

Бухгалтерская отчетность

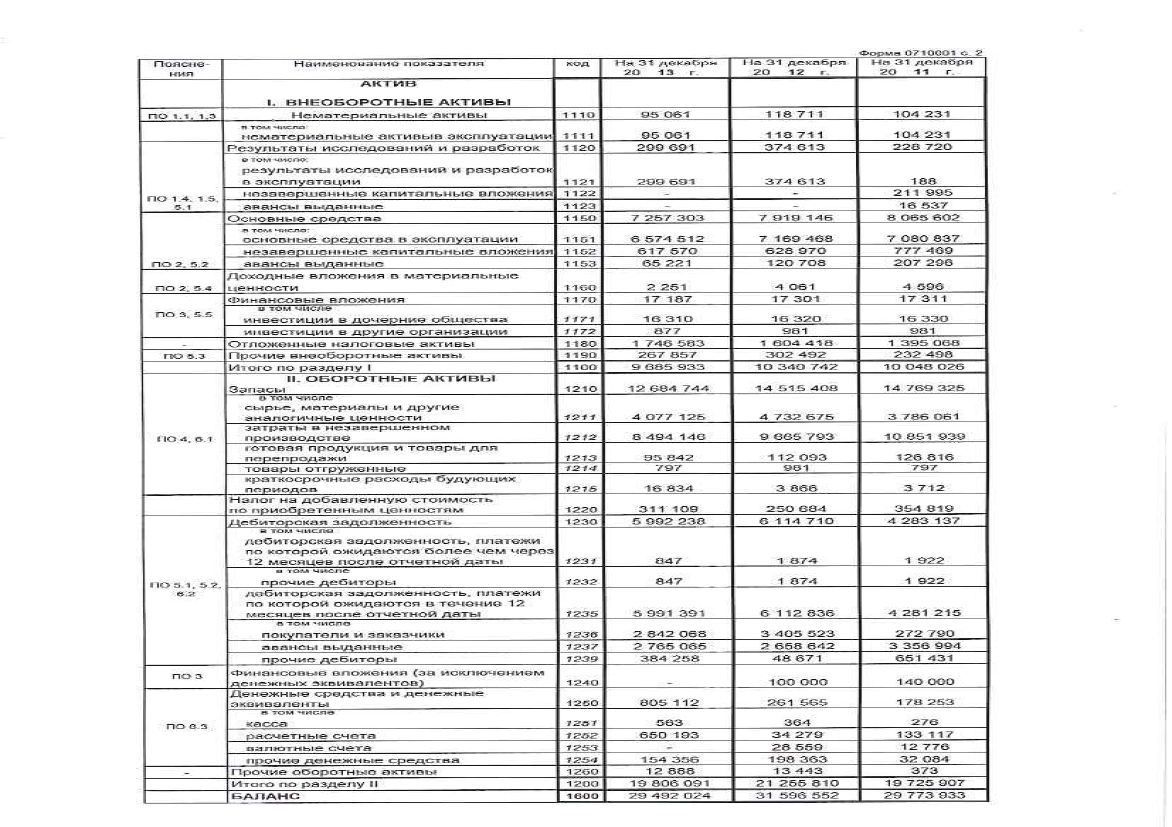


Таблица П2 – Мероприятия по снижению трудоемкости изделия Ан-148 на 2013г.
