


Рис. 11.1. Размерные цепи токарного станка
Размерные цепи В и Г представляют размерные связи соответственно между зубчатым колесом в фартуке и зубчатой рейкой, между ходовым винтом и маточной гайкой. С помощью размерных цепей Д и Е обеспечивается параллельность оси ходового винта направляющим станины. Условием параллельности является равенство Е = Д . С помощью размерной цепи Ж достигается соосность ходового винта с отверстием в заднем кронштейне. Эти размерные цепи устанавливают размерные связи между сборочными единицами и деталями, составляющими станок. На рис. 11.1 можно видеть наличие параллельных связей между этими размерными цепями.
Разработка технологического процесса сборки машины
Технологический процесс сборки складывается из ряда переходов, заключающихся в соединении сопрягаемых сборочных, единиц и деталей путем приведения в соприкосновение основных баз присоединяемой сборочной единицы или детали со вспомогательными базами сборочной единицы, к которой они присоединяются. К технологическому процессу сборки также относят переходы, связанные с проверкой точности относительного положения и движения сборочных единиц и деталей, пригонкой, подбором, регулированием, фиксацией относительного положения сборочных единиц и деталей, а также с проверкой правильности действия различных механизмов и устройств и их регулированием.
В сборочные процессы включают переходы, связанные с очисткой, мойкой, окраской, отделкой деталей, сборочных единиц и машины в целом, разборкой машины, если ее отправляют потребителю в разобранном виде, и упаковкой машины.
Исходные данные для проектирования
Исходными данными для проектирования технологического процесса сборки являются:
1сборочные чертежи собираемого изделия (узла или машины);
2технические условия на сборку изделия;
3рабочие чертежи деталей, входящих в изделие;
4годовая программа выпуска изделия и предполагаемая продолжительность его производства.
При проектировании необходимо использовать:
каталоги паспорта, характеристики сборочного оборудования и механизированного инструмента [4, 5, 7, 10, 23, 24];
стандарты и нормали на механизированный сборочный инструмент;
технологические процессы сборки типовых узлов машин [1, 2, 3];
альбомы типовых и нормальных сборочных приспособлений [6];
нормативы времени на сборочные работы [13];
бланки технологических карт сборки [30, 31, 32].
Приступая к разработке технологического процесса необходимо изучить:
1.Конспекты лекций по «Основам технологии машиностроения» и разделы, посвященные проектированию технологических процессов сборки, учебников [1, 2, 3, 4, 8, 26].
2.Ознакомиться с указанными выше технологическими процессами сборки типовых узлов, каталогами сборочного инструмента, нормативами времени на выполнение сборочных работ, ГОСТами, относящимися к сборке, и рекомендуемой литературой по проектированию технологических процессов сборки.
Выбор вида и формы организации производственного процесса сборки машины
Как было указано выше, решающим фактором в выборе вида и формы огранизации процесса сборки машины является число машин, подлежащих изготовлению в единицу времени и по неизменяемым чертежам. Целесообразность выбора тех или иных вида и формы организации процесса сборки должна быть обоснована технико-экономическим расчетом.
При большом количестве выпускаемых машин или сборочных единиц наиболее экономичной является поточная сборка. Если конструкция машины достаточно жесткая и масса машины сравнительно невелика, целесообразно выбрать подвижную сборку с непрерывным перемещением" собираемой машины. В противном случае следует избрать подвижную сборку с периодическим перемещением собираемой машины. Машины больших габаритных размеров и массы экономичнее собирать, оставляя их неподвижными и периодически перемещая бригады рабочих от одной машины
кдругой.
Суменьшением количества машин, подлежащих изготовлению, когда поточная сборка становится неэкономичной, следует применить непоточный вид сборки с перемещающимися объектами. При изготовлении машин в малых количествах приходится использовать стационарную сборку.
