

Московский автомобильно-дорожный
институт
(Государственный технический университет)
Кафедра «Технология металлов» ауд. 142
Изготовлено копий 30
Дата 22.11.04
Кудряшов Б.А., Сас Ю.М., Прошин Ю.Н.
Методические указания к практической работе N6
Разработка управляющей программы для металлообрабатывающих станков с ЧПУ
Всего листов 35 Москва 2004 г. Содержание
Цель лабораторной работы................…............………2
Краткая техническая характеристика станка 16К20Ф3С5………………………………………..……………2
Основные сведения о системе программного управления Н22-1М…………………………..……………..4
Краткие сведения о системе ТИГРАС…………..…….5
Порядок разработки управляющих программ для СЧПУ Н22-1М. ......6
Структура управляющих программ в системе ТИГРАС. .......................................................................................………17
Примеры отчета практической работы………………….26
Вопросы для самоконтроля…………………………….32
Приложение……………………………………………….32
6.10 Варианты заданий………………......…………………34
1
6.1 Цель лабораторной работы
Закрепить знания по конструкции металлообрабатывающих станков; уметь разработать простейшую управляющую программу для станков с числовым программным управлением.
В процессе выполнения работы студент обязан:
ознакомиться с конструкцией станка 16К20Ф3С5 с СЧПУ Н-22-1М и с технологической интерактивной графической системой ТИГРАС;
изучить порядок разработки управляющих программ для СЧПУ Н-22-1М;
изучить порядок разработки управляющих программ с помощью системы ТИГРАС;
разработать фрагмент управляющий программы для СЧПУ Н-22-1М и сравнить его с управляющей программой в системе ТИГРАС;
Ознакомиться с последовательностью обработки заготовки на станке 16К20Ф3С5 при вводе УП с компьютера.
О выполненной работе студент составляет отчет и сдает его преподавателю. Пример отчета дан в методических указаниях.
6.2 Краткая техническая характеристика станка мод.16к20ф3с5
Станок 16К20Ф3С5 предназначен для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатыми и криволинейными профилями, а так же для нарезания резьбы в полуавтоматическом цикле.
Станок спроектирован на базе универсального токарно-винторезного станка мод.16К20Ф3С5 и имеет максимально возможную унификацию узлов (рис.1).
2
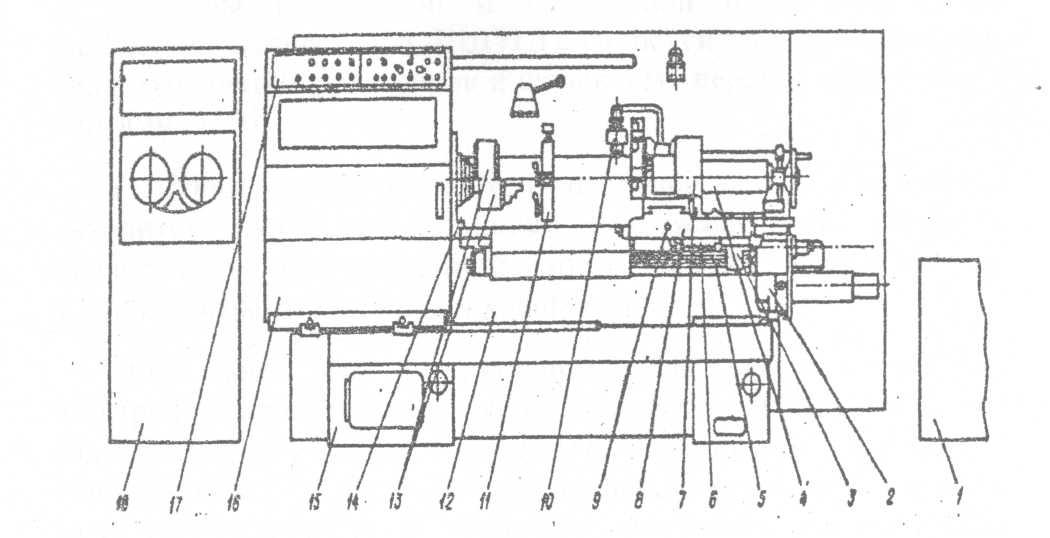
Рис.1 Общий вид токарного станка мод. 16К20Ф3С5.
Основными узлами станка являются основание 15, передняя (шпиндельная) бабка 14, станина 12, суппорт с кареткой 8, поворотный резцедержатель 7 и задняя бабка 4.
Основание станка - станина. На ней закрепляются все основные узлы станка. По направляющим станины перемещаются каретка суппорта и задняя бабка.
В передней бабке находится коробка скоростей. Выходной вал коробки скоростей называется шпинделем; к нему крепится приспособление для закрепления заготовки - патрон 13. Коробка скоростей имеет три диапазона регулирования, в каждом из которых по девять ступеней регулирования частот вращения шпинделя. Учитывая, что пять ступеней повторяются, станок имеет двадцать две ступени регулирования частот вращения шпинделя. При работе станка диапазоны устанавливаются всегда вручную, а частота вращения - вручную с пульта управления станком - 17 или автоматически - по программе.
Поворотный резцедержатель 7 имеет горизонтальную ось вращения и размещается на поперечном суппорте. На нем смонтирована съемная инструментальная (револьверная) головка, в которой можно установить 6 резцов; поворот резцедержателя осуществляется вручную с пульта управления или по программе.
3
Приводы поперечной и продольной подач состоят из шаговых двигателей мод. ШД51Д с гидроусилителями моментов, одноступенчатых редукторов и шариковых передач винт-гайка с винтами 9 и 6.
Гидропривод станка состоит из гидростанции 1, которая находится рядом со станком, гидроусилителей моментов продольного и поперечного хода каретки суппорта и магистральных (питающих) трубопроводов.
При работе станка крутящий момент с вала шагового электродвигателя через муфту передается на входной вал гидроусилителя. При отработке шаговым двигателем определенного числа импульсов происходит поворот входного вала гидроусилителя и смещение следящего золотника на соответствующую величину. Масло от насоса гидростанции, поступая под давлением через щели следящего золотника, воздействует на поршни ротора гидроусилителя, который поворачивает выходной вал пропорционально величине открытия щелей. Величина поворота выходного вала гидроусилителя соответствует числу импульсов, поданных на шаговый двигатель, а скорость - частоте их следования. Таким образом происходит синхронное вращение ротора шагового двигателя и выходного вала гидроусилителя с крутящим моментом, необходимым для перемещением инструмента.