

6.5.5. Программирование частоты вращения шпинделя.
Функция «S» должна задаваться вместе со вспомогательной функцией «Мх03» или «Мх04», которые определяют направление вращения шпинделя. Коды частот вращения шпинделя приведены в таблице 3.
Таблица 3.
|
Номер диапазона |
Код функции | ||||||||
|
Частота вращения шпинделя, об/мин. | |||||||||
|
1 |
х11 |
х12 |
х13 |
х14 |
х15 |
х16 |
х17 |
х18 |
х19 |
|
12,5 |
15 |
18 |
35,5 |
50 |
71 |
100 |
140 |
200 | |
|
2 |
х21 |
х22 |
х23 |
х24 |
х25 |
х26 |
х27 |
х28 |
х29 |
|
50 |
71 |
100 |
140 |
200 |
280 |
400 |
560 |
800 | |
|
3 |
х41 |
х42 |
х43 |
х44 |
х45 |
х46 |
х47 |
х48 |
х49 |
|
125 |
180 |
250 |
355 |
500 |
710 |
1000 |
1400 |
2000 | |
6.5.6.Программирование подачи.
Формат слова, задающего величину подачи, задается адресом «F», после которого следуют пять цифр:
11
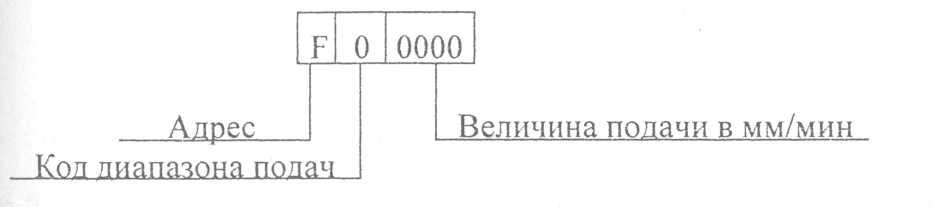
Ввод функции подачи возможен как отдельным кадром, так и вместе с функциями: М, S, Т. Заданная информация о подаче сохраняется до ввода нового значения подачи.
В УЧПУ мод. Н22-1М возможно задание двух диапазонов рабочих подач и ускоренной подачи (быстрого хода).
В первом диапазоне рабочий подачи изменяются от 1 до 1200 мм/мин. Первая цифра после адреса - код диапазона - 1. После нее - следующие четыре цифры - величина подачи - указывается действительное значение подачи в мм/мин.
Во втором диапазоне рабочие подачи изменяются от 0,05 до 60 мм/мин. Код диапазона - 2, а последующие четыре цифры обозначают значение подачи, увеличенной в 20 раз по сравнению с действительной величиной подачи.
Величина быстрого хода по оси Z - 4800 мм/мин, по оси Х-2400 мм/мин (в режиме быстрого хода допускается перемещение только по одной из координат). Величина быстрого хода не программируется, а указывается только код диапазона -7 (F70000).
6.5.7. Программирование перемещений.
Формат слова, задающего функцию перемещения, содержит адреса : X, Z, 1LK, знаки "+" или "-" и шесть десятичных цифр и имеет вид:
12
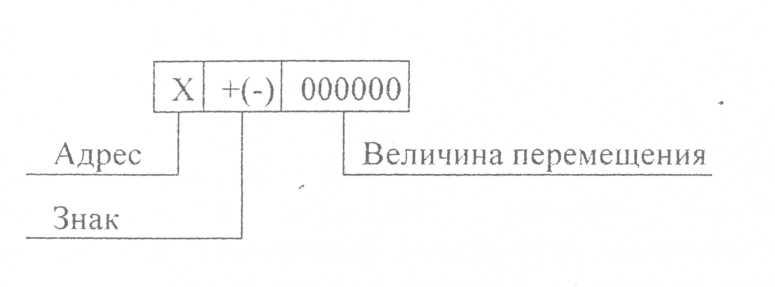
Способы задания величины и направления перемещений определяются видом интерполяции на данном участке обработки.
6.5.7. Программирование перемещений при линейной интерполяции.
При линейной интерполяции в кадре УП можно запрограммировать только один отрезок прямой. В этом случае кадр будет включать подготовительную функцию (см. таблицу 1) и параметры перемещения по координатам X и Z.
При обработке цилиндрической поверхности перемещение осуществляется только по координате Z. При обработке торцевой поверхности - по координате X. При обработке конической поверхности перемещение инструмента осуществляется сразу по двум осям - Z и X.
Направление перемещения инструмента положительно (+), если движение осуществляется от шпинделя (по оси Z) или от оси вращения шпинделя (по оси X). Противоположные движения принято считать отрицательными (-).
Величина перемещения задается в импульсах (дискретах).
Один импульс по оси Z равен 0,01мм, а по оси X - 0,005мм.Способы задания величин перемещения в каждом случае зависят от выбранной системы координат (абсолютной или относи -
тельной).
При работе в относительной системе координат (G26) по
адресам Z и X указывается величина перемещения, соответствующая приращениям Z и X на данном участке траектории.
13
При работе в абсолютной системе координат (G27) по адресам Z и X указывается величина перемещения, .соответствующая абсолютным координатам начальной точки в выбранной системе координат. Началом координат может быть "О" станка или "0" детали.
"0" станка - точка, принятая за начало отсчета в системе координат станка.
"0" детали - точка на заготовке, относительно которой заданы размеры заготовки.