Изучение и анализ чертежей изделия
1. При ознакомлении с собираемым изделием необходимо выяснить:
-служебное назначение узла или машины;
-конструкцию и назначение каждой сборочной единицы (комплекта, подузла) и деталей, входящих в собираемое изделие;
-характер соединений и закреплений узлов и деталей (подвижные, неподвижные, разборные, неразборные, прессовые, клепаные сварные и т.д.);
-сущность и порядок работы изделия, т.е. характер и последовательность движений узлов
идеталей.
2. Одновременно с изучением чертежа изделия осуществляется его контроль. При этом проверяется наличие:
-технических условий на сборку;
-проекций и разрезов, дающих полное представление о конструкции собираемого
изделия;
-посадок выполняемых соединений и других размеров, выдерживаемых при сборке;
-спецификаций сборочных единиц и деталей, входящих в изделие.
При отсутствии каких-либо из этих данных необходимо пополнить недостающие в сборочном цехе или КБ завода в период практики, а также на основании литературных источников.
3. При ознакомлении изделием выясняются все замыкающие звенья, которые необходимо выдержать при сборке, и методы достижения их точности, предусмотренные конструкцией и отраженные в чертежах.
При выявлении замыкающих звеньев их целесообразно разделить на две группы.
В первую входят звенья, метод достижения которых не вызывает сомнения:
а) зазоры и натяги цилиндрических и резьбовых соединений. Посадки этих соединений либо указаны на сборочном чертеже, либо определяются по рабочим чертежам сопрягаемых деталей.
Точности этих звеньев можно добиться методами полной, неполной и групповой взаимозаменяемости. В последнем случае на чертеже должно быть указано количество групп, на которые необходимо рассортировать детали и допуск на группу;
б) боковые зазоры, возникающие при сборке цилиндрических шестерен, замыкающие звенья, определяющие относительное положение осей цилиндрических, конических и червячных передач, обеспечиваемые методами полной и неполной взаимозаменяемости;
в) совпадение вершин делительных конусов конических шестерен, средней плоскости червячного колеса и оси червяка, обеспечиваемые методом регулирования.
Во вторую группу входят замыкающие звенья, метод достижения заданно й точности которых может быть установлен только на основе размерного анализа:
а) замыкающие звенья многозвенных размерных цепей, состоящих из линейных, осевых размеров;
б) замыкающие звенья, получающиеся в результате соединения двух собранных узлов.
4. Изучив работу изделия, выявив замыкающие звенья и методы достижения их точности, необходимо критически оценить заданные технические условия на сборку с точки зрения их содержания, соответствия служебному назначению изделия и полноты.
При этом решаются следующие вопросы:
а) для чего дано то или техническое условие;
б) какие технические условия должны быть заданы дополнительно, чтобы изделие выполняло свое служебное назначение;
в) чем обосновывается численная величина технического условия;
г) когда в процессе сборки эти условия выдерживаются;
д) какие проверки (контроль) необходимы в процессе сборки изделия.
Эти вопросы, а так же предложения по дополнению и изменению технических условий должны быть выяснены и согласованы в сборочном цехе или КБ завода в период практики.
Обоснование численных величин основных технических условий делают на основе расчета размерных цепей.
В качестве примера рассмотрим служебное назначение плунжерного насоса. Общая формулировка задачи, для решения которой создается насос – перекачивание жидкости.
Размерный анализ изделия и выбор метода достижения точности замыкающего звена
Важной задачей, решаемой в процессе конструкторско-технологической подготовки производства изделия (машины) является установление связей между ее служебным назначением и техническими условиями на сборочные единицы и отдельные детали.
Качество и экономичность машины в значительной степени определяются правильной простановкой размеров и назначением допусков.
В основе размерной отработки конструкции лежит анализ двух уровней размерных связей: вначале между деталями механизмов и узлов, а затем между поверхностями каждой детали.
Размерный анализ конструкций является одним из обязательных этапов конструкторско - технологической подготовки производства, позволяющим:
-выявить взаимосвязи деталей и сборочных единиц, требования к точности относительного расположения сборочных единиц;
-определить методы достижения требуемой точности замыкающих звеньев при сборке
машины;
-оптимизировать схему компоновки машины;
-обосновать простановку размеров, назначить технические условия и допуски;
-повысить технологичность конструкции;
-установить последовательность сборки машины.
