

2.3. Поддоны
Независимо от способа разливки стали – сверху или сифонным способом – изложницы устанавливают на чугунные поддоны, которые во время разливки и затвердевания слитка интенсивно его охлаждают снизу.
На (рис. 66 и 67) показаны наиболее распространенные конструкции поддонов, применяемые для разливки стали, сифоном и сверху.
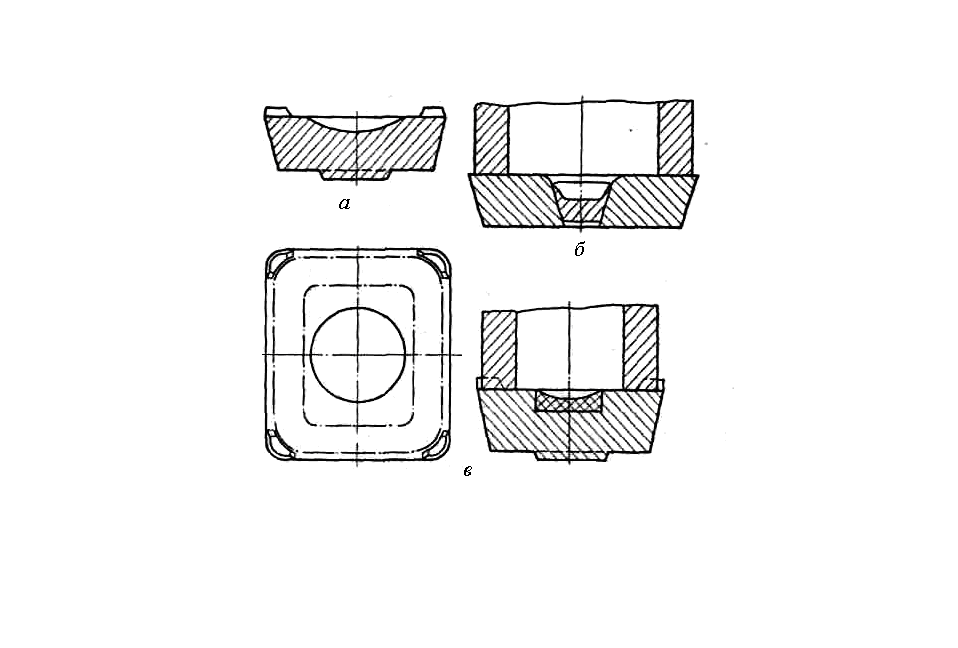
,; в – с графитовой вставкой
Для сифонной разливки стали применяют, как правило, групповые поддоны, а при разливке сверху – как индивидуальные, так и групповые.

Рис. 67. Четырехместный поддон для сифонной разливки стали
На большинстве заводов крупные слитки отливаются сверху в сквозные изложницы с индивидуальными поддонами. В процессе эксплуатации поддоны, подвергаются размывающему действию струи жидкой стали, в связи, с чем в местах падения струи образуются конусные лунки. Глубина вымоин допускается не более 150–200 мм. После 5–10 наливов на рабочей поверхности появляются крупные и мелкие трещины. Еще больше разрушается поддон в случае приваривания слитков, когда добавляется сильное механическое воздействие на поверхность в момент отрыва слитков.
Для устранения этого недостатка на групповые поддоны укладывают металлические листовые пластины толщиной от 15 до 30 мм, а на индивидуальных поддонах вставляют в специальные гнезда металлические пробки.
В поддонах со вставными металлическими пробками, при правильном центрировании струи, размыв резко уменьшается и практически полностью отсутствует приварка слитков к поддонам. То же можно сказать и о поддонах с графитовыми вставками. Средний расход поддонов составляет 2–6 кг/т стали.
Основным материалом для поддонов служит обычный серый чугун с пластинчатым графитом того же состава, что и для изложниц. Хорошую стойкость имеют поддоны из мелкозернистого чугуна с низким содержанием углерода, а также из чугуна, легированного хромом, никелем и титаном. При содержании хрома в чугуне 0,9–1,2% стойкость повышается более чем в два раза. Применение стальных поддонов из углеродистой или легированной стали также дает положительный результат, а в некоторых случаях это может оказаться экономически оправдано.
Стойкость поддонов во многом зависит от их конструкции. По аналогии с изложницами здесь также принимается во внимание показатель отношения массы поддона к массе слитка. На отечественных заводах он колеблется в пределах 0,42–0,82, на заводах с наиболее низким расходом поддонов отношение поддон – слиток составляет около 0,60.
Конструкция одноместного поддона зависит от его назначения. В современных цехах кипящие стали разливают в сквозные изложницы, устанавливаемые на одноместные поддоны с гладкой поверхностью или с небольшим углублением. При отливке спокойных слитков в сквозные изложницы используют кюмпельные поддоны (с большим углублением), Форма углублений может быть самой различной: пирамидальной, конусной, сферической. В центральной части углубления может быть отверстие, в которое закладывают пробку или вкладыш. Наличие углубления на поддоне оказывает положительное влияние на качество поверхности слитков. По мере накопления стали в лунке резко снижаться количество брызг, попадающих на стенки изложницы.
Выпуклая форма донной части слитка положительно отражается на выходе годного, так как в этом случае исключается образование «рыбьего хвоста» на раскатах слитков, а следовательно, величина донной обрези уменьшается.
Однако при слишком большой глубине лунки будет увеличиваться общая высота поддона и соответственно этому его масса, таким образом, возрастает расходный коэффициент чугуна на 1 т стали.
Форма одноместных поддонов соответствует нижним основаниям применяемых изложниц. На верхней плоскости поддоны снабжены выступами ограничителями, фиксирующими правильное положение изложниц. Внизу поддоны могут иметь приливы для строгой укладки на тележках.
Поддоны для сифонной разливки служат основой литниковой системы, при эксплуатации сквозных изложниц они выполняют еще роль дна. Для литниковой системы поддоны снабжаются канавками или ручьями, с помощью которых сталь подводят к изложницам.
При сифонной разливке стали обычно сразу заполняется несколько изложниц. Если на поддоне устанавливается небольшое число изложниц (2–4–6), то число отводов от центрового литника равно числу изложниц. В этом случае каждая изложница наполняется через самостоятельную проводку (рис, 68, а).

Рис.68. Поддоны для сифонной разливки: а – на четыре слитка; б – на двенадцать слитков; в – на 60 слитков
Если же на одном поддоне объединяется большое число изложниц, то от центрового литника делается несколько основных отводов, которые затем еще разветвляются. При небольшом числе изложниц на поддоне литники для слитков делают только в концах основных и вспомогательных отводов (рис. 68, б). При большом числе изложниц на поддоне литники для слитков располагаются по всей длине основных и вспомогательных отводов (рис. 68 в). Применение поддона той или иной конструкции для разливки сталей данной группы марок определяют в каждом конкретном случае так, чтобы разливка металла и наполнение всех изложниц происходило с одинаковой скоростью и температурой.
Общим недостатком многоместных поддонов является то, что изложницы, расположенные около центровой, заполняются более горячим металлом быстрее остальных. Заполнение их протекает более быстро, иногда с заплесками на стенки изложницы, особенно при разливке кипящей стали. Поверхность таких слитков часто загрязнена «песочинами» и имеет плены. Изложницы, расположенные далеко от центровой, заполняются медленнее и более холодным металлом», что также ухудшает качество слитков.
При сифонной разливке поддоны выходят из строя, главным образом по вине трещин. Сначала трещины образуются в углах канавок, затем посредине. Практикой установлено, что угловые трещины становятся заметными после 10–15 наливов, а поперечные трещины – спустя 20–25 наливов. Одновременно в местах нагрева поддона слитками появляется сетка трещин, аналогичная сетке разгара на изложницах.
Небрежная установка изложниц или их коробление может, вызвать уход металла в зазор между торцом изложницы и поддоном; в этом случае поддон может размываться жидкой сталью.
В зависимости от применения типов изложниц меняются условия службы поддонов. При отливке слитков в глуходонные изложницы поддоны не подвергаются прямому воздействию металла, и расход их на единицу стали значительно меньше. При сквозных же изложницах создаются условия значительного прогрева поддона в результате прямого контакта с кристаллизующимся слитком, соответственно появляется необходимость в увеличении высоты (толщины) поддона. Чем больше площадь слитка в нижнем сечении, тем больше должна быть высота поддона.
Размеры поддонов для сифонной разливки определяются габаритами тележек, шириной канавы и расположением изложниц. Для небольших слитков наиболее часто применяют квадратные поддоны с равномерным симметричным подводом металла ко всем изложницам. Крупные слитки могут питаться через две проводки, a изложницы для них устанавливаются в один ряд по оси состава. В центре поддона имеется углубление, «гнездо», для установки «звездочки», от которой отходят канавки литниковой системы. Специальных правил их расположения нет, однако всегда стремятся иметь равномерное снабжение жидкой сталью всех изложниц
Канавки в поддонах представляют собой углубления, рассчитанные на укладку в них стандартного сифонного припаса ГОСТ 11586. На (рис. 69) показаны основные его виды, а в (табл. 13) приведены важнейшие свойства сифонного припаса.

