

3. Эксплуатационные показатели:
а) надежность изделия;
б) эргономическая характеристика или степень учета комплекса гигиенических, физиологических и др. потребностей человека в системе человек-машина-среда;
в) эстетическая оценка - совершенство дизайнерских композиций, внешнего оформления
и др.
ТЕМА 2. ОБЕСПЕЧЕНИЕ КАЧЕСТВА МАШИНЫ. (2 ЧАСА
ЛЕКЦИИ)
Понятие о точности
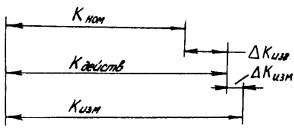
Вероятностные явления, сопровождающие процесс изготовления машины и ее деталей, вызывают отклонения показателей качества изделий, количества изделий, произведенных в единицу времени, и их стоимости от своих расчетных значений. Поэтому различают три вида значения любого показателя:
номинальное или теоретическое, определяемое в результате расчета;
действительное, объективно существующее;
измеренное, т.е. действительное значение, познанное с каким-то отклонением. На рис. 1.13 это положение проиллюстрировано на примере отвлеченного показателя К; Кизг и Кизм – отклонения, возникшие в процессе изготовления и измерения изделия.
Рис. 1.13. Три вида значений отвлеченного показателя К
Для сопоставления действительного значения показателя с номинальным и измеренного значения с действительным, а также для оценки значений отклонений используют понятия о точности самого показателя и точности его измерения. Под точностью показателя К понимают степень приближения действительного значения показателя к его номинальному значению. Под точностью оценки или измерения показателя К понимают степень приближения познанного значения показателя к его действительному значению.
Границы допустимых отклонений показателя, предопределяемые требованиями к качеству, количеству или стоимости производимых изделий, получили названия допуска.
В процессе создания машины приходится иметь дело со скалярными, векторными величинами и др. Свойства величин распространяются на отклонения от их номинальных значений, а следовательно, и на допуски, ограничивающие отклонения. Способ задания допуска должен соответствовать свойству величины. Так, для ограничения отклонений показателя К, являющегося
скалярной величиной, допуск задается в виде либо верхнего вк и нижнего нк предельных
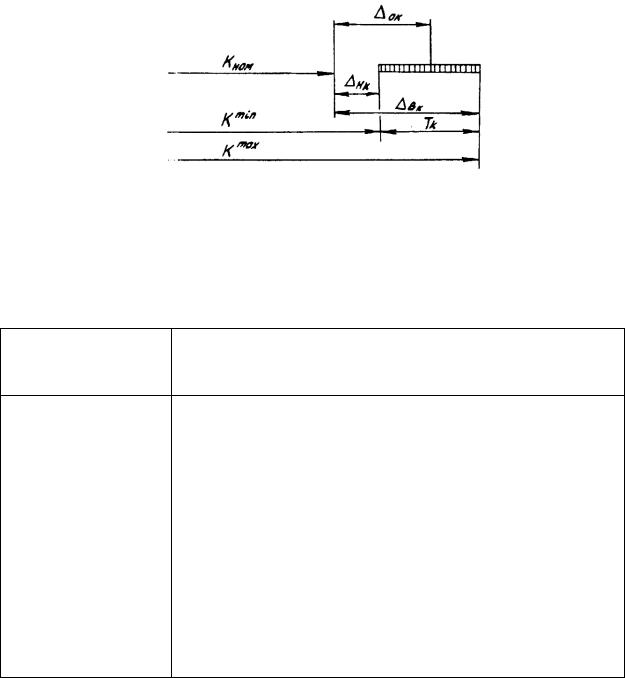
отклонений показателя К, либо поля Тк допуска и координаты 0к его середины, либо, наибольшего
Кmax и наименьшего Кmin предельных значений показателя.
Принадлежность допуска показателю отмечают индексом, соответствующим обозначению показателя. На рис. 1.14 графически отображены различные формы ограничения допуском отклонений отвлеченного показателя К. Переход от одной формы к другим может быть сделан по формулам, приведенным в табл. 1.4.
Рис. 1.14. Три способа задания допуска, ограничивающего отклонения показателя К Таблица 1.4.
