

29. Боковой зазор зубчатой передачи
Для
устранения возможного заклинивания
при нагреве передачи, обеспечения
условий протекания смазочного материала
и ограничения мертвого хода при
реверсировании отсчетных и делительных
реальных передач они должны иметь
боковой зазор jn (между
нерабочими профилями зубьев сопряженных
колес). Этот зазор необходим также для
компенсации погрешностей изготовления
и монтажа передачи. Боковой зазор
определяют в сечении, перпендикулярном
к направлению зубьев, в плоскости,
касательной к основным цилиндрам
(рисунок 8.2.13).
 Рисунок
8.2.13
Боковой
зазор обеспечивается путём радиального
смещения исходного контура рейки
(зуборезного инструмента) от его
номинального положения в теле
колеса.
Система
допусков на зубчатые передачи устанавливает
гарантированный боковой зазор jnmin ,
которым является наименьший предписанный
боковой зазор, не зависящий от степени
точности колес и передач. Он определяется
по формуле:
Рисунок
8.2.13
Боковой
зазор обеспечивается путём радиального
смещения исходного контура рейки
(зуборезного инструмента) от его
номинального положения в теле
колеса.
Система
допусков на зубчатые передачи устанавливает
гарантированный боковой зазор jnmin ,
которым является наименьший предписанный
боковой зазор, не зависящий от степени
точности колес и передач. Он определяется
по формуле:
![]() где
V – толщина слоя смазочного материала
между зубьями; aω-
межосевое расстояние; α1 и
α2 –
температурные коэффициенты линейного
расширения материала колес и корпуса;
Δt°1 и
Δt°2 –
отклонение температур колеса и корпуса
от 20°C; α – угол профиля исходного
контура.
Толщину
слоя смазки ориентировочно принимают
в пределах от 0,01m (для тихоходных
кинематических передач) до 0,03m (для
высокоскоростных передач).
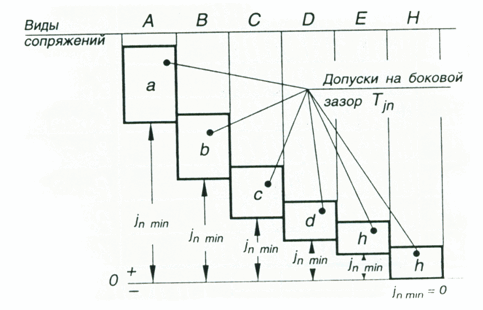
Для
удовлетворения требований различных
отраслей промышленности, независимо
от степени точности изготовления колес
передачи, предусмотрено шесть видов
сопряжений, определяющих различные
значения jnmin :
A, B,C, D, E, H (рисунок 8.2.14).
где
V – толщина слоя смазочного материала
между зубьями; aω-
межосевое расстояние; α1 и
α2 –
температурные коэффициенты линейного
расширения материала колес и корпуса;
Δt°1 и
Δt°2 –
отклонение температур колеса и корпуса
от 20°C; α – угол профиля исходного
контура.
Толщину
слоя смазки ориентировочно принимают
в пределах от 0,01m (для тихоходных
кинематических передач) до 0,03m (для
высокоскоростных передач).
Для
удовлетворения требований различных
отраслей промышленности, независимо
от степени точности изготовления колес
передачи, предусмотрено шесть видов
сопряжений, определяющих различные
значения jnmin :
A, B,C, D, E, H (рисунок 8.2.14).
 Рисунок
8.2.14
Установлено
шесть классов отклонений межосевого
расстояния, обозначаемых в порядке
убывания точности римскими цифрами от
I до VI. Гарантированный боковой зазор в
каждом сопряжении обеспечивается при
соблюдении предусмотренных классов
отклонений межосевого расстояния (для
сопряжений H и E — II класса, для сопряжений
D, C, B и А — классов III, IV, V и VI соответственно).