Рис. 69. Огнеупорный сифонный припас: а – звездочка; б – центровая трубка; в – воронка; г – пролетная сифонная трубка; д – концевая сифонная трубка; е – стаканчик
Таблица 13
Основные свойства сифонного припаса
|
Наименование характеристики |
Марка | |
|
ШС-28 |
ШС-32 | |
|
Содержание глинозема, %. |
28 |
32 |
|
Огнеупорность. °С |
>1670 |
>1690 |
|
Открытая пористость, % |
15–26 |
15–24 |
Примечание. Материал должен быть зернистым, не выкрашиваться, в кирпичах не допускаются трещины, пустоты и слоистая структура
Удельный расход сифонного припаса по заводам значительно изменяется, в большой степени он зависит от массы отливаемых слитков (табл. 14).
Таблица 14
Удельный расход сифонного припаса
|
Масса слитков, кг |
Число слитков на поддоне, шт. |
Расход сифонного припаса, кг/1000 кг стали | |
|
без стаканчиков |
со стаканчиками | ||
|
500 |
32 |
16 |
16 |
|
500 |
24 |
13 |
15 |
|
1000 |
6 |
– |
16 |
|
3000 |
4 |
– |
10 |
|
5000 |
4 |
6,2 |
6,6 |
|
10000 |
4 |
4,4 |
4,7 |
|
15000 |
2 |
3,8 |
4,1 |
Однако по состоянию качества не все стали могут разливаться в крупные слитки, и в первую очередь это относится к высококачественным легированным сталям, выплавляемым в электропечах.
Подготовку и наборку поддонов производят во дворе изложниц (при подготовке состава) или в разливочном пролете (при разливке на канаве). Охлажденные поддоны очищают от скрапа, литников и старого припаса.
Сифонные поддоны, после того как с них сняты изложницы, слитки и центровые, очищают от скрапа и мусора. Краном удаляют сразу всю систему литников из каналов поддона. Ручьи поддона очищают от остатков сифонного кирпича и боя огнеупоров пневматическим ломиком и совковой лопатой. Приварившийся в каналах и к поверхности поддонов металл удаляют пневматическим зубилом или автогенным резаком.
После этого их контролируют на наличие дефектов и выбраковывают. Старые поддоны заменяют новыми или отремонтированными. Поддоны ремонтируют, выполняя наплавку или обмазку, аналогично ремонту изложниц.
Поддоны устанавливают на тележках (в канаве) строго горизонтально по уровню, при этом на тележках они должны лежать симметрично, а их центры находиться на оси состава.
В период наборки поддоны должны быть нагреты и иметь температуру в пределах 100–130 °С, на новые поддоны с этой целью устанавливают горячие изложницы или недоливки. Допускается более низкая температура поддонов для разливки сверху, но она не должна быть ниже 40 °С.
Обязательным условием является наличие сухого сифонного припаса, на поверхности и буртиках трубок не допускаются сколы и трещины. Цельность их проверяют легким простукиванием молотком — годные трубки при этом издают чистый звенящий звук. Обычно наборку поддонов начинают с укладки на слой сухого песка звездочки и пролетных трубок с подгонкой их заподлицо с плоскостью поддона. По буртикам все сифонные трубки смазывают огнеупорной шамотной массой. Заканчивают укладку пролетных трубок концевыми трубками, которые обязательно заклинивают отходами кирпича.
Отверстия концевых сифонных трубок и звездочки закрывают деревянными пробками, а перед установкой изложниц открывают.
Наружные швы между сифонными трубками и поддоном засыпают сухим просеянным песком, шамотным порошком, окалиной или мелкой металлической стружкой (засыпка стружкой практикуется, в частности, при сифонной разливке рельсовой стали), затем заливают огнеупорной жидкой массой с добавками графита.
Набранный поддон очищают от песка и лишней и лишней огнеупорной массы. Для этой цели используют ерши либо продувку сжатым воздухом. Всю работу проверяют контролеры ОТК.
Для нормальной службы поддонов стремятся строго центрировать струю жидкого металла с плавным открытием стопора.