

2.11. Оформлення технологічної документації.
При проектуванні технологічного процесу виготовлення будь-якої машини, агрегату, вузла тощо для кожної деталі, що входить до складу машини, складається визначена документація.
Відповідно до Єдиної системи технологічної документації (ЄСТД) встановлюються види технологічної документації.
Маршрутна карта - документ, який містить опис технологічного процесу виготовлення (складання) виробу по всіх операціях у технологічній
послідовності із зазначенням відповідних даних по обладнанню, оснастці, матеріалах, праці та інших нормативах.
Операційна карта — документ, який містить опис операцій по технологічному процесу виготовлення виробу з розчленуванням операцій по переходах, встановленням і зазначенням режимів різання, розрахованих технічних норм часу.
Карта ескізів і схем - документ, що містить графічну ілюстрацію технологічного процесу для операції механічної обробки.
З.Конструкторська частина
3.1 Вибір і обґрунтування принципу дії пристрою
Розробка конструкції верстатного пристосування повинна виконуватись з урахуванням забезпечення необхідної точності обробки деталі, досягнення найбільшої продуктивності.
Для цього конструкція пристосування повинна забезпечувати:
Потрібну точність встановлення і надійність кріплення оброблюваної деталі;
Швидкість дій;
Використання незначних зусиль для приведення в дію затискачів, зручність і безпечність роботи;
Невисоку вартість виготовлення пристосування і надійність його в експлуатації.
Виходячи із заданих умов, конструкція верстатного пристосування для даної деталі буде наступною (див другий лист графічної частини). Деталь лежатиме на пластинах. Поверхня А буде базовою. Поверхня А є однією з площин деталі. Для розрахунку сили затиску і типу затискного пристосування проведемо розрахунок.
Найбільша сила, що виникає при обробці деталі буде при фрезеруванні по зовнішньому периметру. Складемо схему встановлення і закріплення заготовки.
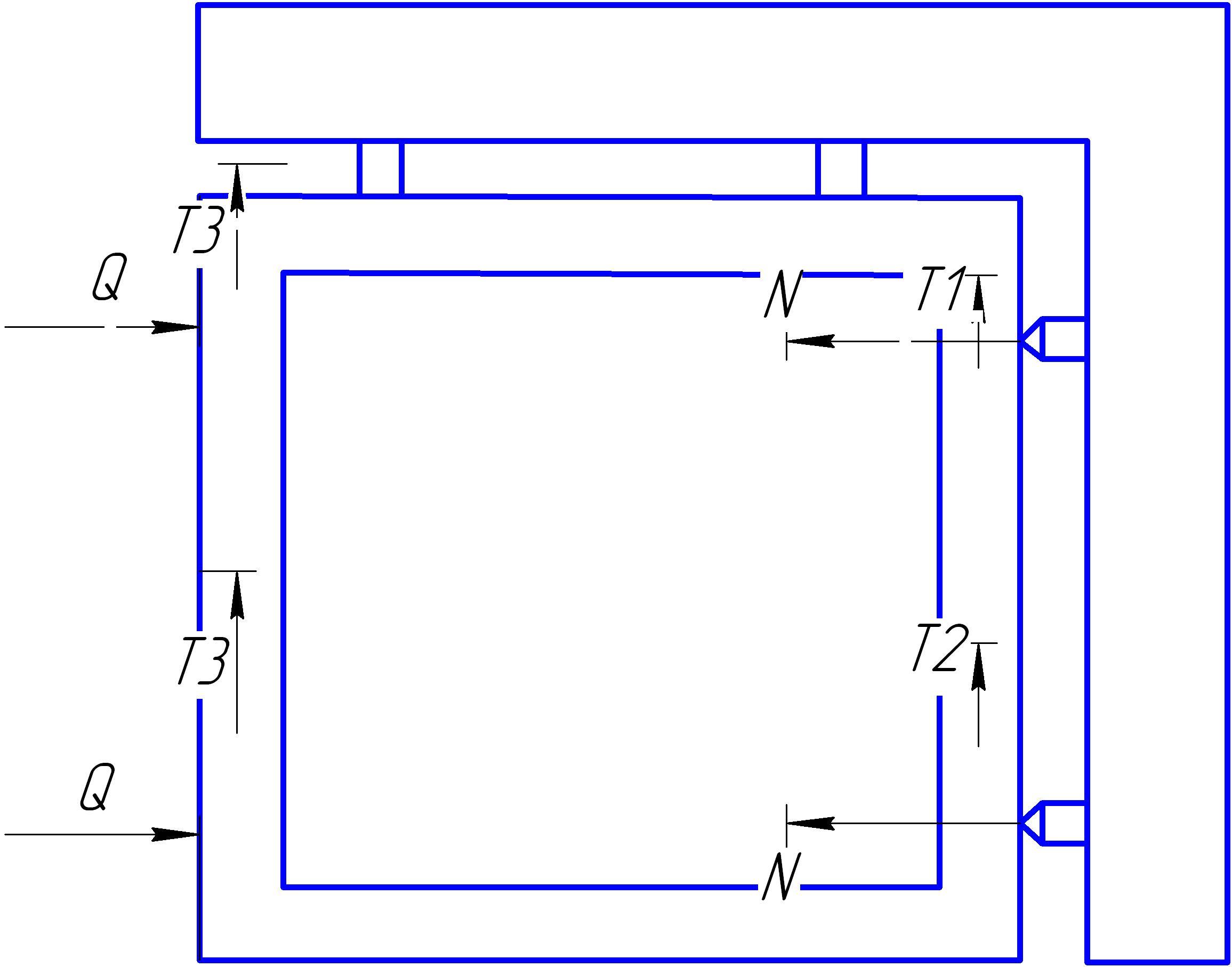
3.2 Розрахунок сили затиску заготовки
Складова сили різання, що викликає зміщення деталі, рівна Р2 і Ру (P2=682t0.86∙S20.78∙z∙b∙D-0.86=682∙1.50.86∙0.20.78∙6∙50∙30-0.86=4884H, Py=0.5P2=0.5∙4884=2442 H).
Сили тертя Тз і Т4 - у місцях контакту деталі із затискним пристосування та Ті і Тг — із встановленими елементами відповідно дорівнюють: T1 = f,N = fi(Q + Py); T2 = f2N = f2(Q + Py);
T3 = f3Q; Т4 = fiQ;
де fb f2, f3, f4 - коефіцієнти тертя, f = f2 = f3 = U - f = 0,1. Рівняння сил, складене з умов рівноваги деталі:
T, + T2 + T3 + T4 = Pt
f(Q + Py) + f(Q + Py) + fQ + fQ = kPt; звідси
Q=k∙Pt∙2t∙Py/4f=2∙4884∙2∙0.1∙2442/4∙0.1=28199 H
В даному випадку заготовку можна затиснути в пристосування, що за своїм принципом схоже на тиски. Деталь кладемо на основу, з одного боку затискаємо поздовжньою планкою, закручуючи гвинт.
Гвинт з квадратною головкою. Ного діаметр визначаємо з міцності різьби на розтяг, d = 16 мм. Він витримує навантаження до 30000 Н. Момент загвинчування 480 Н/м. Для отримання необхідної довжини рукоятки (зусилля на кінці рукоятки не перевищує 200 Н) Приймаємо довжину рукоятки 400 мм. Різь метрична двозахідна з кроком 2