

6.3. Термическая обработка сварных соединений высоколегированных хромистых сталей.
1. Высоколегированные хромистые стали содержат от 11 до 28 % Сr. Термическая обработка сварных соединений этих сталей определяется фазовым и структурным состоянием ЗТВ и металла шва после сварки, которое зависит в основном от содержания в стали хрома, углерода и никеля. Некоторое значение может иметь дополнительное легирование стали небольшими количествами молибдена, вольфрама, ванадия, ниобия и других элементов.
2. В безникелевых высокохромистых сталях в условиях сварочного нагрева может протекать превращение аустенита в мартенсит поэтому структура может быть частично или полностью мартенситной, гак как при высоком содержании легирующих элементов в свариваемой стали или в металле шва это превращение при охлаждении, как правило, происходит с образованием мартенсита (полностью или частично).
Сплавы, которые при нагреве не претерпевают данное превращения, остаются ферритными. Особенность однофазных ферритных сталей — повышенная склонность к росту зерна. Даже наличие небольшого количества карбидов практически не препятствует росту зерна. Рост зерна, как правило, сопровождается ухудшением свойств.
3. Для сталей с полным или частичным мартенситным превращением, у которых в металле шва или ЗТВ может быть значительное количество мартенсита, рациональной операцией термической обработки является отпуск на температуру в пределах стабильного существования α-фазы.
Термическая обработка сварных соединений ферритных сталей без данного превращения не может улучшить их свойства. Наоборот, в результате возможного роста зерна даже при высоком отпуске свойства могут ухудшаться.
4. При термической обработке сварных соединений высокохромистых сталей необходимо считаться и с другими обстоятельствами. Высокое содержание хрома и других легирующих элементов снижает теплопроводность сталей, а это ведет к увеличению градиента температуры по сечению, сопровождающемуся ростом временных напряжений при нагреве и остаточных при охлаждении. Уменьшение градиента температур по сечению может быть достигнуто снижением скорости нагрева и охлаждения при термической обработке. Однако ферритные и полуферритные хромистые стали при медленном нагреве в интервале 470—500 °С могут охрупчиваться. Поэтому в этом интервале температурнагрев и охлаждение сталей, чувствительных к 475-градуслой хрупкости, недолжны происходить с низкими скоростями.
5. При термической обработке сварных соединений высокохромистых сталей необходимо также учитывать назначение и условия работы конструкции:
- для теплоустойчивых высокохромистых сталей термическая обработка должна обеспечить требуемые о г конструкции жаропрочность и жаропластичность. Для этого сварные соединения жаропрочных высокохромистых сталей чаще всего подвергают отпуску при 720-770оС;
- если конструкция из высокохромистых сталей работает в коррозионно-активных средах, то для предотвращения склонности к межкристаллитной коррозии проводят стабилизирующий отжиг. Однако стабилизирующий отжиг при 850—900 °С, обычный для аустенитных сталей, может привести к ухудшению механических свойств и стойкости к межкристаллитной коррозии высокохромистых сталей в связи с активным выпадением при этой температуре избыточных фаз. Для высокохромистых сталей, работающих в коррозионно-активных средах, применяют либо отпуск при 710—750°С, либо гомогенизацию при нагреве в пределах 1000— 1100°С.
6. Схема термической обработки хромистых нержавеющих сталей представлена на рисунках и таблице 6.3. ( Рис. 6.2)
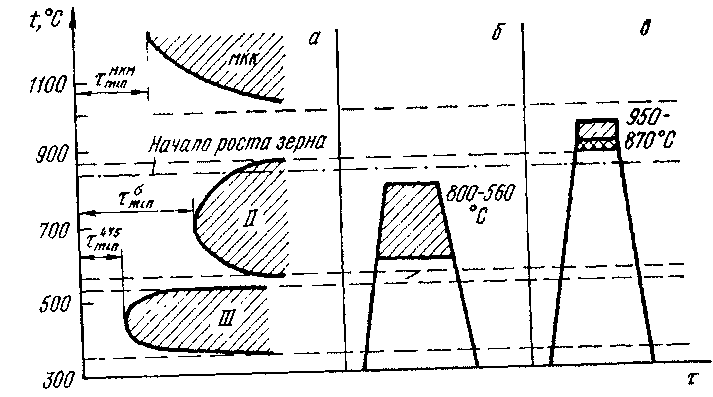
Рис 6.2. Схема термической обработки хромистых нержавеющих сталей: