

7. Твердение плит
Твердение плит в штабеле происходит в помещении цеха при температуре не ниже 160С. Штабеля готовых плит укрывают полиэтиленовой пленкой для предотвращения высушивания. Длительность твердения 7-14 суток. После выдержки W=40%.
8. Сушка, обрезка, контроль
Осуществляется в сушильной камере проходного типа. Плиты сушат в вертикальном положении при температуре 80-1000С. Испаряемая плитами влага отводится вместе с воздухом через выводящие отверстия. Свежий воздух подводится через систему вентиляторов и нагревательных калориферов. По выходе из сушильной камеры плиты обрезают по формату на станке фирмы Фауст-Грекон. После плиты сортируют по качеству, укладывают в штабеля и электропогрузчиком отвозят на склад готовой продукции.
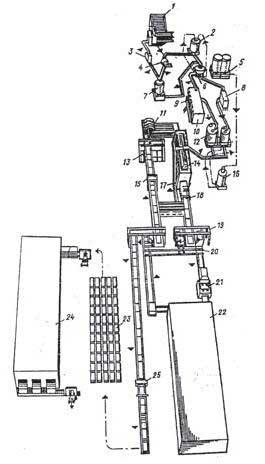
Схема одного из цехов по производству цементно-стружечных плит изображена на рисунке 1, на котором позициями обозначены следующие станки, выполняющие определенные операции.
Рисунок 1 - Схема производства цементно-стружечных плит
|
1 - стружечный станок; 2 - бункер для стружки; 3, 4 - мельницы длядоизмельчения стружки 5 - склад цемента, 6 - сортировка стружки (грохот ); 7 - бункер для несортированной стружки; 8 - бункер для мелкой фракции стружки; 9, 10 - бункеры для стружкисреднего слоя; 11 - кантователь поддонов; 12 – смесители; 13 - склад поддонов;
|
14 - формирующая станция; 15 - устройство для очистки и смазки поддонов; 16 - бункер-дозатор для цемента и других добавок; 17 - возвратный транспортёр; 18 - контрольно-весовое устройство; 19, 20 - штабелирующие устройства; 21 – пресс; 22 - зона отверждения плит; 23 - промежуточный склад; 24 - зона климатизации плит; 25 - кромкообрезная пила.
|
Стружка, изготовленная в стружечном станке 1, доизмельчается в мельницах 3 и 4, сортируется в грохоте 6 и хранится в бункерах 8 (для наружных слоёв) 9 и 10 (для среднего слоя плит). Цемент со склада 5 поступает в бункер-дозатор 16. Смешивание компонентов происходит в двух смесителях 12, раздельно для наружных и внутреннего слоёв ЦСП. На формирующей станции 14 на поддоны насыпается трёхслойный цементно-стружечный ковёр, который примерно втрое толще, чем получаемая из пресса цементно-стружечная плита.
С формирующего конвейера поддоны поступают на контрольные весы 18. Если они фиксируют отклонение веса от заданного на величину более допустимой, поддон автоматически сбрасывается на возвратный транспортёр 17 и смесь передаётся в бункер для среднего слоя. Остальные поддоны передаются к штабелирующим устройствам 19 или 20.
Плиты уплотняются в штабель с силовой тележке. Время загрузки не должно превышать 1 часа. Далее плиты запрессовываются в прессе 21, при давлении прессования 1,8-2,0 МПа. Уперссованные в силовой тележке плиты поступают в камеру термообработки или зону отверждения 22, где приобретают начальную прочность, достаточную для распалубки. После термообработки силовая тележка направляется на размыкание в прессовую установку, где при давлении 0,2 МПа происходит размыкание плит, таким образом плиты освобождаются от поддонов и укладываются в штабель.
Твердение плит осуществляется в помещении цеха 24 при температуре не ниже 16 С, для того чтобы твердение происходило не быстро штабель укутывают в полиэтиленовую пленку. Твердение происходит в течение 7-14 суток.
Готовые плиты обрезаются по формату на трехпильном обрезном станке 25 пилами с твердосплавными напайками или алмазными дисками. Далее после прохождения контроля качества плиты упаковываются и маркируются. Упакованные плиты поступают на склад готовой продукции.
В производстве ЦСП в основном используется рецептура с применением жидкого стекла и сернокислого алюминия. Содержание тех или иных компонентов колеблется в зависимости от вида сырья, условий производства и качества получаемых плит.