

6.13.1 Экспертно-проектная система технологий в современном машиностроительном производстве
Освещены принципы построения и результаты апробации автоматизированной экспертно-проектной системы машиностроения, разрабатываемой специалистами МГТУ «Станки» Рассмотрены вопросы интеграции и интеллектуализации конструкторско-технологического проектирования, декомпозиции технологий машиностроительного производства, оценки ресурсоемкости проектируемых технологических процессов, а также формирования баз знаний.
С переходом предприятий на новые методы хозяйствования в условиях радикальной экономической реформы перед ними весьма остро встают проблемы повышения конкурентоспособности выпускаемой продукции, обеспечения всеми видами ресурсов, снижения издержек производства, решения социальных задач, соблюдения экологических требований и др. В связи с этим чрезвычайную важность имеет разработка долгосрочной концепции развития (на 5-10 лет) производственной структуры предприятия, предусматривающей значительные затраты на разработку дорогостоящих технологий, производственных систем и средств управления, необходимых для выпуска перспективной продукции.
Исходной базой для технического перевооружения предприятия должно служить его комплексное обследование, проведенное с целью объективной оценки соответствия мировому уровню в данной области производства. На первом этапе обследования необходимо укрупнено оценить уровень ресурсоемкости и автоматизации по основным видам производства. В последующем, на основе анализа этих данных может решаться задача по определению рациональной производственной структуры предприятия.
Разработка концепции технологического перевооружения связана с выполнением сравнительного анализа, разработкой прогнозов, принятием ответственных решений и т. п. Необходимость учета влияния большого числа неформализованных факторов обуславливает целесообразность привлечения высококвалифицированных специалистов-экспертов и использование для поддержки принятия решения достижений в области искусственного интеллекта.
6.13.1.1 Интеграция и интеллектуализация конструкторско-технологического проектирования
При существующем подходе к процессу подготовки производства, когда конструирование и проектирование технологии выполняются различными разработчиками и разделены во времени, весьма сложно обеспечить системность и высокий уровень принимаемых проектных решений. В результате экспертного исследования, проведенного в конструкторско-технологических отделах предприятия электромеханического профиля установлено, что в среднем для более чем 50 % деталей требуется существенное изменение конструкции с учетом технологических особенностей их изготовления. Это связано с тем, что при принятии проектных решений конструктор в большей степени учитывает аспект функционального назначения и эксплуатационных характеристик детали, а соображения технологичности ее изготовления остаются на втором плане. В последующем, на этапе технологической подготовки очень часто приходится корректировать, а иногда и полностью изменять конструкцию детали с учетом существующих или перспективных производственных возможностей предприятия. Такой итерационный режим работы конструкторско-технологических служб наиболее характерен в условиях частой смены производственных изделий, и приводит, в конечном счете, к увеличению стоимости и продолжительности процесса проектирования. К этому следует добавить, что на практике еще слабо реализуется принцип системного подхода к целостному процессу изготовления детали (от исходного материала до готового изделия). Поэтому конструктору приходится учитывать зачастую противоречивые требования и корректировать конструкцию детали с учетом рекомендаций технологов по всем используемым методам обработки.
В работе предлагается новый подход к процессу проектирования, при котором концептуальная проработка производственной технологичности осуществляется на стадии конструирования изделия (детали). В этом случае существенно расширяются функции разработчика, который на ранней стадии проектирования должен выбрать рациональный маршрут и отработать изделие на технологичность с учетом используемых методов обработки. Очевидно, что столь ответственная задача может быть возложена на разработчика лишь при обеспечении его обширной технологической базой знаний и эффективными средствами для работы с ней. Реализация технологической проработки на концептуальной стадии проектирования требует создания принципиально новых интегрированных систем конструкторско-технологического проектирования, в которых заложен коллективный интеллект высококвалифицированных специалистов-экспертов.
Эффективным инструментом для решения этой сложной задачи может служить автоматизированная экспертно-проектная система технологий машиностроения (АЭСТМ).