|
№ п/п |
Содержание мероприятий |
Где внедряется |
Эффективность |
Годовой экономический эффект (при программе выпуска 24 сам.к-та в год), тыс. руб. |
Затраты тыс. руб. |
|||
|
Снижение трудоёмкости, ч/ч |
Условно высвобождено чел. |
|||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
||
|
Организационные мероприятия |
||||||||
|
Производство узлов и агрегатов из ПКМ |
||||||||
|
1 |
Организовать участок (участки) хранения оснастки по изделиям, со строгим учетом и компьютеризированной базой данных, либо с помощью стеллажей и погрузчиков, либо другими способами. |
ПТК |
169,1 |
0 |
243,4 |
200,0 |
||
|
2 |
Составить перечень деталей изд. АН-148 по однотипным режимам формования, габаритам, норме загрузки, в дальнейшем формировать загрузку автоклавов по соответствующим режимам термостатирования (одновременное формование однотипных деталей, с максимальной загрузкой автоклавов),планировать изготовление деталей исходя из трудоемкости выкладки. Произвести очистку каналов вакуумных систем автоклавов от затеков связующего. |
ПТК |
2525,3 |
0 |
3636,4 |
0,0 |
||
|
3 |
Изобразить для каждой детали диаграмму "спагетти", где теряется наибольшее количество времени для изготовления деталей (потери на излишние перемещения). Оптимизация планировок участков с целью минимального перемещения оснастки, персонала, деталей. |
ПТК |
1725,5 |
0 |
2484,8 |
0,0 |
||
|
4 |
Инструменты и оснастка должны находиться строго на определенных рабочих местах, т.е. доукомплектовать рабочие места инструментом (механизированным, режущим, мерительным) |
ПТК |
2231,8 |
0 |
3213,7 |
100,0 |
||
|
5 |
Модернизировать системы управления автоклавами. (Увеличение производительности за счет автоматического регулирования скорости нагрева/охлаждения). |
ПТК |
505,1 |
0 |
727,3 |
55126,0 |
||
|
6 |
Доукомплектовать производство необходимым количеством термопар, штуцеров, шлангов и др. оснащения для своевременного и качественного изготовления деталей. |
ПТК |
265,7 |
0 |
382,6 |
250,0 |
||
|
7 |
Организовать движение оснастки по цеху строго на специализированных тележках. |
ПТК |
144,9 |
0 |
208,7 |
300,0 |
||
|
8 |
Модернизировать установки для пропитки угле-стеклотканей УПСТ-300, УПСТ-1000, либо выделить данное «производство» в обособленное подразделение с получением от него качественных препрегов со стабильными свойствами (с приобретением пропиточных установок), либо закрыть данное «производство» на ОАО «ВАСО» с последующим получением готовых качественных препрегов со стабильными свойствами от стороннего производителя. |
ПТК |
1847,6 |
2 |
2660,5 |
11130,0 |
||
|
9 |
Приобретение современного ручного инструмента (высокоресурсный режущий и др. пневмоинструмент). |
ПТК |
319,4 |
0 |
460,0 |
300,0 |
||
|
10 |
Организация входного и выходного контроля только на территории лаборатории композиционных материалов (операции порезки образцов и приклеивание стеклотекстолитовых накладок перевести из ПТК в ЦЗЛ) |
ЦЗЛ |
258,8 |
2 |
372,6 |
10000,0 |
||
|
11 |
Организовать склад нормалей |
ПТК |
110,4 |
0 |
159,0 |
500,0 |
||
|
|
ИТОГО по производству |
|
10103,4 |
4 |
14548,9 |
77906,0 |
||
|
Продолжение таблицы П2 |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
||
|
Заготовительно-штамповочное и химическое производство |
||||||||
|
12 |
Совершенствование организации ЗШП и химического производства |
ЗШП |
|
|
|
|
||
|
|
ИТОГО по производству |
|
16092,0 |
69 |
1287,0 |
2000,0 |
||
|
Механосборочное производство |
||||||||
|
13 |
Произвести оснащение станка 6М13ГН1 цифровым программным обеспечением взамен магнитной ленты. |
ц.31 |
|
|
|
30,0 |
||
|
14 |
Передать на аутсорсинг номенклатуру деталей по трудоёмкости, устраивающей ОАО "ВАСО":
|
Цеха МСК |
11700,0 |
0 |
10636,0 |
|
||
|
|
ИТОГО по производству |
|
11700,0 |
0 |
10636,0 |
30,0 |
||
|
15 |
Сформировать и утвердить распорядительным документом рабочие группы в составе: -технолог цеха -технолог ОКСР - инженер по организации и нормированию труда - представительООСОП по каждому агрегату. |
ц.27 ц.38 ц.44 ц.88 ц.96 ц. 119 |
|
|
|
|
||
|
16 |
Определить регламент работы рабочих групп и их периодической отчетности |
|
|
|
|
|||
|
17 |
Разработать графики работ по анализу состояния производства и технологии по каждому агрегату |
|
|
|
|
|||
|
18 |
Провести анализ существующих цикловых графиков сборки агрегатов с целью выявления "критических" мест (т.е.этапов работ, продолжительность которых согласно графикам превышает фактическую или значительно меньше её) |
|
|
|
|
|||
|
19 |
Провести "фотографии" рабочего дня по выявленным "критическим" этапам сборки с целью определения фактического состояния производства и определения потерь |