Формулы перехода от одной формы задания допуска к другой
Форма задания
Переход к другим формам
допуска
|
|
|
Тк в |
к |
|
н |
к |
; |
0 |
0,5 в |
к |
н |
|
; |
|
|
|
|
|||||||||||||||||
н |
|
; в |
|
|
|
|
|
|
|
|
|
|
|
|
|
к |
|
|
|
|
|
|
|
к |
|
|
|
|
|
||||||
к |
к |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
Кmin К |
ном |
|
н |
к |
; |
Кmax К |
ном |
|
в |
к |
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||||||||||||||||
|
|
|
н |
к |
0 |
0,5Тк ; |
в |
к |
0 |
к |
0,5Тк |
|
|
|
|
||||||||||||||||||||
0 |
|
|
|
|
|
|
|
|
|
к |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||||
; Тк |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
|
|
к |
Кmin К |
|
|
|
|
|
|
|
0,5Т |
|
|
Кmax К |
|
|
|
|
|
|
0,5Т |
|
|||||||||||||
|
|
|
ном |
0 |
|
к |
; |
ном |
0 |
|
к |
||||||||||||||||||||||||
|
|
|
|
|
|
к |
|
|
|
|
|
|
|
|
|
|
|
|
|
к |
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
н |
к |
Кmin К |
ном |
; |
|
в |
к |
Кmax К |
ном |
|
|
|
|
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Кmin ; Кmax |
|
|
|
|
|
|
|
|
|
|
|
|
|
0,5 Кmin Кmax 2К |
|
|
|
||||||||||||||||||
|
|
|
T Кmax |
Кmin ; |
0к |
ном |
|
||||||||||||||||||||||||||||
|
|
|
к |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|||
Понятие о точности всегда нуждается в конкретизации того, о какой точности идет речь: требуемой или фактической.
Фактическая точность любого показателя конкретного изделия является результатом выполняемого процесса и характеризуется измеренным значением отклонения показателя от его
номинального значения. Фактическую точность группы |
изделий по показателю К, являющемуся |
|
скалярной величиной, можно охарактеризовать либо |
наименьшим нмК и наибольшим |
нбК |

фактическими отклонениями значения показателя, либо значениями поля рассеяния К и
координаты К его середины; либо наименьшим Кнм и наибольшим Кнб фактическими значениями показателя.
Характеристика фактической точности показателя К будет более полной, если на основании практических данных построить кривую рассеяния, вычислить и дать среднее арифметическое значение отклонений показателя, характеризующее положение центра группирования М(х)К отклонений, значения коэффициентов К и К.
На рис. 1.15. приведено сопоставление фактической точности показателя К с требуемой. При этом использованы три способа задания допуска и характеристик фактической точности показателя, находящихся в полном соответствии.
Рис. 1.15. Величины, характеризующие требуемую и фактическую точность показателя
Показатели качества машины (мощность, производительность, надежность, долговечность и др.) обеспечиваются в конструкции машины связями свойств материалов деталей и размерными связями, построение которых составляет конечную цель конструирования машины. Свое служебное назначение машина выполняет с помощью ряда поверхностей, получивших название исполнительных. Если в качестве примера взять токарный станок, то к числу его исполнительных поверхностей следует отнести поверхности конических отверстий в шпинделе и пиноли, служащие для установки переднего и заднего центров, поверхности переднего конца шпинделя, предназначенные для определения положения патрона и планшайбы, поверхности резцедержателя, определяющие положение резца, и т.д.
Первым видом геометрических характеристик качества детали является точность размеров ее поверхностей и расстояний между ними.
Вторым видом геометрических характеристик качёства детали служит точность относительного поворота ее поверхностей. Под точностью поворота понимают отклонение от требуемого углового положения одной поверхности детали относительно другой, взятой за начало отсчета.