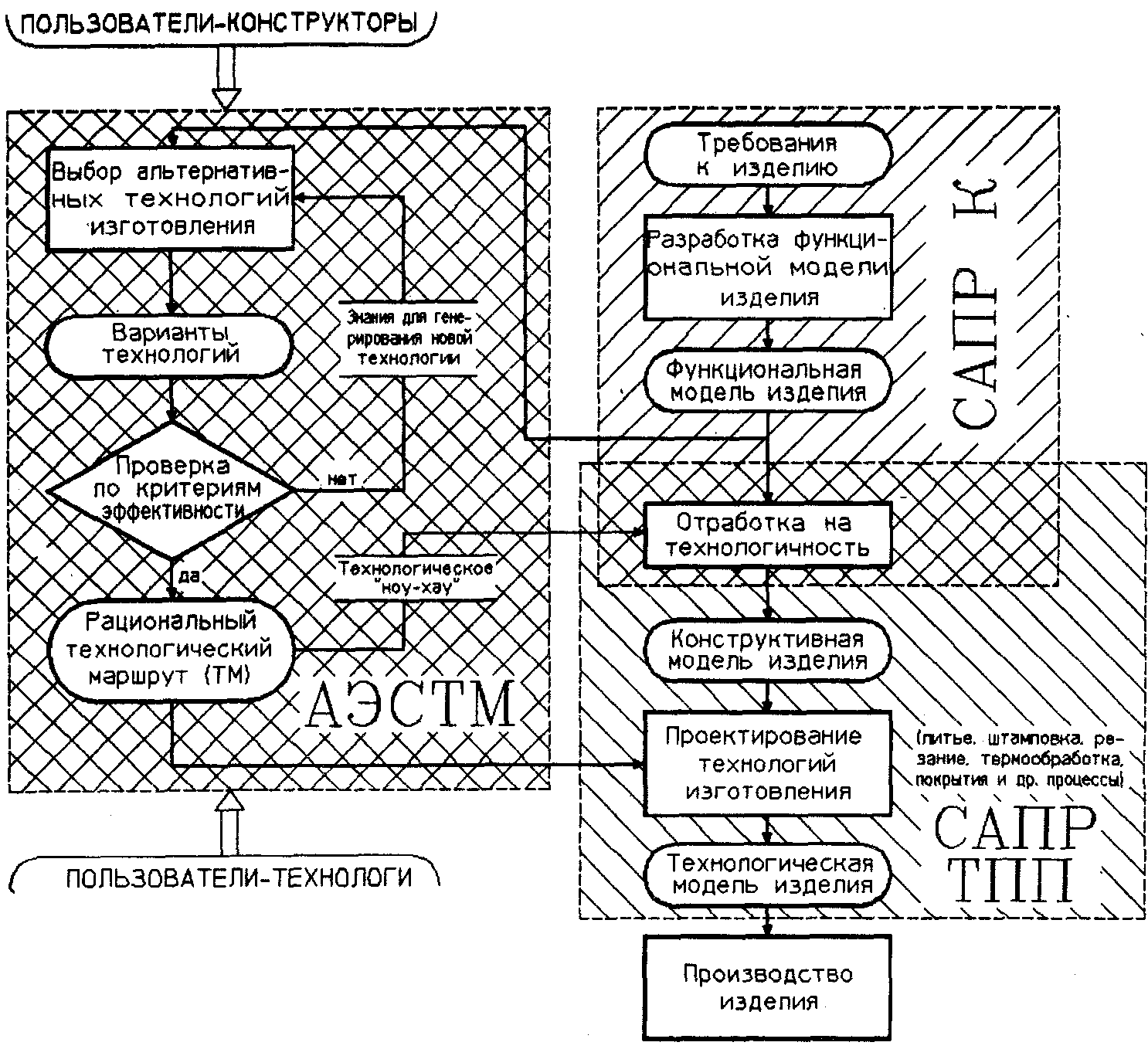
Рисунок 6.4 - Схема функционирования АЭСТМ в системе конструкторско-технологической подготовки производства
На рисунке 6.4. представлена схема функционирования АЭСТМ в рамках интегрированной системы конструкторской (САПР К) и технологической подготовки производства (САПР ТПП). В этом случае конструктор или технолог используют АЭСТМ в режиме консультаций для выбора рационального маршрута изготовления и отработки деталей на технологичность.
В качестве критериев эффективности проектируемых процессов предлагается использовать натуральные (металл, энергия, труд) и стоимостные (стоимость изготовления, капитальные затраты) показатели ресурсоемкости. Для их укрупненной оценки разработана оригинальная методика расчета и сформирована база данных, отражающая ресурсопотребление по широкому спектру технологических процессов.
Одним из радикальных способов снижения ресурсоемкости является рациональное применение малоотходных технологий, к которым относятся процессы ковки, точного литья, объемной и листовой штамповки, порошковой металлургии и др. В этой связи при разработке первой версии АЭСТМ основное внимание было уделено формированию базы знаний по малоотходным технологиям.