Размерный анализ машины рекомендуется выполнять в следующем порядке:

1.На начальной стадии разработки технического проекта машины составить возможные схемы ее общей компоновки.
2.Выявить замыкающие звенья, определяющие требования к точности относительного расположения сборочных единиц и деталей машины.
3.Исходя из служебного назначения машины, обосновать номинальные значения, допуски
ипредельные отклонения замыкающих звеньев на основе:
-стандартов на типовые изделия, соединения, передачи;
-теоретических расчетов;
-опыта проектирования и эксплуатации аналогичных конструкций;
-испытаний опытных образцов.
4.Выявить размеры деталей, влияющих на точность замыкающих звеньев, и составить расчетные схемы (размерные цепи), фиксирующие размерные взаимосвязи узлов и деталей, компонуемых в машине.
5.Определить среднюю точность Тср составляющих звеньев размерных цепей при заданной точности их замыкающих звеньев.
6.Оценить возможность обеспечения Тср в производстве и обосновать метод достижения точности для данного замыкающего звена.
Если значения Тср находятся в пределах средне экономических норм точности используемых методов обработки деталей, требуемую точность замыкающего звена можно обеспечить методами полной или неполной взаимозаменяемости. При очень жестких значениях средних допусков Тср, точность может быть достигнута методами пригонки или регулирования.
Возможен и другой подход к выбору метода достижения точности: можно назначить приемлемые значения допусков Тi для каждого составляющего звена и вычислить возможную погрешность замыкающего звена:
|
m 1 |
|
|
Т Р t |
iTi2 , |
(1) |
|
|
i 1 |
|
|
Сопоставляя расчетный допуск Т∆р с заданным допуском Т∆, выбирают метод достижения требуемой точности замыкающего звена. Если допуск Т∆р меньше допуска Т∆ или мало отличается от него, то требуемая точность может быть обеспечена методами взаимозаменяемости. Если Т∆р › Т∆, то требуемую точность нужно обеспечивать методами пригонки или регулирования.
Если по каким-либо причинам применение методов пригонки или регулирования невозможно, следует уменьшить допуск Т∆р, добиваясь выполнения условия Т∆р ≈ Т∆.
Уменьшить допуск Т∆р можно двумя путями: сокращением числа составляющих звеньев и уменьшением их допусков. Первый способ требует изменения схемы компоновки или конструкции сборочных единиц, ворой связан с усложнением технологии изготовления деталей.
На рис. 11.2, 11.3 приведены возможные варианты схем компоновки машины [13]:
При сборке расточных головок 1 и 2 со станиной 3 необходимо обеспечить соосность осей вращения шпинделей в вертикальной (В∆,β∆) и горизонтальной (В′∆,β′∆) плоскостях.
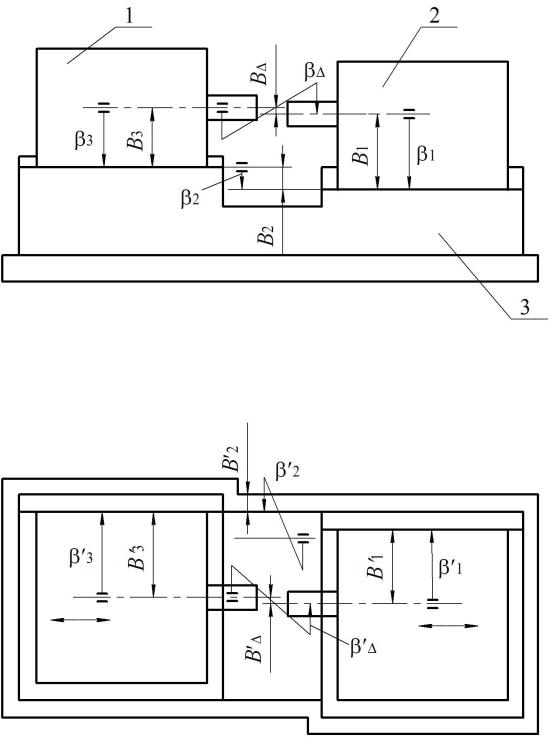
На рис. 11.2 приведена схема компоновки, согласно которой головки 1 и 2 устанавливают на плоскости и поджимают к направляющим буртикам плиты станины 3.