ц.27 ц.38 ц.44 ц.88 ц.96 ц. 119 |
|
|
|
|
||
|
20 |
По результатам проведенного анализа разработать конкретные для каждого участка мероприятия по оптимизации производственного процесса с уточнением документации на тех. процесс |
|
79 |
|
|
|||
|
21 |
В соответствии с закрепленными за цехами и участками объемами работ закрепить ОПР за конкретными операциями. |
|
|
|
|
|||
|
|
ИТОГО по производству |
|
8500,0 |
79 |
0 |
0 |
||
|
|
Итого по разделу |
|
46 395,4 |
152 |
26 472 |
79 936 |
||
|
Технологические мероприятия |
||||||||
|
Производство узлов и агрегатов из ПКМ |
||||||||
|
1 |
Перевод механической обработки деталей с ручного инструмента на станок с ЧПУ – Endura Fooke. (Возможно потребуется разработка индивидуальных вакуумных приспособлений для повышения скорости обработки за счет сокращения подготовительно-заключительного времени). Проработать с дирекцией бережливого производства вопрос SMED. |
ПТК |
1690,6 |
|
|
|
||
|
2 |
Автоматизация перфорации деталей мотогондолы (трактовая оболочка, панели и др.) |
ПТК |
241,5 |
|
|
|
||
|
3 |
Перевод деталей на автоматизированную выкладку – намотку и автоматизированный раскрой препрегов на заготовки с последующей их выкладкой на формы выклейки с помощью лазерных проекторов
|
ПТК |
1552,6 |
|
|
|
||
|
Продолжение таблицы П2 |
||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
||
|
4 |
Пересмотр техпроцессов на наличие в них работ, потерявших производственное значение. Ужесточение контроля за соблюдением тех. процессов в производстве. Уточнение действующей трудоемкости указанной в тех.процессах. |
ПТК |
|
|
|
|
||
|
5 |
Замена применяющихся материалов (препреги на основе растворных связующих) на современные (клеевые препреги, термопласты и т.д.), для возможности использования приобретаемого автоматизированного оборудования в производстве деталей и агрегатов из ПКМ, а также применения современных высокотехнологических методов производства (трубопроводы, облицовки кабины экипажа, балки пола, облицовочные панели интерьера и др.) |
ПТК |
3105,1 |
|
|
|
||
|
|
ИТОГО по производству |
|
8634,9 |
|
|
|
||
|
Заготовительно-штамповочное и химическое производство |
||||||||
|
1 |
Приобрести комплекс оборудования для изготовления трубопроводов, включающий: - линию для отрезки труб в размер, подготовки торцев, -станок для формовки концов трубы; -трубогибочный станок типа СА942 для гибки труб диаметром до 42 мм; -трубогибочный станок типа СА LINEAR 9102 для гибки труб диаметром до 80 мм с комплектами инструмента.
|
цех 3 |
380 |
|
|
|
||
|
|
ИТОГО по производству |
|
380 |
|
|
|
||
|
Агрегатно-сборочное производство |
||||||||
|
1 |
Корректировка серийных технологических процессов на предмет исключения лишних операций и переходов. |
ц.7, ц.38, ц.88,ц.129/19, ц.469 |
|
|
|
|
||
|
2 |
Снять технлогический припуск 10 мм на обшивках по стыкам отсеков Ф-1, Ф-2, Ф-3 |
ц.27 |
95 |
|
|
|
||
|
3 |
Снять технлогический припуск на верхних и нижних панелях ХЧК |
ц.27 |
80 |
|
|
|
||
|
4 |
Исключить установку замкнутых эквидистантных шаблонов при вписываемости механизации в контур крыла, заменив их частичными шаблонами |
ц.27 |
300 |
|
|
|
||
|
6 |
Спроектировать и изготовить комплект специализированной орг. оснастки (транспортировочные телеги, ложементы) для работы с агрегатами (перечень цеха 27) |
ц.27 |
50 |
|
|
|
||
|
9 |
Выделить в отдельное приспособление сборку отсека ВСУ, предусмотрев его сборку в ПТК119 |
ц.38 ПТК119 |
110 |
|
|
|
||
|
10 |
Отработать технологию монтажа интерьера в переднем и задним вестибюлях:-спроектировать комплект рабочих макетов и шаблонов по элементам интерьера для монтажа посадочных мест в переднем и заднем вестибюлях.- изготовить технологическое оснащение- внедрить в производство и откорректировать технологический процесс. |
ц.38 |
260 |
|
|
|
||
|
12 |
Для улучшения условий труда и повышения производительности спроектировать и изготовить новый (с учетом опыта работы ) стапель сборки пилона |
КПП |
250 |
|
|
|
||
|
13 |
спроектировать и изготовить стенды отработки механизации дверей для исключения дополнительных регулировок |
ц.44 |
120 |
|
|
|
||
|
14 |
спроектировать и изготовить приспособления для клепки каркасов дверей и люков |
ц.44 |
90 |
|
|
|
||
|
15 |
изготовить комплект приспособлений (шаблоны, дополнительные упоры, макеты деталей) для монтажа облицовок дверей и люков. Отработать образцовые облицовки с уточнением ЭМ |
ц.44 |
90 |
|
|
|
||
|
19 |
Внедрить в производство современный ручной механизированный инструмент для совмещения операций свинчивания и тарировки болтовых соединений |
Цеха АСП |
120 |
|
|
|
||
|
|
ИТОГО по производству |
|
1565,0 |
|
|
|
||
.