

Монография MMK Metalurji
.pdfС.Н. Ушаков, В.А. Бигеев, А.М. Столяров, А.Х. Валиахметов
Магнитогорск – 2013
УДК 669.187:621.771.23.016.2 ББК 31.134 + 34.621
Рецензенты:
Кандидат технических наук, начальник научно-технического центра
ОАО «Магнитогорский металлургический комбинат»
Б.А. Сарычев
Кандидат технических наук, заместитель начальника по сталеплавильному
производству управления производством ОАО «Магнитогорский металлургический комбинат»
А.Б. Великий
Ушаков, С.Н.
Литейно-прокатный комплекс металлургической ком-
пании "ММК-Metalurji": монография / Ушаков С.Н., Бигеев В.А., Столяров А.М., Валиахметов А.Х. Магнитогорск: Изд-во Магнитогорск. гос. техн. ун-та им. Г.И. Носова , 2013. 114 с.
ISBN
В монографии изложены материалы о составе оборудования литейно-прокатного комплекса металлургической компании «ММК-Metalurji» в турецком городе Искендерун. Рассмотрены технология выплавки стали в сверхмощной дуговой сталеплавильной печи, ковшевой обработки на установке «печь-ковш» и вакууматоре, непрерывной разливки стали на тонкослябовой МНЛЗ, нагрева тонких слябов в туннельных печах и горячей прокатки на лист.
Монография предназначена для научно-технических работников металлургических предприятий и студентов, обучающихся по направлению «Металлургия».
|
УДК 669.187:621.771.23.016.2 |
|
ББК 31.134 + 34.621 |
ISBN |
© Магнитогорский государственный |
|
технический университет |
|
им. Г.И. Носова, 2013 |
|
© Ушаков С.Н., Бигеев В.А., |
|
Столяров А.М., Валиахметов А.Х., |
|
2013 |
2
СОДЕРЖАНИЕ
ВВЕДЕНИЕ…………………………………………………….5
ГЛАВА 1 ХАРАКТЕРИСТИКА И СОСТАВ ЛИТЕЙНО-ПРОКАТНОГО КОМПЛЕКСА………………….8
1.1Шихтовый участок………………………………………….11
1.2Участок выплавки стали………………………….............15
1.3Участок ковшевой обработки стали………...................27
1.3.1Установка «печь-ковш»……………………………..27
1.3.2Вакууматор……………………………………………30
1.4Ковшевое отделение.....................................................35
1.4.1Участок подготовки сталеразливочных
ковшей…………………………………………………35
1.4.2Участок подготовки промежуточных ковшей………………………………………………….37
1.5Литейно-прокатный модуль…………….........................43
1.5.1Тонкослябовая МНЛЗ………………………………..43
1.5.2Участок нагревательных печей……………………54
1.5.3Стан горячей прокатки……………………………...61 ГЛАВА 2 ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ПРОИЗВОДСТВА…65
2.1Технология выплавки стали……………………………...65
2.1.1Подготовка печи к плавке…………………………..65
2.1.2Загрузка шихты……………………………………….66
2.1.3Плавление шихты……………………………………68
2.1.4Окислительный период……………………………..72
2.1.5Выпуск металла из печи, раскисление, легирование, обработка шлакообразующими материалами …………………………………………75
2.1.6Слив и уборка шлака………………………………..76
2.2Технология ковшевой обработки стали………………..78
2.2.1Технология обработки стали на установке
«печь-ковш»……………………………………………78
2.2.2Технология вакуумирования стали………………...83
2.3Технология непрерывной разливки стали……………..87
2.3.1Подготовка МНЛЗ к разливке………………………87
2.3.2Процесс разливки стали…………………………….91
2.3.3.Разливка стали методом «плавка на плавку»….97
2.4Технология нагрева слябов перед прокаткой…………99
2.5Технология горячей прокатки тонких слябов………...101 ГЛАВА 3 ГОТОВАЯ ПРОДУКЦИЯ ЛИТЕЙНО-ПРОКАТНОГО
КОМПЛЕКСА……………………………………………….106
3
ЗАКЛЮЧЕНИЕ…………………………………………………112
БИБЛИОГРАФИЧЕСКИЙ СПИСОК……….………………..113
4
ВВЕДЕНИЕ