При этой схеме компоновки требования точности к относительному положению сборочных единиц 1 и 2 можно обеспечить различными методами:
1. Метод полной взаимозаменяемости – путем установки головок на станине и поджима к направляющим буртикам. Для этого необходимо, чтобы линейные размеры В 1 - В3, В′1 - В′3 и угловые размеры β1 - β3, β′1 - β′3 выполнялись с такой точностью, чтобы сумма их погрешностей не превышала допускаемые величины В∆, В′∆, β∆, β′∆. Сборка по этой схеме наиболее проста, но механическая обработка деталей усложняется предъявляемыми к ним требованиями точности.
Рис.11.2. Схемы компоновки сборочной единицы
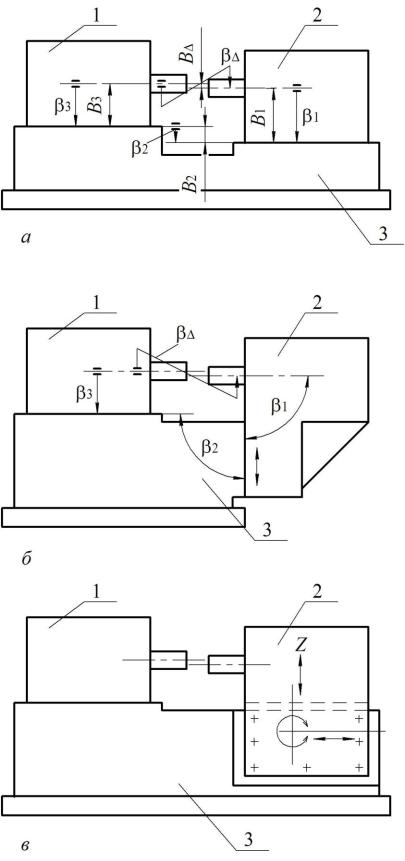
Рис.11.3. Схемы компоновки сборочной единицы
2.Пригонкой плиты станины 3 или основных баз головок 1 и 2.
3.Методом регулирования – путем применения компенсаторов-прокладок, клиньев.
При компоновке по схеме, приведенной на рис. 11.3.а, направляющие буртики отсутствуют. Благодаря этому сборочные единицы имеют степени свободы перемещения по осям X и Y и поворота вокруг вертикальной оси, что позволяет обеспечить требуемую точность совпадения и параллельность осей в горизонтальной плоскости методом регулирования. Для этого перемещают и поворачивают узлы в этой плоскости до тех пор, пока оси валов не совпадут и не будут параллельными. Точность совпадения осей будет зависеть от применяемых сборочных приспособлений, точности контрольных средств и квалификации сборщиков.
Совпадение и параллельность осей шпинделей в вертикальной плоскости, как в предыдущей схеме, можно обеспечить методами взаимозаменяемости, т.е. точным изготовлением деталей по размерам В1 - В3, β1 - β3, пригонкой или применением компенсаторов.
Всхеме компоновки, приведенной на рис. 11.3.б, головку 2 крепят к вертикальной торцевой плоскости плиты. Базовые плоскости станины для головок 1 и 2 расположены взаимно перпендикулярно. Каждая головка имеет при установке по три степени свободы. Это дает возможность обеспечить совпадение осей шпинделей в вертикальной и горизонтальной плоскостях и их параллельность в горизонтальной плоскости выверкой положения расточных головок. И лишь параллельность осей шпинделей в вертикальной плоскости обеспечивается точным изготовлением деталей по угловым размерам β1 –β3.
