

6.6.11.Чистовой проход - fcy.
Чистовой проход (чистовая обработка) задается командой FCY. По этой команде обрабатываются внутренние и наружные поверхности заготовок. Перед чистовой обработкой обязательно должна быть черновая обработка - RTU или какая-либо другая (особенности системы).
Формат команды: FCY Кn
24
По этой команде инструмент пройдет весь (выделенный в кривую Кn) контур заготовки и снимет припуск, оставленный после черновой обработки.
6.6.12. Возврат в исходную точку - GOH.
Команда GOH возвращает на быстрой подаче инструмент в
положение, заданное последней из команд FRO.
Формат команды: GOH.
Если на команде GOH программа заканчивается, то по этой команде происходит отключение шпинделя, отключение охлаждения и возврат инструмента в «0» станка.
6.6.13. Задание материала заготовки.
Материал заготовки задается командой МАТ. Задав эту команду, ТИГРАС автоматически определяет режимы резания в зависимости от видов обработки.
Формат команды :
МАТ марка материала.
Пример: МАТ 40Х.
Если данная команда в программе отсутствует, то все скорости и подачи должны вводиться вручную.
25
6.7. Примеры отчета практической работы
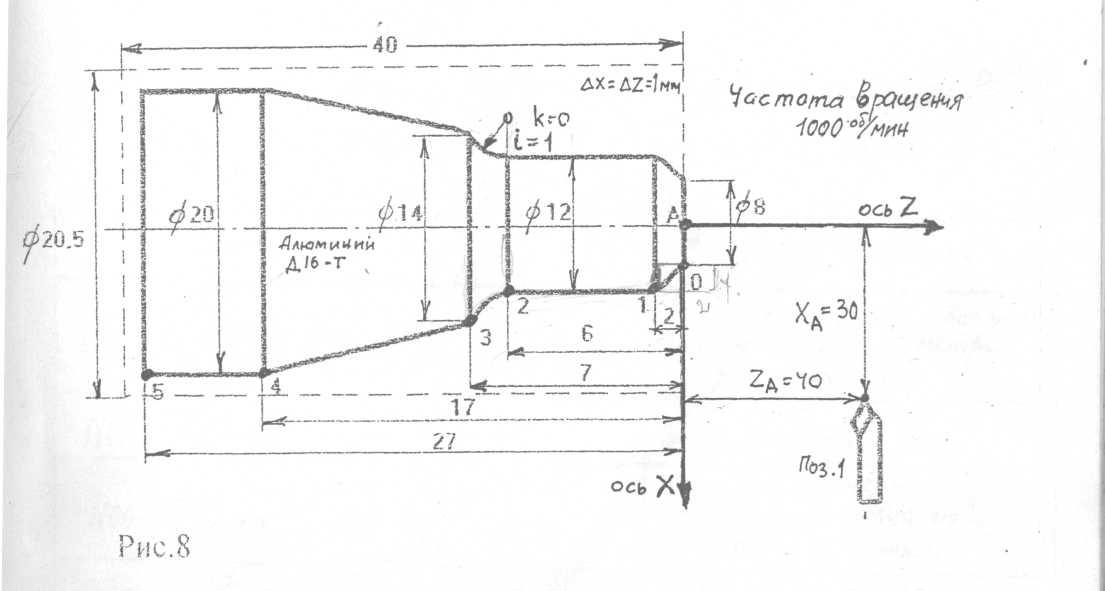
Ниже приведены примеры разработки управляющих программ для станка с ЧПУ 16К20Ф3С5 в кодах ISO и в системе ТИГРАС. По этим программам обрабатывается заготовка из материала алюминия Д16-Т длиной 40мм и диаметром 20,5мм. Контур будущей детали и ее размеры приведены на рис.8.
6.7.1. Пример программы в кодах ISO
6.7.1.1. Формат управляющей программы для СЧПУ Н22-1М
%, N3, G2, X+(-)6, Z+(-)6, I+6, K+6, F5, S3, T3, M3.
26
6.7.1.2.Упрощенная
структурная схема системы ЧПУ Н22-1М.








6.7.1.3. Управляющая программа обработки детали (рис.8). Торцевание, наружное обтачивание (чистовой проход) (см.раздел 6.5)
|
Кадры программы |
Задается в кадрах | |
|
N001 % G 27 F70000 LF |
Начало программы, абсолютные координаты, быстрый ход резца в точку А | |
|
N002 G58 LF |
Запись смещения нуля | |
|
N003 G10 X + 000000 Z+000000LF |
Длинные размеры. перемещение резца из «0» станка в «0» детали | |
|
N004 M004 F20300 S047 T001 LF |
Включение шпинделя, подача, частота вращения, позиция резца | |
|
N005 G26 LF |
Относительные координаты | |
|
N006G11X+ 000800LF |
Короткие размеры, обработка участка А – 0 (торцевание) | |
|
N007G11X+ 000400Z– 000200LF |
Короткие размеры, обработка участка 0 – 1 | |
|
N008 G11 Z – 000400 LF |
Короткие размеры, обработка участка 1 – 2 | |
|
Кадры программы |
27 продолжение Задается в кадрах | |
|
N |
Относительные координаты | |
|
N010 G21 X + 000200 Z – 000100 I - 000200 LF |
Короткие размеры Против час. стрелки |
Круговая интерполяция уч. 2-3 |
|
N011 G11 X + 000600Z – 001000 LF |
Короткие размеры, обработка участка 3 - 4 | |
|
N012 G11 Z – 001000 LF |
Короткие размеры, обработка участка 4 - 5 | |
|
N013 M005 F70000 LF |
Остановка шпинделя Быстрый ход резца в «0» станка | |
|
N014 G25 X + 999999 LF N015 G25 Z + 999999 LF |
Возврат в «0» станка (из точки 5) | |
|
N016 M002 LF |
Конец программы | |
|
|
| |





 009
G26 LF
009
G26 LF


Замечание. Перемещения при линейной интерполяции следует задавать в импульсах, определяя их по формулам и записывать их в соответствии с форматом:
 ΔХ
ΔZ
ΔХ
ΔZ
Х ±mх
; Z
± mz
,
±mх
; Z
± mz
,
где mх = 0,005 мм/Имп, mz = 0,01 мм/Имп
ΔХ, ΔZ – перемещения по Х и Z в мм,
к
 оманды,
которые должна содержать любая
программа.
оманды,
которые должна содержать любая
программа.
28