.
На рис. 3.12 приведена схема классификации баз по трем признакам. Согласно этой схеме полное название базы должно охватывать в принятой очередности три классификационных признака. Так, базы, определяющие положение вала, показанного на рис. 3.9, а имеют следующие названия: конструкторская основная, двойная направляющая, скрытая; конструкторская основная, опорная, явная; конструкторская основная, опорная, скрытая. Положение рычага в примере, приведенном на рис. 3.11, определяют базы: технологическая, установочная, явная; технологическая, направляющая, скрытая; технологическая, опорная, скрытая.
Рис. 3.12. Классификация баз
Ради упрощения из названия баз часто опускают слова "конструкторская" и "явная", имея в виду, если база основная или вспомогательная, то само собой разумеется, что она конструкторская, и если база не скрытая, то она явная. Допускаются и краткие названия баз, отражающие только те классификационные признаки, которые представляют интерес в данный момент времени: основная установочная база; технологическая база; двойная опорная скрытая база и т.п. Практика показывает, что регламентированная ГОСТ 21495–76 классификация баз вполне достаточна для решения разнообразнейших задач до базированию в области конструирования и изготовления машин.
Рекомендации к решению задач по базированию
Освоение теории базирования до уровня свободного пользования ею при решении задач сопряжено с определенными трудностями. Приобретению навыков в базировании могут способствовать следующие рекомендации.
Прежде всего необходимо осмыслить основные теоретические положения и добиться ясности представления существа базирования, роли связей, налагаемых на объект базирования при определении его положения, и их реализации, усвоить основные понятия, которыми оперируют в теории базирования. Очень важным является прочное Удерживание в памяти классификации баз, их названий в соответствии с классификационными признаками, а также трех типовых схем базирования и комплектов баз. Необходимо иметь в виду, что навыки по базированию приобретаются через самостоятельное и вдумчивое решение разнообразных задач, о количестве которых лишь можно сказать: чем больше, тем лучше.
Все конструкторские, технологические и метрологические задачи! по базированию можно подразделить на два типа:
анализ принятой схемы базирования детали в конструкции изделия, технологическом процессе его изготовления или при измерении;
разработка схемы базирования в соответствии с возникшей задачей на каком-либо этапе создания машины.
При решении задач первого типа необходимо:
из условий задачи выявить назначение баз и систему координат, относительно которой осуществлено базирование;
выявить состав поверхностей детали, заготовки и т.п., участвующих в базировании;
проанализировать функции, выполняемые этими поверхностями в базировании, мысленно сопоставить найденные базы с типовыми комплектами и установить соответствие с одним из них;
определить названия найденных баз, используя свои знания о типовых комплектах баз и их классификации;
показать теоретическую схему базирования на эскизе или чертеже.
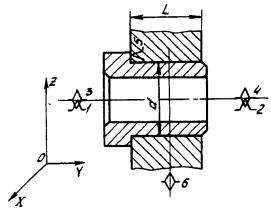
Задача: выявить схему базирования втулки в корпусе (рис. 3.13). Поскольку задача касается определения положений самой детали в какой-то сборочной единице, то речь может идти лишь о конструкторских основных базах. Пусть OXYZ будет являться системой отсчета.
Рис. 3.13. Базирование втулки в корпус
В базировании втулки участвуют ее цилиндрическая поверхность при соотношении L/d > 1 и плоская торцовая поверхность. Такому сочетанию баз соответствует типовой комплект, в состав которого входят двойная направляющая и две опорные базы. Двойная направляющая база лишает деталь возможности перемещаться в направлении осей ОХ и OZ и поворачиваться вокруг осей, параллельных им. Одна из опорных баз (торец) удерживает деталь от перемещения вдоль оси OY, вторая лишает возможности вращения вокруг оси цилиндрической поверхности.
По характеру проявления двойная направляющая база будет скрытой, первая опорная – явной и вторая опорная – скрытой. Таким образом, в состав комплекта основных
баз, с помощью которых определено положение втулки в корпусе, входят двойная направляющая скрытая, опорная и опорная скрытая базы.
При нанесении схемы базирования не, эскиз опорные точки 1 – 4, обозначающие двойную направляющую базу, надо проставить на оси цилиндрической поверхности вне детали, поскольку это скрытая база, отобразив условными знаками направление действия связей. Опорная точка 5 должна своим острием быть направлена от корпуса на торец втулки и символизировать опору. Опорная точка 6 должна быть расположена вне детали в плоскости, проходящей через ось цилиндрической поверхности.
При разработке схем базирования необходимо:
из условий задачи выяснить назначение комплекта баз и систему координат, относительно которой необходимо придать детали, заготовке и т.п. требуемое положение;
выявить состав связей, которые необходимо создать в соответствии с условиями решаемой
задачи;
разработать конструктивные формы поверхностей баз (при конструировании) или выявить поверхности (при решении технологических или измерительных задач), позволяющие осуществить базирование и решить поставленную задачу;
определить состав комплекта баз и их названия, обратившись к типовым комплектам и классификации баз;
нанести теоретическую схему базирования на чертеж или эскиз.
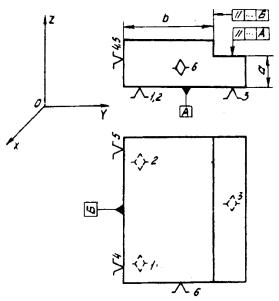
Задача: профрезеровать уступ у детали типа плитки (рис. 3.14); выдержать размеры а, b и параллельность поверхностей уступа относительно поверхностей А и Б.
Рис. 3.14. Базирование плитки, обеспечивающее получение размеров, заданных чертежом
Решается технологическая задача и потому положение заготовки должно быть определено в системе координат OXYZ фрезерного станка.
Для того чтобы получить размер а и обеспечить параллельность горизонтальной поверхности уступа относительно поверхности А необходимо, используя поверхность А,