


ки не требуется.
Крупногабаритные детали из алюминиевых и магниевых сплавов
Технологичность деталей, входящих в обвод фюзеляжа, в значительной степени зависит от геометрического построения контура фюзеляжа. Нетехнологичными являются контуры формы эллипса и контуры, построенные с помощью радиусов-векторов из двух и более центров. Форма поверхности в этом случае задается отдельными точками и участками дуг (рис. 2.111, а). На рис. 2.111, б показан контур носовой части фюзеляжа, построенный с помощью радиусов-векторов, причем центры правильных окружностей расположены не на строительной оси, а на некоторой наклонной прямой, называемой линией радиусов. Обработка наружного контура таких деталей, входящих в обвод фюзеляжа, может производиться только на металлорежущих станках с ЧПУ.
а |
б |
Рис. 2.111. Нетехнологичные контуры фюзеляжа |
|
Пример технологичной конструкции |
каркаса приведен на |
рис. 2.112. Детали типа носовых каркасов с замкнутым контуром, входящие в обвод вертолета и имеющие простую форму тел вращения без уступов и проемов под остекление (сечение А-А, справа) на обрабатываемой наружной поверхности, наиболее технологичны. Ось вращения совпадает с линией радиусов, прямолинейна и соосна со строительной осью. Наличие механически обрабатываемых проемов под остекление (сечение А-А, слева) значительно усложняет технологический процесс, требует специализированного оборудования и оснастки.
Детали типа козырька фонаря пилота являются наиболее сложными и наименее технологичными в группе каркасных крупногабаритных деталей из магниевых сплавов (рис. 2.113, а). Козырек фонаря пилота, показанный на рис. 2.113, б, еще менее технологичен. Кроме сложной наружной поверхности двойной кривизны с приливами на ней, козырек имеет проемы под стекла, расположенные на внутренней поверхности эквидистантной наружной поверхности и имеющие пере-
83

менные малки.
Рис. 2.112. Пример технологичной конструкции каркаса
Для повышения технологичности деталей этого типа необходимо:
–Перейти от криволинейной формы наружной поверхности к граненой, тогда боковые проемы будут представлять собой обычные плоские замкнутые контуры, обработка которых не является особо сложной.
–Снять обработку с внутреннего криволинейного контура, а в случае внутреннего крепления установку стекла производить по наружному обрабатываемому контуру.
–Поверхность основания двойной кривизны заменить плоскостью, т. к. крепление козырька производится во внутренней части фюзеляжа.
Рис. 2.113. Нетехнологичные конструкции козырька фонаря пилота
Технологичность деталей типа козырька пилота в значительной степени определяется их формой. На рис. 2.114 приведена технологичная конструкция козырька, у которого наружные стороны представляют собой плоские грани, а проемы для остекления – замкнутые контуры.
84
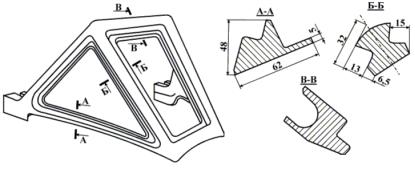
Рис. 2.114. Пример технологичной конструкции козырька фонаря пилота
Балки и лонжероны
Балки и лонжероны представляют собой крупногабаритные длинномерные силовые детали коробчатой формы, таврового, полутаврового, швеллерного и других сечений, усиленных поперечными ребрами жесткости, причем элементы полок часто входят в обвод летательного аппарата. В процессе механической обработки деталей наблюдается значительное их коробление, вызываемое перераспределением внутренних напряжений. Коробление деталей проявляется в форме хлопунов, прогиба и скрутки, значительно усложняя их изготовление и увеличивая объем правильных и слесарно-доводочных работ.
В качестве исходных заготовок для балок и лонжеронов рекомендуется применять горячие штамповки, возможно более простой формы с минимальным количеством обрабатываемых поверхностей, для уменьшения объема механической обработки и получения коэффициента использования металла не ниже 0,35. Причем контур балки, не входящий в обвод, внутренние стенки и поперечные ребра не должны подвергаться механической обработке. Допуски на размеры всех не подвергающихся механической обработке элементов должны соответствовать допускам на заготовку (горячую штамповку, катаный или прессованный профиль и т.д.).
Технологические требования к конструкции балок и лонжеронов заключаются в следующем.
Рекомендуется образмеривать в чертежах контуры, входящие в обвод, а не ссылаться на шаблоны с плаза (рис. 2.115).
85

Рис. 2.115. Ука-
зание размеров для обеспечения удовлетворительной технологичности контура длинномер-
ной детали
На балках, имеющих незначительные колебания переменной малки по контуру, желательно давать осредненную постоянную малку
(рис. 2.116).
Рис. 2.116. Задание допуска на малку вдоль длинномерной детали, повышающее технологичность ее изготовления
Избегать на внутренних контурах полок малкованных поверхностей, а при необходимости делать специальный переходной уступ
(рис. 2.117).
Рис. 2.117. Пример малкованных поверхностей на внутренних контурах полок
Расстояние между центрами отверстий рекомендуется проставлять не в угловых величинах, а в линейных. Отверстия крепления по полкам должны быть с равным шагом и одного диаметра. Точность обработки диаметральных размеров должна быть не выше 9-го квалитета.
86
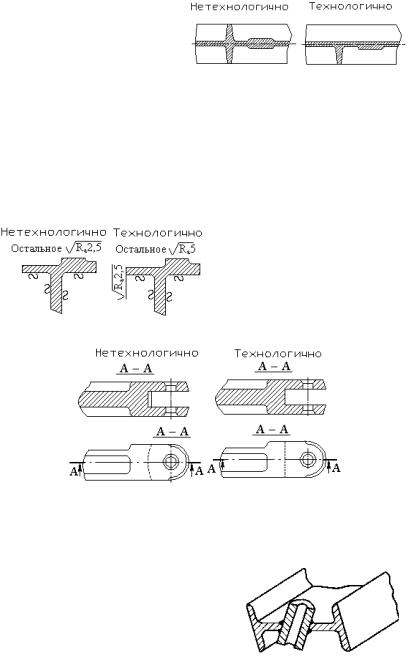
Рис. 2.118. Рациональное размещение приливов и поперечных усиливающих ребер
Шероховатость сопрягаемых поверхностей должна быть не ниже Rа = 5 мкм, а на остальных обрабатываемых местах – Rа = 10 мкм (рис. 2.119). Применение упрочняющей обработки (обязательно оговаривается в чертеже!) позволяет снизить величину поверхностных микронеровностей и увеличить циклическую прочность детали в 1,5–2 раза.
Поверхность основания проушин следует выполнять прямолинейной (рис. 2.120). Точность обработки по ширине проушины назначать не выше 11-го квалитета.
Рис. 2.119. Рациональное назначение шероховатости сопрягаемых поверхностей
Рис. 2.120. Рациональное конструирование основания проушин
При необходимости расположить отверстия в балке под углом целесообразно выполнить балку расчлененной с вклепанными или приваренными узлами (рис. 2.121).
Рис. 2.121. Расчлененная балка с вклепанными или приваренными узлами
87