

2.2 Классификация методов сварки магистральных трубопроводов
В период расцвета трубопроводного строительства еще в Советском Союзе применялось множество методов сварки неповоротных кольцевых стыков магистральных трубопроводов. Такой вывод можно сделать хотя бы по содержанию основного ведомственного нормативного документа Миннефтегазстроя СССР, регламентирующего организацию и технологию сварочных работ – ВСН 006-89 «Строительство магистральных и промысловых трубопроводов. Сварка». Данный документ является действующим. Он регламентирует:
ручную электродуговую сварку штучными толстопокрытыми электродами;
автоматическую сварку под флюсом;
сварку порошковой проволокой с принудительным формированием шва;
автоматическую и полуавтоматическую сварку в защитных газах;
ручную аргонодуговую сварку корневого шва;
стыковую сварку оплавлением;
сварку вращающейся магнитоуправляемой дугой.
Кроме того, существуют и другие технологии, не регламентированные ВСН, но пригодные для использования при сварке объектов магистрального транспорта нефти и газа. К ним, в основном, относятся различные перспективные способы сварки (лазерная, электронным лучом и др.)
В настоящее время ОАО «Металлургмонтаж» при изготовлении трубопроводного транспорта использует ручную дуговую сварку и механизированную сварку в среде защитных газов. Механизированная сварка в защитных газах включает следующие основные операции:
Подготовку труб в соответствии с подразделом 2.2настоящих ВСН;
механическую обработку торцов труб (см. Рисунок 1);
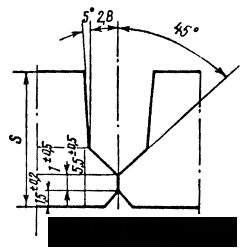
Рисунок 2.3 Типы разделки кромок труб для ручной дуговой сварки, односторонней автоматической сварки под флюсом, автоматической дуговой сварки порошковой проволокой с принудительным формированием, полуавтоматической сварки в защитных газах
Сборку и сварку внутреннего и наружного корневых слоев, осмотр внутреннего корневого шва и ручную дуговую сварку неудовлетворительно сформированных участков. Сварку заполняющих слоев шва; подогрев перед сваркой облицовочного слоя, сварку облицовочного слоя шва, осмотр шва и ручную дуговую сварку неудовлетворительно сформированных участков.
Для повышения устойчивости горения дуги и стабильности процесса сварку внутреннего корневого слоя шва следует выполнять в смеси углекислого газа с аргоном. Свободный торец нитки трубопровода должен быть закрыт инвентарной заглушкой, чтобы предотвратить сдувание струи газа (при внутренней сварке). Сварку всех наружных слоев шва следует выполнять только в условиях, при которых исключено попадание осадков на стык и обеспечена защита от ветра. При газоэлектрической сварке внутреннего и наружного корневого слоев неповоротных стыков труб производят автоматическую сварку наружного корневого слоя, которую начинают после того, как внутренними головками будет заварено по 200 мм корневого слоя шва на соответствующем полупериметре. Сварку наружного корневого слоя шва необходимо начать не позднее чем через 5 мин после начала сварки внутреннего корневого шва на соответствующем полупериметре трубы.
При вынужденном перерыве сварки наружного корневого слоя необходим подогрев стыка до 150-200 °С, а далее следует поддерживать эту температуру до возобновления процесса сварки. Сварку всех наружных слоев шва выполняют одновременно двумя автоматами в направлении сверху - вниз. Укладку конца трубы на лежку и перемещение центратора на очередную позицию сборки разрешается осуществлять только после окончания сварки наружного корневого слоя.
Для прохода сварочной головки высота лежек должна обеспечивать расстояние не менее 600 мм от надира трубы до поверхности грунта. Перед сваркой облицовочного слоя на трубах с эквивалентом углерода более 0,40 % необходим подогрев стыка наружным кольцевым подогревателем до температуры 220-250 °С. Экранирующее устройство для предохранения направляющего пояса от воздействия пламени следует установить перед подогревом стыка.
Газовые горелки должны быть установлены на расстоянии 50-70 мм от стыка на трубе, свободной от направляющего пояса. Число заполнявших слоев в зависимости от толщины стенки трубы указано в таблице 2.3.
Таблица 2.3 - Число заполнявших слоев в зависимости от толщины стенки трубы
|
Толщина стенки трубы, мм |
Число заполняющих слоев |
|
До 13 включительно |
2 |
|
Свыше 13 до 16,5 включительно |
3 |
|
Свыше 16,5 до 19,5 включительно |
4 |
|
Свыше 19,5 до 26 включительно |
5-6 |
Амплитуду колебаний при сварке облицовочного шва выбирают из расчета перекрытия швом разделки по ширине на 1,5-2,0 мм в каждую сторону. После сварки каждого слоя обязательна зачистка его поверхности металлическими щетками от шлака и брызг. В необходимых случаях потолочный участок наружных слоев шва обрабатывают абразивными кругами, чтобы получить ровную подложку для сварки последующих слоев. Сварку в среде защитных газов ведут на постоянном токе обратной полярности. Перекрытия участков внутреннего корневого шва, сваренных внутренними сварочными головками, должны составлять на вертикальных и нижнем участках 20-40 мм. Перекрытие участков внутреннего корневого шва в потолочной части стыка не должно превышать 1 мм.Рекомендуемая последовательность работы сварочных полуавтоматов при наложении каждого слоя и расположение замков приведены на рисунке 2.4.

Рисунок 2.4 Последовательность наложения слоев при работе сварочных полуавтоматов
Места замков не наружных слоях должны быть смещены один относительно другого не менее чем на 15 мм. Режимы сварки внутреннего корневого слоя шва обеспечивают получение внутреннего валика шириной 5-10 мм с усилением 0-3 мм. Усиление облицовочного слоя шва должно быть в пределах 1-3 мм.
Допускается ослабление облицовочного шва на вертикальных участках в виде «седловины». Ослабление шва в центре «седловины» не должно быть ниже поверхности трубы. Ширина облицовочного шва должна соответствовать данным, приведенным в таблице 2.4.
Таблица 2.4 - Ширина облицовочного шва
|
Толщина стенки трубы, мм |
Ширина облицовочного шва, мм, не менее |
|
От 10,0 до 14,0 |
10,0 |
|
Свыше 14,0 до 17,0 |
11,0 |
|
Свыше 17,0 до 20,0 |
13,0 |