Внастоящее время существуют объективные условия для массового возникновения и развития компактных высокотехнологичных металлургических комплексов. Это объясняется тем, что в условиях затяжного экономического кризиса с резкими ценовыми колебаниями на сырье и готовую продукцию крупные металлургические предприятия испытывают огромные трудности, вызванные несоответствием минимально возможного размера рентабельной партии продукции портфелю заказов. Это приводит к затовариванию складов готовой продукцией и в конечном итоге к вынужденным остановкам и простою высокопроизводительного оборудования, ухудшающим невысокую экономическую эффективность на фоне существенных условно постоянных расходов крупного предприятия. Для малого металлургического предприятия такие проблемы менее актуальны, так как близки источники образования главного вида сырья – металлического лома, нет несоответствия между минимальной рентабельной партией продукции и заказами потребителей. Металлургический цикл является коротким, отсутствует необходимость в больших сырьевых складских запасах, готовая продукция отгружается непосредственно конечному потребителю, внутриструктурные затраты достаточно малы.
Вотличие от развитых передовых промышленных стран, в которых доля новых малых металлургических производств составляет 25…45 % от общего объема производственных мощностей, в нашей стране их всего 1,5%.
Характерным представителем мини-завода является металлургический комплекс компании «MMK-Metalurji» в Турции [1…7]. Этот комплекс был построен по совместному проекту ОАО «Магнитогорский металлургический комбинат» (ММК) и турецкой фирмы «Atakas Sirketler Grubu» с целью укрепления позиций ММК на международном рынке, в частности, на Ближнем Востоке и в странах Средиземноморья.
Строительство предприятия началось в 2008 году. Производство стартовало в марте 2011 года. Общий объем инвестиций в проект составил 2,1 млрд. долларов. До сентября 2012 года предприятие принадлежало русско-турецкой компании «ММК–Atakas». В сентябре 2012 года ММК консолидировал 100% актива и компания получила название «MMK-Metalurji».
5
Металлургический комплекс имеет производственную мощностью 2,4 млн. тонн плоского металлопроката в год и размещается на двух производственных площадках – в Искендеруне и Стамбуле. Общий объем инвестиций в данный проект составил около 2,1 млрд. долларов США.
Металлургический комплекс условно можно разбить на две составные части: «горячий» и «холодный» переделы. «Горячий» передел представлен литейно-прокатным комплексом в городе Искендерун (рисунок 1).
 Искендерун
Искендерун
Рисунок 1 – Местонахождение города Искендерун в Турции
Здесь же находятся составные части «холодного» передела: цех холодной прокатки, агрегат горячего оцинкования, линия полимерного покрытия, сервисный металлоцентр. Предприятие имеет собственный морской порт пропускной способностью около шести миллионов тонн грузов в год. Он способен принимать суда водоизмещением до 80 тыс. тонн, что значительно расширяет экспортные возможности и упрощает поставку сырья для производства стали. Есть возможность оказывать транспортные услуги другим организациям.
Вторая производственная площадка «MMK-Metalurji», включающая цехи цинкования и полимерных покрытий, а также сервисный металлоцентр, расположена в азиатской части Стамбула.
6
Производственные мощности этого металлургического комплекса позволяют не только удовлетворить потребности Турции в различных видах листового проката, но и экспортировать продукцию предприятия на зарубежные рынки, в частности на Ближний Восток и в страны Средиземноморского бассейна.
С марта по декабрь 2011 года предприятие произвело 471 тыс. тонн металлопродукции. По итогам 2012 года производство стали в «MMK-Metalurji» выросло относительно 2011 года на 68 процентов и составило 790 тыс. тонн.