Соответствие видов сопряжений и указанных
классов допускается изменять.
На
боковой зазор установлен допуск Tjn ,
определяемый разностью между наибольшим
и наименьшим зазорами. По мере увеличения
бокового зазора увеличивается допуск
Tjn.
Установлено восемь видов допуска Tjn на
боковой зазор: x, y, z, a, b, c, d, h. Видам
сопряжений Н и Е соответствует вид
допуска h, видам сопряжений D, C, B и A —
соответственно виды допусков d, c, b и a.
Соответствие видов сопряжений и видов
допусков Tjn допускается
изменять используя при этом и виды
допуска z, y и x.
Биение
зубчатого венца
Рисунок
8.2.14
Установлено
шесть классов отклонений межосевого
расстояния, обозначаемых в порядке
убывания точности римскими цифрами от
I до VI. Гарантированный боковой зазор в
каждом сопряжении обеспечивается при
соблюдении предусмотренных классов
отклонений межосевого расстояния (для
сопряжений H и E — II класса, для сопряжений
D, C, B и А — классов III, IV, V и VI соответственно).
Соответствие видов сопряжений и указанных
классов допускается изменять.
На
боковой зазор установлен допуск Tjn ,
определяемый разностью между наибольшим
и наименьшим зазорами. По мере увеличения
бокового зазора увеличивается допуск
Tjn.
Установлено восемь видов допуска Tjn на
боковой зазор: x, y, z, a, b, c, d, h. Видам
сопряжений Н и Е соответствует вид
допуска h, видам сопряжений D, C, B и A —
соответственно виды допусков d, c, b и a.
Соответствие видов сопряжений и видов
допусков Tjn допускается
изменять используя при этом и виды
допуска z, y и x.
Биение
зубчатого венца ![]() определяется
как разность наибольшего и наименьшего
показаний индикатора при расположении
наконечника во всех впадинах контролируемого
колеса.
определяется
как разность наибольшего и наименьшего
показаний индикатора при расположении
наконечника во всех впадинах контролируемого
колеса.
Стандартизованными параметрами, характеризующими зубчатую передачу являются:
- модуль зубьев,
- передаточное число,
- межосевое расстояние.
Червячные передачи относятся к зубчато-винтовым. Если в зубчато-винтовой передаче углы наклона зубьев принять такими, чтобы зубья шестерни охватывали ее вокруг, то эти зубья превращаются в витки резьбы, шестерня — в червяк, а передача — из винтовой зубчатой в червячную. Преимущество червячной передачи по сравнению с винтовой зубчатой в том, что начальный контакт звеньев происходит по линии, а не в точке. Угол скрещивания валов червяка и червячного колеса может быть каким угодно, но обычно он равен 90°.
Коническая зубчатая передача
Если угол
между осями равен 90°, то коническую
зубчатую передачу называют ортогональной. В
общем случае в неортогональной передаче
угол, дополненный до 180° к углу между
векторами угловых
скоростей ![]() и
и![]() звеньев1 и 2,называют межосевым
углом Σ
звеньев1 и 2,называют межосевым
углом Σ
33\34 . Нормирование параметров размерного взаимодействия в шпоночных соединениях
ШПОНОЧНЫЕ СОЕДИНЕНИЯ
Назначение шпоночных соединений Шпоночные соединения предназначены для получения разъёмных соеди-нений, передающих крутящие моменты. Они обеспечивают вращение зубчатых колес, шкивов и других деталей, монтируемых на валы по переходным посад-кам, в которых наряду с натягами могут быть зазоры. Размеры шпоночных со-единений стандартизированы. Различают шпоночные соединения с призматическими (ГОСТ 23360), сегментными (ГОСТ 24071), клиновыми (ГОСТ 24068) и тангенциальными (ГОСТ 24069) шпонками. Шпоночные соединения с призматическими шпонка-ми применяются в малонагруженных тихоходных передачах (кинематические цепи подач станков), в крупногабаритных изделиях (кузнечно-прессовое обо-рудование, маховики