Всхеме компоновки, показанной на рис. 2.в, головка 2 установлена на боковой вертикальной плоскости плиты. Каждая из головок имеет три степени свободы во взаимно перпендикулярных плоскостях, что дает возможность обеспечить все требования т очности к относительному положению сборочных единиц выверкой их положения.
Если компоновочные схемы равноценны с точки зрения удобства эксплуатации и габаритных размеров, тогда выбор наилучшей схемы компоновки будет зависеть от результатов экономических расчетов: принимается вариант схемы, обеспечивающей минимальную стоимость изготовления машины.
Наиболее простую и дешевую сборку обеспечивает схема, приведенная на рис. 1, т.к. она требует выверки, пригонки или регулирования. Наиболее трудоемкой будет сборка по схеме, приведенной на рис. 2.в. Зато схема, приведенная на рис. 1, потребует больших затрат на механическую обработку деталей для обеспечения необходимой точности размеров В 1 - В3, В′1 -
В′3 и β1 - β3, β′1 - β′3.

Размерный анализ сборочной единицы
Проведем размерный анализ шестеренного масляного насоса трактора (рис. 11.4), [13].
Рис.11.4.Схемы размерных цепей шестеренного насоса
Насос предназначен для подачи смазки к трущимся поверхностям деталей трактора под давлением 0,6 МПа, в объеме не менее 30 л/мин при частоте вращения зубчатых колес 2350 об/мин.
При изготовлении насоса необходимо обеспечить с требуемой точностью:
- радиальный зазор между зубчатыми колесами и корпусом насоса;
-зазор между корпусом и торцами зубчатых колес (торцовый зазор);
-боковой зазор между зубьями зубчатых колес;
-зазор между торцом оси ведомого зубчатого колеса и крышкой корпуса;
-зазор между корпусом и торцом ведомого зубчатого колеса; плотность контакта зубьев; легкость вращения зубчатых колес.
Первые пять задач могут быть решены при помощи размерных цепей А, Б, В, Г и Д (рис. 11.4). Плотность контакта зубьев зубчатых колес зависит от относительного поворота образующих эвольвентных поверхностей зубьев в двух координатных плоскостях.
Для легкого вращения зубчатых колес необходимо, чтобы между торцами колес, корпусом и крышкой был выверен зазор не меньше толщины масляной пленки. Для этого должны быть обеспечены с соответствующей точностью расстояния между дном корпуса и торцами колес и поворот их относительно дна корпуса. Эти задачи позволяют решить в одной из координатных плоскостей размерные цепи Б и γ (рис. 11.5,а).
Необходимо также, чтобы были соблюдены требуемые зазоры в подшипниках, зависящие от диаметральных размеров отверстий втулок и валика (рис. 11.5,а, разме рная цепь Е) и от точности относительного смещения и поворота осей отверстий в двух координатных плоскостях. Эти задачи могут быть решены в одной из координатных плоскостей при помощи размерных цепей К и µ (рис. 11.5,б).
Выявленные размерные цепи дают возможность выбрать методы достижения точности каждого из перечисленных параметров и оценить правильность простановки размеров и допусков на чертежах деталей насоса.