Компания «MMK-Metalurji» увеличила объемы реализации продукции как на внутреннем рынке, так и за пределами Турции. В частности, объем экспортных поставок оцинкованного проката из Турции в прошлом 2012 году увеличился на 25 процентов. «MMK-Metalurji» удалось увеличить число потребителей своей продукции в строительной индустрии. Кроме того, продукция компании успешно прошла испытания, и были получены первые промышленные заказы на металлопродукцию для производителей бытовой техники. Экспортные отгрузки компании увеличатся за счет рынков стран СНГ и Ближневосточного региона.
По данным «World Steel Association» за 2012 год Турция в мировом рейтинге стран-производителей стали поднялась на две позиции и заняла восьмое место, обогнав Бразилию и Украину. Производство стали в Турции в 2012 г. выросло на 5,2 % и достигло 35,9 млн. тонн. Турецкая доля производства в мировом производстве выросла с 2,2% в 2011 году до 2,3% в 2012 году. Эксперты прогнозируют улучшение экономической ситуации и восстановление мировой металлургии, в том числе черной металлургии в обозримом будущем. Поэтому одним из приоритетных направлений деятельности компании является дальнейшее развитие турецкого актива.
ОАО «ММК» изучает возможность дополнительных среднесрочных инвестиций в размере 100 млн. долларов США в развитие турецкого актива «MMK-Metalurji» с целью снижения себестоимости продукции и повышения эффективности производства. Среди потенциальных инвестиционных проектов является строительство шахтной печи типа «OxiCup» и комплекса по производству брикетов, что позволит снизить зависимость от ценового соотношения лом-рулон, эффективно использовать отходы производства и заместить покупной твердый чугун собственным. Кроме того, планируется также модернизация стана горячей прокатки с введением дополнительной клети с целью расшире-
7

ния спектра выпускаемой продукции и увеличения доли высокоприбыльного сортамента.
ГЛАВА 1 ХАРАКТЕРИСТИКА И СОСТАВ ЛИТЕЙНО-ПРОКАТНОГО КОМПЛЕКСА
Общий вид с моря на металлургический комплекс компании «ММК-Metalurji» в городе Искендерун показан на рисунке
1.1.
Рисунок 1.1 – Морской порт компании «ММК-Metalurji»
Вид металлургического комплекса со стороны суши приведен на рисунке 1.2. На этом рисунке отмечено расположение шихтового участка, основного здания электросталеплавильного цеха (ЭСПЦ) и здания листопрокатного цеха, входящих в состав литейно-прокатного комплекса.
8

Рассмотрим подробнее состав оборудования литейнопрокатного комплекса компании «ММК-Metalurji».
На рисунке 1.3 показан план литейно-прокатного комплек-
са.
Здание листопрокатного цеха |
|
Metalurji» в Искендеруне |
|
|
«ММК- |
|
|
|
|
|
|
Шихтовый участок |
|
Рисунок 1.2 – Металлургический комплекс |
|
|
|
Основное здание ЭСПЦ |
||
|
|
|
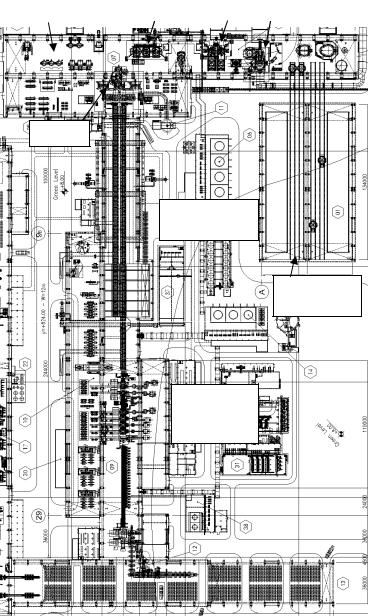
Ковшевое отделение Вакууматор УПК ДСП-250
МНЛЗ
 Туннельные печи
Туннельные печи
Шихтовый
участок
Стан  горячей прокатки
горячей прокатки
Рисунок 1.3 – План литейно-прокатного комплекса
10