двигателей внутреннего сгорания, центрифуги и др.). Клиновые и тангенциальные шпонки воспринимают осевые нагрузки при ре-версах в тяжело нагруженных соединениях. Наиболее широкое использование получили призматические шпонки. Конструктивное исполнение и размеры призматических шпонок Призматические шпонки имеют три исполнения. Вид исполнения шпонки определяет форму паза на валу. Исполнение 1 для закрытого паза, для нормального соединения в усло-виях серийного и массового типов производства; исполнение 2 для открыто-го паза с направляющими шпонками, когда втулка перемещается вдоль вала при свободном соединении; исполнение 3 для полуоткрытого паза со шпон-ками, установленными на конце вала с плотным соединением напрессованной втулки на вал в единичном и серийном типах производства. Размеры шпонки зависят от номинального размера диаметра вала и опре-деляются по ГОСТ 23360. Примеры условных обозначений шпонок: 1. Шпонка 16 х 10 х 50 ГОСТ 23360 (шпонка призматическая, исполнение 1; b х h = 16 х 10, длина шпонки l = 50). 2. Шпонка 2 (3) 18 х 11 х 100 ГОСТ 23360 (шпонка призматическая, испол-нение 2 (или 3), b х h = 18 х 11, длина шпонки l = 100). Посадки шпонок и рекомендации по выбору полей допусков Основным посадочным размером является ширина шпонки b. По этому размеру шпонка сопрягается с двумя пазами: пазом на валу и пазом во втулке . Шпонки обычно соединяются с пазами валов неподвижно, а с пазами втулок с зазором. Натяг необходим для того, чтобы шпонки не перемещались при эксплуатации, а зазор для компенсации неточности размеров и взаимного расположения пазов. Шпонки вне зависимости от посадок изготавливаются по разме-ру b с допуском h9, что делает возможным их централизованное изготовление. Остальные размеры менее ответственны: высота шпонки по h11, длина шпонки по h14, длина паза под шпонку по Н15 . Посадки шпонок осуществляются по системе вала (Сh). Стандартом до-пускаются различные сочетания полей допусков для пазов на валу и во втулке с полем допуска шпонки по ширине. Свободное соединение используется для направляющих длинных шпонок; нормальные применяются наиболее часто для крепёжных шпонок, установлен-ных в середине вала; плотное соединение – для шпонок на конце вала. Основные требования при оформлении поперечных сечений соединения с призматической шпонкой и деталей участвующих в них Предельные отклонения размеров, выбранных полей допусков, опреде-лять по таблицам ГОСТ 25347. При выполнении поперечного сечения шпоночного соединения необхо-димо указать посадки, а у шпонки – поля допусков на размеры b и h шпонки в смешанном виде и шероховатости поверхностей. На чертежах поперечных сечений вала и втулки необходимо указать шероховатости поверхностей, поля допусков на размеры b, d и D в смешанном виде, а также нормировать размеры глубины пазов: на валу t1 – предпочтительный вариант или (d – t1) c отрица-тельным отклонением и во втулке (d + t2) – предпочтительный вариант или t2 c положительным отклонением. В этом и другом случае отклонения выбираются в зависимости от высоты шпонки h . Кроме этого на чертежах по-перечных сечений вала и втулки необходимо ограничивать допусками точность формы и взаимного расположения. Предъявляются требования по допустимым отклонениям от симметричности шпоночных пазов и параллельности плоско-сти симметрии паза относительно оси детали (базы). При наличии в соединении одной шпонки допуск параллельности принимать равным 0,5IT9, допуски симетричности – 2IT9, а при двух шпонках, расположенных диаметрально, – 0,5 IT9 от номинального размера b шпонки. Допуски симметричности могут быть зависимыми в крупносерийном и массовом производстве.