Например, радиальный зазор А∆ (рис. 11.5) описывается следующим уравнением размерной цепи А:
А = -А1+А2+А3+А4+А5. |
(11.1) |
Подставив номинальные значения составляющих звеньев из чертежей деталей, получим
А = -48,75+0+0+0+4,75=0. |
(11.2) |
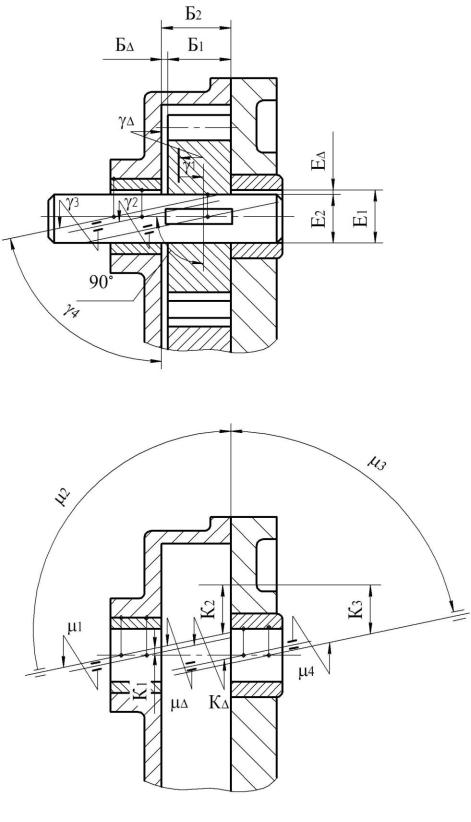
Рис.11.5.Схемы размерных цепей шестеренчатого насоса
После допуска замыкающего звена при расчете по методу полной взаимозаменяемости
m 1 |
|
|
|
TA p TAi 17 |
30 72 50 50 |
219мкм . |
(11.3) |
i 1
Координаты середины поля допуска этого звена
0А 0А1 0А2 0А3 |
0А4 |
0А5 |
8 0 0 0 100 108мкм . (11.4) |
|
Верхнее и нижнее предельные отклонения |
|
|
||
ВА р 0А Р 0,5ТА р 108 0,5 219 218мкм . |
(11.5) |
|||
НА р 0А Р 0,5ТА р 108 0,5 219 2мкм . |
(11.6) |
|||
Техническими условиями |
на |
насос |
зазор задается в |
пределах |
70-150 мм. Таким образом, при значениях допусков на размеры деталей, зад анных чертежами, невозможно получить требуемый радиальный зазор методом полной взаимозаменяемости.
Проверим возможность достижения радиального зазора в требуемых пределах по методу неполной взаимозаменяемости при риске 0,25% ( t=3) и при условии, что рассеяние погрешностей составляющих звеньев подчинено закону Гаусса ( λAi=1/9). При этом целесообразно несколько уменьшить зазор в подшипниках, который обычно назначается для насосов среднего давления в пределах 0,002-0,003 от диаметра вала. Для вала диаметром 15 мм можно считать допустимым зазор в подшипниках от 30 до 45 мкм. Изменив в соответствии с этим значение допуска Т А3, при расчете точности радиального зазора по методу неполной взаимозаменяемости можно получить погрешность
|
m1 |
|
|
|
|
|
|
|
172 302 452 502 / 9 90мкм . (11.7) |
||
ТА t |
Ai TAi |
2 |
3 |
||
|
i1 |
|
|
|
|
причем ВА 108 0,5 90 153мкм
НА 108 0,5 90 63мкм
Таким образом, при условии, что допуск на зазор в подшипниках изменен, радиальный зазор в насосе можно обеспечить методом неполной взаимозаменяемости при риске 0,27%, если при заданном объеме выпуска такой риск приемлем.
Аналогично можно найти метод решения каждой из сформулированных выше задач и, если нужно, внести необходимые коррективы в чертежи деталей.
Кроме нахождения метода достижения точности замыкающего звена, размерный анали з позволяет определить последовательность сборки узла. Например, последовательность сборки насоса рассматриваемой конструкции существенно зависит от того, каким методом обеспечивается соосность отверстий подшипников скольжения вала.
Минимальный зазор в подшипниках, как было установлено выше, должен составлять 30 мкм, наименьшая толщина масляного слоя в любой точке касания вала не должна быть меньше 10мкм. Следовательно, для компенсации отклонения от соосности отверстий втулок остается 30-10=20 мкм. Отклонение от соосности отверстий втулок состоит из относительного смещения К и поворота µ их осей в двух координатных плоскостях (см. рис. 11.5,б)
Допуски на размеры деталей, заданные на чертежах, составляют:
звено |
К1К4 |
К2 |
К3 |
µ1µ4 |
µ2 |
µ3 |
допуск, мкм |
50 |
70 |
150 |
20/45 |
100/45 |
70/45 |