Требуемое угловое положение может определяться любым углом, в том числе и углами 0, 90 и 180°. Для обозначения относительного поворота поверхностей, наряду с обозначениями,
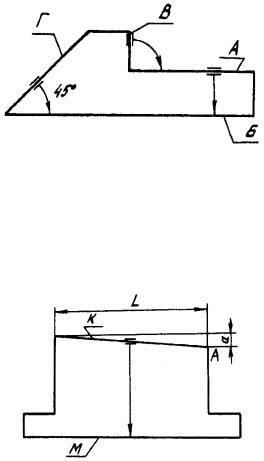
рекомендуемыми ЕСКД, используют в соответствии с методическими указаниями "цепи размерные" РД50–635–87 одностороннюю стрелку, острие которой направлено на поверхность, избранную в качестве начала отсчета. При углах поворота, отличных от 0, 90 и 180°, указывают номинальное значение угла. На рис. 1.16 приведены примеры обозначения параллельности поверхности А детали относительно поверхности Б, перпендикулярности В к А, наклон под углом 45° поверхности Г к Б.
Рис. 1.16. Условные обозначения относительного поворота поверхностей детали
Точность относительного поворота двух поверхностей оценивают либо непосредственно в градусах, минутах, секундах, либо тангенсом угла. В последнем случае отклонение выражается отношением двух линейных величин, в котором числитель есть линейное смещение а точки А поверхности, а знаменатель – длина L, к которой относится это смещение (рис. 1.17).
Рис. 1.17. Численная оценка относительного поворота поверхностей детали: отклонение от параллельности поверхности К
относительно поверхности М равно а/L
Третьим видом характеристик качества детали является правильность геометрической формы ее поверхностей. Отклонения; формы поверхностей детали подразделяют на следующие три вида.
1. Макрогеометрические отклонения, под которыми понимают отклонения реальной поверхности от правильной геометрической формы при рассмотрении этой поверхности в целом
(отклонения |
|
|
от |
|
|
|
плоскостности |
|
(рис. 1.18, а), цилиндричности, круглости, прямолинейности и т.п.). |
|
|
|
|
||||
2. Волнистость, |
представляющую собой периодические |
неровности |
поверхности, |
|||||
встречающиеся |
на |
участках |
протяженностью |
от |
1 |
до |
10 |
мм |
(рис. 1.18, б). |
|
|
|
|
|
|
|
|
3. Микрогеометрические отклонения – микронеровности на участках протяженностью до 1 |
||||||||
мм, |
называемые |
шероховатостью |
|
|
поверхности |
|||
(рис. 1.18, в) |
|
|
|
|
|
|
|
|

Рис. 1.18. Отклонения формы поверхности детали:
а – макрогеометрические; б – волнистость; в — микрогеометрические (шероховатость)
Указанный способ отнесения отклонений геометрической формы поверхностей деталей к той или иной категории весьма условен. Есть и другой условный способ, согласно которому отклонения формы считают макрогеометрическими при L/H > 1000 мм, волнистостью при L/H = 50...
1000 мм, шероховатостью при L/H < 50 мм.
По ГОСТ 2789–73 установлено шесть параметров шероховатости поверхности. Система этих параметров введена для того, чтобы установить связь между характеристиками микрорельефа поверхностей деталей и их эксплуатационными свойствами. Помимо этих параметров в ГОСТ 2789– 73 учтено направление неровностей поверхности. Обозначение шероховатости поверхности регламентировано ГОСТ 2.309–73.
Между значениями отклонений размеров и расстояний, относительных поворотов и формы поверхностей деталей существуют качественные и количественные связи.
Первые из них отражают общую закономерность в соотношениях величин перечисленных отклонений, не затрагивая функциональную зависимость, имеющуюся между ними.
Эта закономерность прежде всего проявляется в ограничениях значений отклонений: отклонения относительного поворота должны быть меньше отклонений размеров поверхностей или расстояний между ними, в свою очередь макрогеометрические отклонения формы должны быть меньше отклонений относительного поворота поверхностей и т.д. Без соблюдения такой закономерности было бы затруднительным оценить значение отклонения показателя более высокого ранга. Действительно, имея микроотклонения, равные по своим значениям макрогеометрическим отклонениям, трудно различить их. Точно так же можно сказать о расстоянии между поверхностями А и Б детали (рис. 1.19) или о параллельности А относительно Б, если отклонения формы этих поверхностей столь значительны?